双面二工位铣钻组合机床控制系统设计
2012-09-12卫道柱桂贵生
卫道柱,杨 沁,桂贵生,高 雷
(合肥工业大学机械与汽车工程学院,合肥 230009)
双面二工位铣钻组合机床控制系统设计
卫道柱,杨 沁,桂贵生,高 雷
(合肥工业大学机械与汽车工程学院,合肥 230009)
文章通过对双面二工位铣钻组合机床主要结构和运动形式的探究,以及对机床的工作过程和控制要求分析,给出了机床动作循环图,并采用三菱FX2n-64MR型PLC作为机床控制系统的核心,阐述了系统的硬件结构和工作原理,列出了输入/输出的地址分配表,绘制了PLC的外部接线图和机床主电路图,设计了软件控制程序,并采用分支程序的方法,使机床可工作在手动、自动两种模式。整个系统进行了调试并投入运行一段时间后表明,故障率低,可靠性高,提高了设备的生产效率。
自动循环;工进;快进;分支程序
0 引言
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍[1-2]。
双面二工位铣钻组合机床是由双面铣床和双面钻床组合而成,具体加工对象是对江淮汽车6700系列底盘的直、弯臂,是铣直、弯臂的两侧端面、钻孔,机床布置形式为卧式。
双面二工位铣钻组合机床主要由床身、移动工作台、液压站、2台液压滑套钻削动力头和2台铣削动力头组成,其结构如图1所示[3]。
加工时,工件装夹在移动工作台上,采用具有油路失电夹紧功能的液压控制系统夹紧(放松)。在组合机床上一次装夹,在两个工位完成铣、钻工序。第一工位为双面铣削,左右两个铣削动力头安装在床身两边,移动工作台带动工件到位后,对工件进行铣削加工。第二工位为双面钻孔,2台钻削动力头安装在液压滑套上,移动工作台带动工件到位后,液压滑套带动钻削动力头向前移动,进行钻孔加工[4-5]。
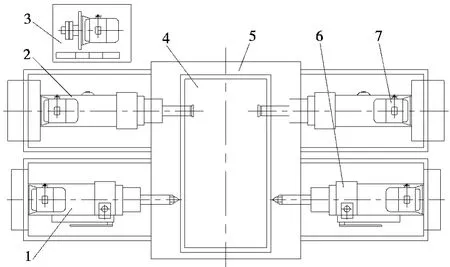
图1 双面二工位组合机床结构示意图
1 双面二工位铣钻组合机床的控制要求
根据生产工艺要求,机床采用行程控制和液压传动,可进行手动和自动操作[6]。
铣削前要求工件快进,到规定位置工进铣削加工;铣削完成后快速退回原位,到规定位置缓冲至死挡铁停留。此时液压滑套钻削动力头以快进转工进的工艺流程对工件钻削,钻削完成后必须在两液压滑套钻削动力头全部退回原位,液压滑套钻削动力头确实已离开工件后才允许夹具松开[7-8]。
双铣头铣削后,工作台携夹紧的工件退回原位至死挡铁停止。此时工作台不动,左右液压滑套钻削动力头先快进,压上行程开关后转工进,对夹紧固定在工作台上的工件进行工进钻削,加工完毕后钻头快速退回,钻头停止转动。只有当左、右钻头全部退到原位后,才允许液压夹具松开。操作工卸下工件后,进行第二个零件的加工,机床自动循环工作示意图如图2所示。整个控制系统采用行程和压力控制,被加工零件的夹紧(放松)由具有油路失电定位功能的液压控制系统完成。手动调整的特点是按住某个按钮后,系统相关环节动作,松开后关断。机床动力部件工作流程示意图如图3所示[9]。
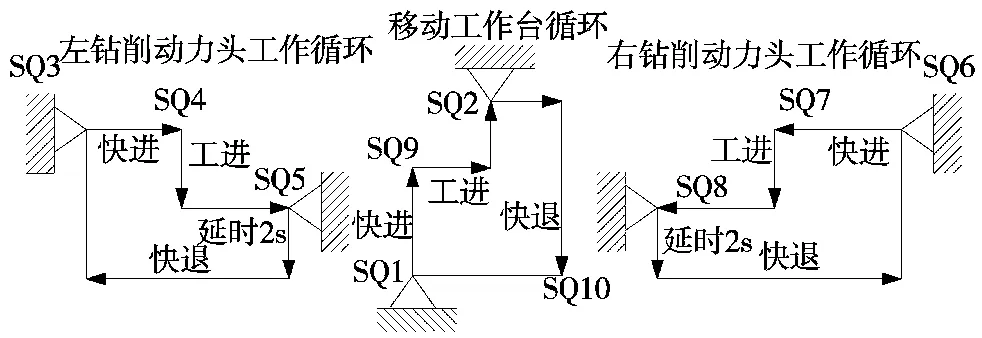
图2 机床动力部件工作流程图
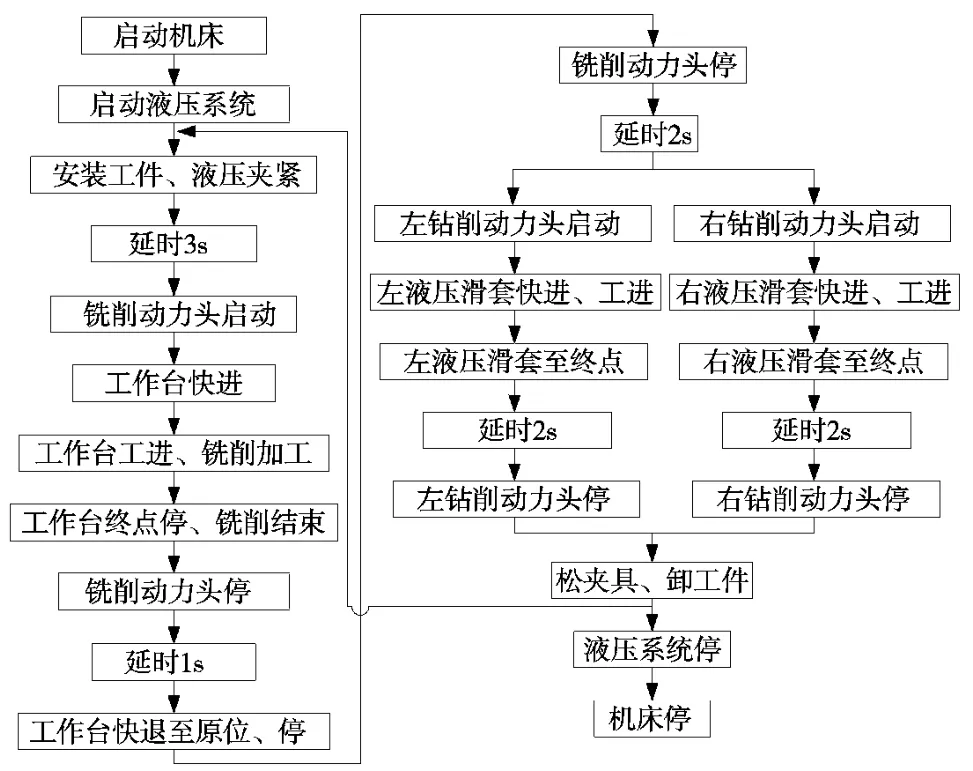
图3 机床自动循环工作示意图
2 机床电气控制设计
2.1 机床主电路
双面二工位铣钻组合机床配置的电动机最大为5.5kW,满足电动机直接起动的要求,可采用直接起动[10],除钻削动力头电机有正反向控制的要求外,其余均为单向起停控制。考虑到短路保护、过载保护、零电压和欠电压保护等电气控制电路的基本保护。设计机床主电路如图4所示[11]。

图4 机床主电路图
在图4中,设置自动空气断路器QF1为机床电源开关,其本身具有短路和过载的保护功能,使控制系统形成双重保护,QF1~QF5为各电机断路器,选用型号为带电机保护功能的断路器,故这里未设置热继电器,零压和欠压保护通过电动机电源接触器KM1~KM6的电磁机构来实现。
机床共设置有6台电动机:
①液压泵电动机M1,功率为3kW,采用连续运转工作方式,用交流接触器KM1来控制。
②左右铣削头电动机M2、M6,功率为5.5kW,用KM2、KM6进行单向连续运行控制。
③左、右钻头电动机M3、M4,功率为5.5kW,用KM3、KM4进行单向连续运行控制。
④机床润滑电机M5用来给液压滑台导轨进行自动润滑,减少导轨磨损并降低操作工劳动强度,用KM5进行单向连续控制。
2.2 控制电源、照明及显示电路
为了在设计中符合“电隔离保护”的技术要求,在机床PLC控制系统中设置了控制变压器TC。TC的输入为交流380V,输出为交流电110V、28V(整流后为DC24V)、36V和6.3V四种电压,图中只画出了DC24V和交流36V两种引线。其中交流110V电压提供给接触器;交流36V提供给照明灯HL,受灯开关S控制;直流24V电压提供给电磁阀线圈以及电磁制动器;交流6.3V提供给按钮、半自动循环和手动状态指示灯等。
电源指示灯HL1采用直流24V电压,当合上QF以后即被点亮,夹具欠压指示灯HL2和液压报警指示灯HL3也由直流24V供电。相关电路如图5所示。
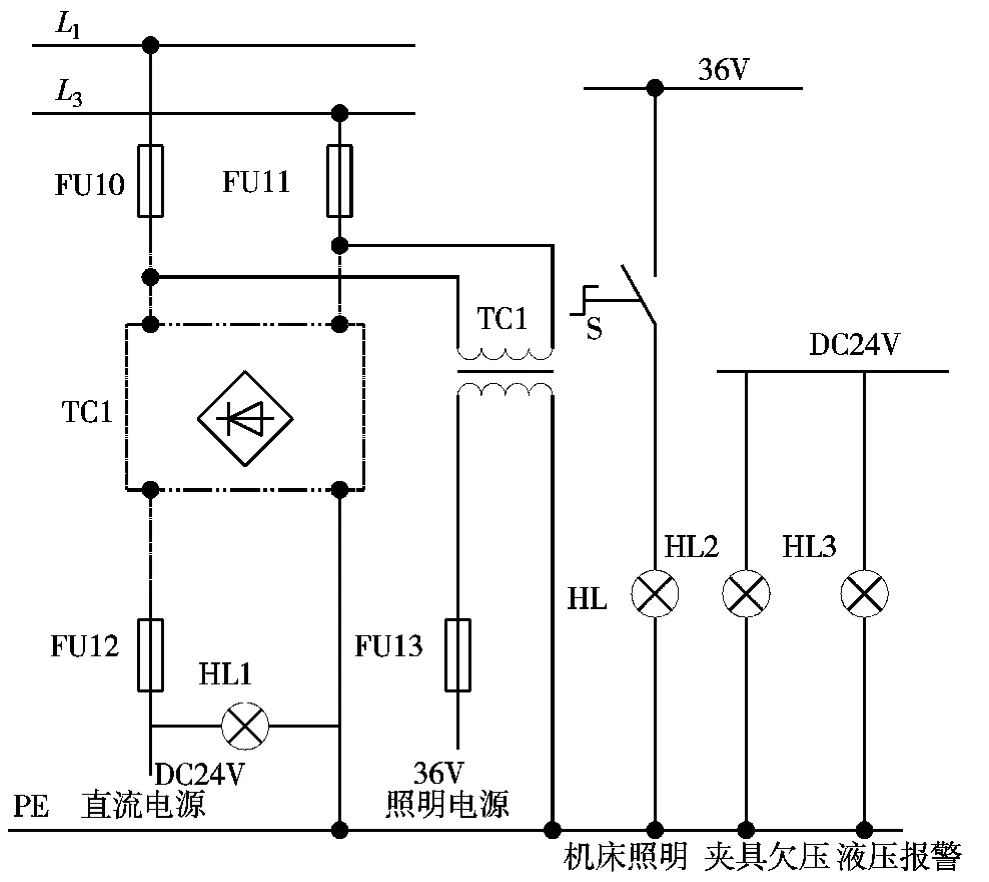
图5 控制电源电源及机床照明指示灯图
3 PLC控制系统的设计
3.1 确定PLC输入、输出设备,选择PLC机型
双面二工位铣钻组合机床的控制系统是由PLC可编程控制器设计完成的,它在传统的顺序控制器的基础上引入了计算机技术、自动控制技术和通讯技术,目的是用来取代继电器、执行逻辑、记时、计数等顺序控制功能,实现操作简化、安全[12]。机床现场信号及工步与PLC数据对照表如表1、2所示。

表1 输入信号地址分配表

(续表)
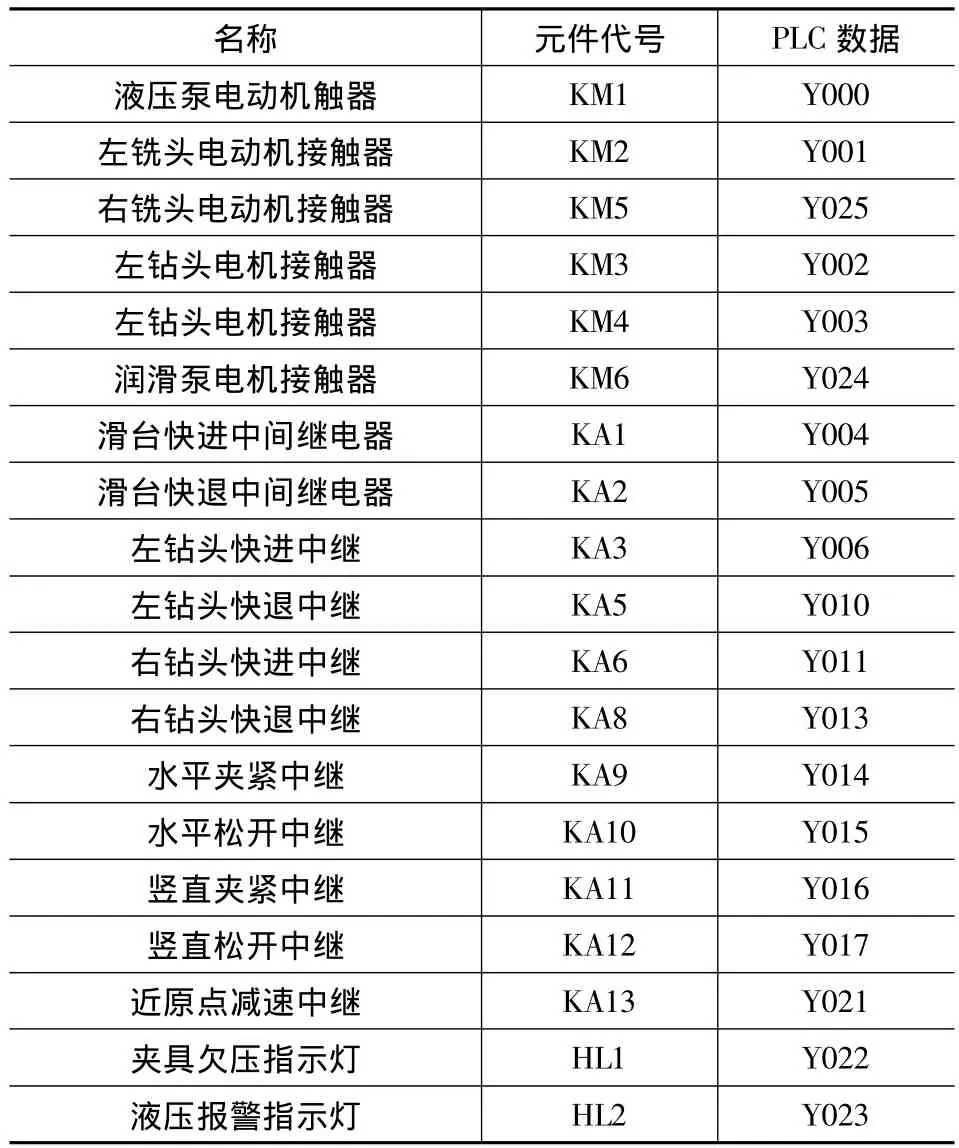
表2 输出信号地址分配表
参照PLC的I/O信号,本设计选用三菱FX2n-64MR型PLC作为组合机床PLC控制系统的机型[13-14]。FX2n-64MR型PLC的基本单元是具有64个I/O点独立工作系统,包括32个输入点,32个输出点及工作状态指示灯等。
3.2 PLC输入/输出接线端子外接线图
PLC输入端子外电路共接30个输入点,分别连接旋钮、按钮、行程开关压力继电器等主令元件及检测元件,电源由PLC内部提供。输出端子外电路按执行电器的电源类别分别组成不同的端子组,公用端子COM端加装熔断器作短路保护,并加装中间继电器来保护PLC输出继电器触点。见图6所示。
3.3 双面二工位铣钻组合机床程序设计
通过对双面二工位组合机床工艺要求、控制流程及元器件的配置的分析,我们对控制过程、控制要求、转换条件、机电关系和要使用的电器元件有了比较清楚的认识,在此基础上编制了PLC控制程序。程序分为二部分:一为手动模式控制;二为自动模式控制。在自动模式中,采用分支程序对左右钻削动力头进行控制。系统调试将手动与自动操作控制独立分开,自动操作控制首先保证单机程序调试成功后,再转入连续控制,最后连成整个系统试运行。控制程序流程图如图7所示。
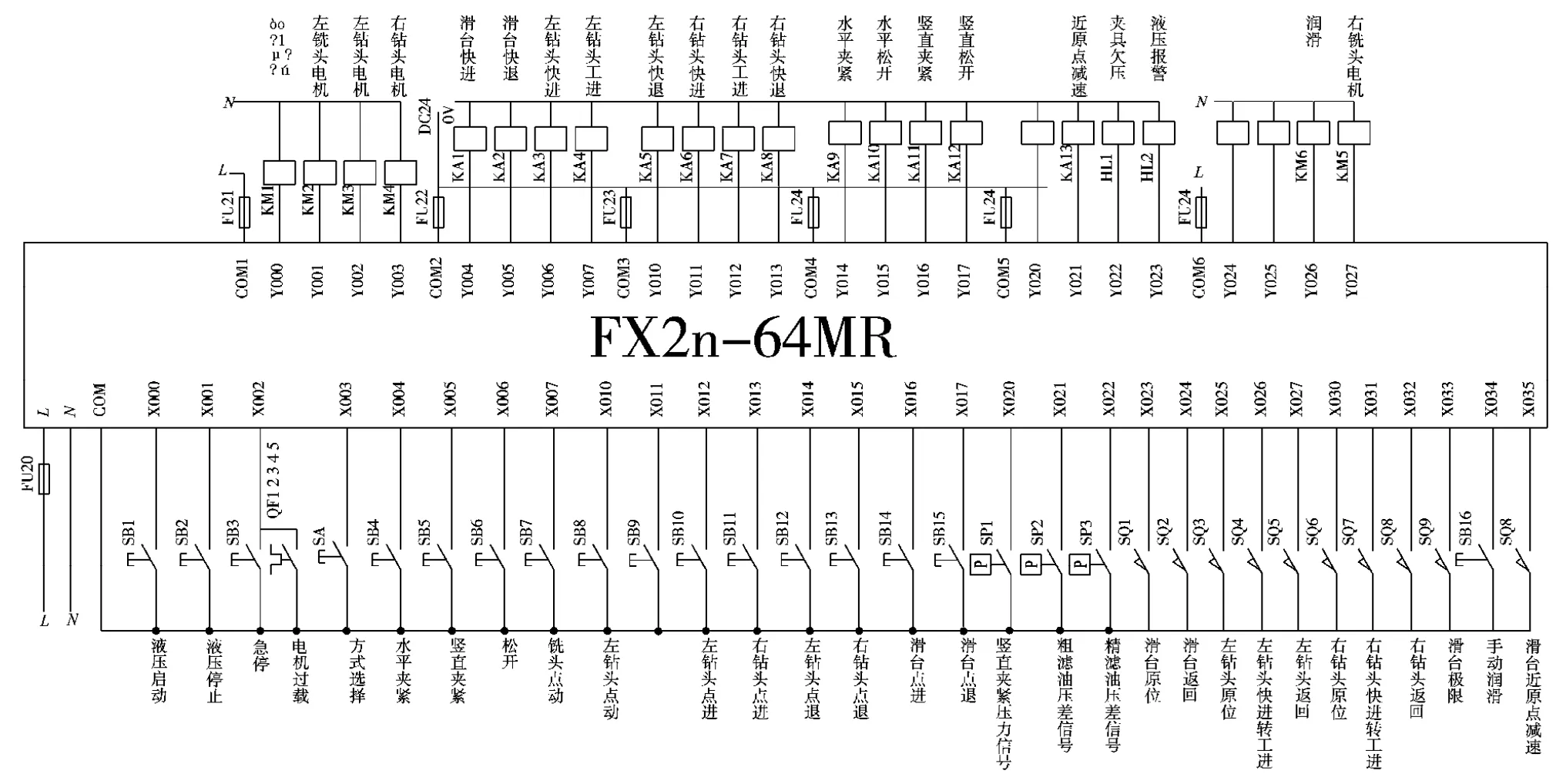
图6 PLC输入/输出接线端子外接线图
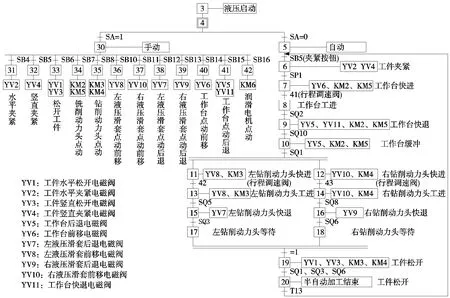
图7 双面二工位铣钻组合机床PLC程序流程图
4 结束语
双面二工位组合机床电气控制设计实施过程中,也遇到了很多实际的问题,经过不断的修改、调试,最终圆满的完成的机床的PLC控制系统调试,并投入生产。该系统经过一段时间运行表明,减少了大量继电器的硬件接线,使得故障率低,可靠性高,提高了设备的生产效率。
[1]袭愉弢.组合机床[M].北京:机械工业出版社,1995.
[2]Γ.A.塔尔基曼诺夫.金属切削机床设计[M].北京:机械工业出版社,1990.
[3]张接信.自动化加工设备—组合机床[M].西安:陕西科学技术出版社,2006.
[4]李月琴,任新梅,弓申.变速箱上盖拨叉孔钻扩铰三工位组合机床设计[J].制造技术与机床,2010(7):68-69.
[5]曾燕飞,李虎山.基于PLC的三面铣组合机床电气控制系统设计[J].组合机床与自动化加工技术,2010(1):44-46.
[6]李莹.PLC在双面钻削组合机床电气控制改造中的应用[J]. 机械工程师,2011(11):77-78.
[7]王晓瑜.多工位组合机床控制系统的PLC改造[J].制造业自动化,2012(4):88-89.
[8]张伟中,沈军达.基于PLC的组合机床控制系统[J].机电一体化,2009(4):64-65.
[9]罗麦丰,刘娇月.三面铣组合机床的PLC改造[J].煤矿机械,2009(8):157-158.
[10]韩全才,韩金玲.电工技术及机床电气[M].武汉:武汉理工大学出版社,2009.
[11]荀群德,杨超君,王宏睿,等.基于PLC的六工位组合机床的控制系统设计[J].组合机床与自动化加工技术,2009(7):53-55.
[12]伟瑞录,麦艳红.可编程控制器原理及应用[M].广州:华南理工大学出版社,2007.
[13]李稳贤,田华.可编程控制器应用技术:三菱[M].北京:冶金工业出版社,2008.
[14]陈苏波,杨俊辉,陈伟欣,等.三菱PLC快速入门与实例提高[M].北京:人民邮电出版社,2008.
The Design of Control System of Two-station and Two-dimensional Shining and Drilling Modular Machine Tool
WEI Dao-zhu,YANG Qin,GUI Gui-sheng,GAO Lei
(School of Machinery and Automobile Engineering,Hefei University of Technology,Hefei 230009,China)
In this paper,the main structure and motion form of two-station and two-dimensional shining and drilling modular machine tool are discussed and the work process and control requirement are analyzed,the movement cycle diagram of machine tool given.The types of Mitsubishi FX2n-64MR PLC are regarded as the core of control system of machine tool.The hardware structure and principle of operation are explained,the input and output address tables are listed and the outer wiring diagram of PLC is drawn.And the control software is programmed in this system.The machine tool can be operated by manual and automatic models though the way of branching program.The failure rate of the machine tool is reduced and reliability is raised,therefore the productivity is promoted after the system is put into operation,after the performing adjustment and period of time running.
automatic circulation;working feed;fast feed;branching program
TH165;TG502
B
1001-2265(2012)11-0057-04
2012-06-04
卫道柱(1970—),男,合肥人,合肥工业大学讲师,博士研究生,主要从事自动化加工与制造等,(E-mail)weidaozhu@126.com。
(编辑 李秀敏)
