基于Silverlight的NC工艺集成管理方案研究
2012-09-12涂海宁
黄 睿,涂海宁,陆 远
(南昌大学机电工程学院,南昌 330031)
基于Silverlight的NC工艺集成管理方案研究
黄 睿,涂海宁,陆 远
(南昌大学机电工程学院,南昌 330031)
针对工艺数字化,基于WCF的服务构架,结合Silverlight富客户端技术,研究与实现了NC工艺集成管理方案。解决以往NC管理系统中无程序版本管理,文件存储混乱,权责不明确等问题,集成各种工艺资源,提供可视化智能工艺编制平台,实现现代化生产过程中工艺信息的有效管理,增强工艺资源的有效利用率,促进工艺编制过程向柔性化、规范化、集成化、智能化方向发展,以提高车间生产组织的灵活性、自动化程度以及企业生产效率。
NC管理;Silverlight;WCF
0 引言
随着工艺设计与管理水平的不断提升,以及计算机通讯技术及数控技术自身的发展,采用单机运行的CNC设备逐步被将设备有机集成的DNC系统替代,同时以相对“孤立”的文件存储形式为主的NC工艺管理模式已不适应当前这种集成环境下的管理机制。基于上述原因,不少学者做出了相关研究,例如基于Jbuilder9.0集成开发环境的数控机床组网平台的构建[1],网络制造实验室DNC系统通信技术研究[2],VC++6.0开发环境下基于以太网的DNC系统的研究与实现[3]等。但研究过程中多将关注焦点放在放在接口技术、数据通信技术等方面,或者实现的技术手段上与用户的交互不够灵活智能。本文针对数控加工工艺特点,结合Sliverlight技术,重点针对工艺数字化的实现,将底层生产设备和上层生产管理系统的信息结合起来构建NC工艺集成管理方案。不仅提供程序双向传输和数据存储功能,同时扩展工艺管理、智能化工艺资源环境搭建、工作平台可视化及数据追溯和分析等功能,以满足现代化车间对生产集成化、智能化、规范化及高效化的需求。
1 关键技术
1.1 Silverlight富客户端技术
互联网技术的快速发展,使得应用程序的Web化趋势不断增强。用户已经不能满足于仅仅提供简单信息发布形式的客户端,而支持多种媒体丰富表达的RIA(rich internet application,富互联网应用程序)技术的出现很大程度上满足了用户对客户端要提供更丰富的展示、更灵活的操作与更智能化的用户交互体验等功能的需求。而Silverlight以其编程语言的统一性、UI模型的丰富性、以及与.NET平台的良好集成性等诸多优势成为多种富客户端技术中较好的选择之一。同时,其支持跨平台运行、能够实现与数据库动态数据绑定、面向对象的编程思想等特性也为提高Web应用开发效率提供了很大帮助。
1.2 基于WCF的服务架构
WCF(Windows Communication Foundation)是Microsoft为构建面向服务的应用提供的分布式通信编程框架,是微软对一系列产业标准定义的实现,其中包括服务交互、类型转换、封送(Marshaling)以及对各种协议的管理等。它的应用有助于开发人员构建跨平台、更安全可靠和支持事务处理的企业级互联应用解决方案。基于上述优点,方案采用SOA(Service-Oriented Architecture面向服务的体系结构)的思想,基于WCF服务框架,将各类具体的业务转换为一组相互链接的服务或可重复业务任务,从而构建一个完全开放透明的工艺准备平台(如图1所示),把各种业务封装在服务中,通过服务代理发布出去,无论用户是何种客户端都能方便的进行调用(在安全认证的基础上),实现了真正的跨平台,为系统间集成提供了良好的基础。
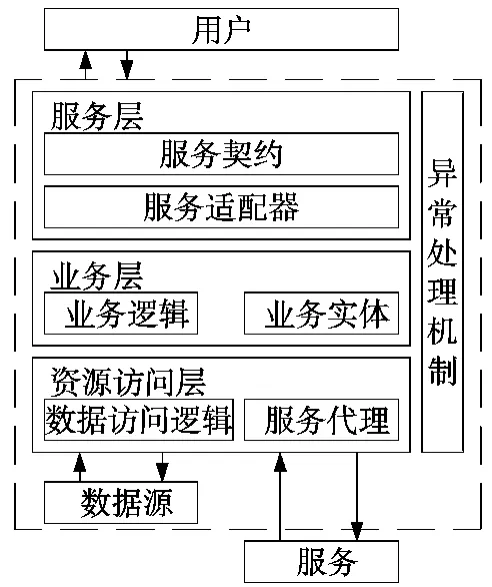
图1 基于WCF的服务架构
1.3 基于Windows服务的文件监管机制
传统的NC工艺管理方式是基于一种跨域的访问机制,即在服务器上部署一个ASP.NET应用程序,在系统应用中嵌入这个应用程序的一个页面,通过运行该页面的程序,读取和写入NC代码文件。这种方式存在以下几个问题:①当网络环境发生变更时,例如服务器更换了IP地址或者更换了帐号密码,系统应用程序需要重新进行访问连接配置;②由于是跨域访问,权限验证问题难度较大,难以处理。NC工艺集成管理方案以数据库作为集成基础,所有权限的验证可根据数据库中的“人员——角色——权限”表来完成,当系统用户上传文件后,系统将文件以二进制数据形式写入数据库中,而安装在服务器端的Windows应用服务以轮询的方式获取当前最新数据更新情况,将最新的文件写入到指定的物理路径上,再清除数据库中的临时二进制文件数据。这种数据库集成的形式,可以有效的提升文件传输及管理过程的问题。
2 方案总体架构
2.1 系统功能结构
系统功能结构如图2所示。
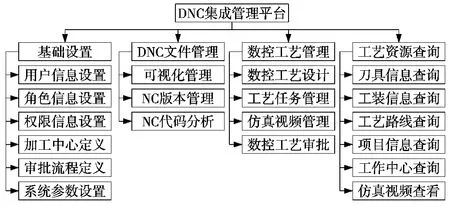
图2 系统功能结构图
基础设置模块:通过对“用户——角色——权限”信息的设置来完成系统权限验证的功能;对加工中心及其他系统参数的设置为之后系统各项功能的运行提供准备条件。
NC文件管理模块:对NC文件进行不同操作后产生的程序进行校验并由系统自动记录版本变更信息,并更具设定规则动态生成新的版本号,同时也为后续NC文件日志化管理提供一定的查询依据;同时为用户提供加工中心可视化选取、工作流可视化配置等功能。
数控工艺管理模块:包括数控工艺任务分配、过程管理及资源集成,实现工艺编制的智能化;并支持多人在线工艺审核。
工艺资源查询:集成现有的刀具资源清单、工装资源清单、加工中心资源清单及工艺资源综合清单,并提供数据穿透式查询功能。
2.2 系统网络结构
方案拟在每个数控设备配置电脑终端,操作员可在终端上扫描刀具、工装资源信息,获取零件工艺路线信息,播放仿真视频,获取及编辑NC代码等操作。系统网络结构如图3所示。

图3 系统网络结构图
3 方案的具体实现
3.1 NC代码日志化管理
每次上传/下载NC代码文件时,系统自动记录当前操作人、操作时间、被操作文件名等信息;当NC代码文件发生借出/归还时,系统记录相应借出归还信息,用户可根据实际加工情况,将符合加工要求的NC文件借用到其他加工中心上,系统则自动记录由此产生的版本变动信息,并根据版本号产生设定规则自动生成新的版本号,并将以上记录以及相关工艺按照工艺路线号、工序号、版本号分别存储到数据库的各明细表中,可作为数据回溯查询的重要依据,为不同版本程序比较校验提供了条件。
另一方面,系统通过动态查询数据库读取最新版本信息,将相关工艺文件从数据库中通过BLOB文件处理技术将以二进制形式存储的工艺文件转换成实体文件写入指定物理路径,并将旧版本文件信息完全覆盖,避免数控程序保管混乱以及相关工艺文件(如刀具、夹具清单、三维模型图等)容易混淆的问题。同时提供严格的数控文件访问权限机制,实现对NC代码文件的读写权限管理;只有当登录用户具有访问某一个文件的权限时,才能访问该文件;根据访问级别不同,可分为:只读、可修改、可删除、可创建这四种权限。通过“传输”—— “存储”—— “应用”三个层面上的严格管理,实现NC代码文件的规范化管理。
3.2 提供集成化、智能化、工艺编制界面
方案以工艺任务为主线,充分利用各类工艺资源,将数控工艺编制过程产生的信息有效的管理起来,并反馈给CAPP用户。用户可通过平台查看由CAPP系统产生的数控编程工艺任务,接收任务后,在系统的中完成数控编程任务,并提交任务信息。系统提供丰富的工艺任务查询功能,管理者可以掌握当前数控工艺编制的情况、任务工作量以及任务完成进度等信息。在集成刀具管理系统、CAPP系统和ERP系统的基础上,提供数控工序的编制界面,提供智能化刀具、工装选取功能(如图4)。用户可在一个统一的界面上将数控文件、所需刀具、工装信息录入系统中。

图4 刀具选取弹出界面
用户可将仿真结果(加工过程仿真视频)通过上传到服务器上(或者将已有信息从服务器下载到本地),通过与CAPP系统的集成,工艺部设计人员可以方便地查询到任何一道数控工序的NC代码和加工仿真结果,为制定更为合理的工艺路线提供了依据。

图5 NC代码/仿真视频上传、下载及修改弹出界面
另外,在数控工艺编制过程中,系统还提供刀具、夹具、设备等工艺资源信息的可视化查询选取。当用户发出查询请求时,系统将提供车间平面布局图,用户可直接点选机床设备,系统将显示该设备的明细信息以及该设备内目前存储的刀具信息;用户也可通过图号、名称、规格等信息快速查询到目前车间内是否存有符合查询条件的刀具,系统将自动定位该刀具的位置(例如存放在某个加工中心内或者存放在某个立体库的单元格内)。
在数控工艺编制结束后,系统可根据用户设定的验证规则,自动校验当前工艺是否符合标准,有无缺项或遗漏的信息,例如有无加工仿真视频、NC代码文件、刀具清单等相关工艺信息。根据校验结果反馈给用户。
3.3 数据统计分析及工艺信息可溯化
系统提供多层级、多角度的数据统计分析功能,针对工艺任务完成进度、质量、数量等情况进行统计分析。并且,针对项目信息、BOM信息、工艺路线信息、工序信息等重要工艺信息,系统提供修改痕迹可追溯功能。即系统管理者可以方便地查询到某条数据时由何人何时更改,这便于明确责任,保证工艺编制质量。对于重要工艺信息的删除操作,系统提供相应的日志记录功能,从而形成工艺信息的可溯化。
4 结束语
NC工艺信息作为工艺系统中十分活跃的生产要素,与生产中的各部分紧密相关,贯穿整个生产过程,并直接影响到生产进程。实现NC工艺信息的有效管理,可提高工艺资源的利用率,增强生产中各项指标之间的协同能力,有效缩短生产中的非加工时间。本文提出的基于WCF服务架构,结合Silverlight富客户端技术的NC工艺集成管理方案对实现工艺数字化,提高生产效率具有重要的现实意义并在企业中得到运用。
[1]于桂君,马晓娜.数控机床组网平台及工作站控制器软件设计[J].邵阳学院学报(自然科学版),2010,7(1):44-47.
[2]杨延清,任祖平.无线Intranet的网络制造实验室DNC系统通信技术研究[J].现代制造工程,2008(8):34-37.
[3]吴飞,吴春华,江征风.基于以太网的DNC系统的应用研究[J].机械工程与自动化,2005(2):4-6.
[4]祝朋,田锡天,黄利江,等.基于单一数据源的广义DNC系统的实现[J].组合机床与自动化加工技术,2008(6):45-48.
[5]任锐,白洁.DNC系统的实施与集成应用[J].制造业信息化,2009(5):127-129.
[6]洪永强,陈永波,蒋红霞.异构数控设备DNC系统的通信网络设计[J].仪器仪表学报,2003,24(z2):326-328.
[7]王时龙,孙命,陶桂宝.DNC系统设备组动态重构技术的研究[J]. 机械工程学报,2000,36(12):81-84.
NC Process Integrated Management Based on Silverlight
HUANG Rui,TU Hai-ning,LU Yuan
(School of Mechatronic Engineering,Nanchang University,Nanchang 330031,China)
Oriented to process digitized and based on Windows Communication Foundation,NC process intergrated management have been studied and implemented with Silverlight rich client technique.Solve several problems of previous systems including:no management of NC program version,disordered file storage,uncertainty of authority and responsibility.Intergrate a variety of process resource and offer a visual platform for intelligent process planning aiming at realizing the effective management of process information in the modernization process of production,enhancing the effective utilization of process resource.Promoting the process planning to the direction of flexible,standardized,integrated and intellectualized is one of its effects too.And it can also increase the flexibility,the degree of automation of plant and enterprise production efficiency.
NC management;silverlight;WCF
TP273
A
1001-2265(2012)02-0105-04
2011-06-09
黄睿(1988—),女,江西抚州人,南昌大学硕士,研究方向为CAD/CAM制造业信息化,(E-mail)realbaby@live.cn。
(编辑 李秀敏)
