基于UG&VERICUT整体式叶轮五轴数控加工与仿真
2012-09-12陈文涛夏芳臣涂海宁
陈文涛,夏芳臣,涂海宁
(南昌大学机电工程学院,南昌 330031)
基于UG&VERICUT整体式叶轮五轴数控加工与仿真
陈文涛,夏芳臣,涂海宁
(南昌大学机电工程学院,南昌 330031)
论文研究了整体叶轮的五轴数控加工工艺,在UG中创建叶轮的三维模型,并使用CAM模块分别对叶轮流道面和叶片生成刀具轨迹,经后置处理器生成NC文件。基于VERICUT构建了DOOSAN VMD600五轴加工中心仿真环境,通过模拟整个机床加工过程,验证了数控加工程序和后处理器的正确性,从而缩短生产周期,降低成本。
整体叶轮;五轴加工;仿真;VERICUT
0 引言
整体叶轮是航空发动机和各类透平机械的关键部件,广泛应用于航空、汽车、能源等领域,其结构特点是叶片薄,扭曲大,叶片间隔小。整体叶轮属于复杂的曲面体零件,可以采用铸造加工、电火花加工、电解加工及数控铣削加工等加工方法。数控加工柔性好,可加工复杂形状叶轮,表面质量好,效率高,适用广泛,因此用数控机床加工叶轮是目前被广泛采用的一种制造方法。国内外很多学者对此进行了研究[1~5]。目前采用通用的 CAD/CAM软件来编制叶轮的数控加工程序,应用较多的有 UG、MASTERCAM、CIMATRON等。由于零件形状复杂,在CAD/CAM中生成的刀具轨迹考虑了干涉问题,但没有考虑到机床的具体结构,不能确保数控程序的正确性和加工过程的安全性。
VERICUT是专为制造业设计的CNC数控机床加工仿真和优化软件,利用仿真加工,可以验证数控程序的正确性,减少零件首件调试的风险,增加程序的可信度;模拟数控机床的实际运动,减少实际的切削验证,检测潜在的碰撞错误,降低机床碰撞的风险[6]。本文采用VERICUT软件主要解决的问题有:①通过模拟整个加工过程,进行干涉检查,检测加工过程中的碰撞干涉现象和加工后的零件是否出现局部过切或欠切;②验证了数控加工程序和后处理器的正确性。
1 整体叶轮五轴数控加工工艺规化
整体叶轮的用途多种多样,其结构形式和叶片构造也各不相同。根据叶片曲面构造方式的不同,整体叶轮可分为直纹曲面叶轮和自由曲面叶轮。本文的研究对象为直纹曲面叶轮,如图1所示。
1.1 整体叶轮的加工阶段划分
整体叶轮的加工主要包括叶片、流道面和叶根圆角等曲面的加工,大约占整个毛坯材料的60%左右。根据零件的复杂程度可将整个数控加工过程划分成不同阶段。本文中叶轮零件结构较为简单,叶片扭曲小,且叶片为直纹面,所以把叶轮数控加工过程划分成两个阶段,粗加工和精加工。粗加工的任务是尽快去除大量整体叶轮各个表面多余的材料,加工出整体叶轮的大致轮廓,为精加工做准备。接下来精加工是整个加工阶段中最重要的阶段,其目的是为了获得设计的加工精度和表面质量。精加工又可细分为叶片精加工、流道面精加工和叶根圆角精加工。

图1 整体式叶轮
整体叶轮数控加工阶段流程如下:加工叶轮轮身(毛坯加工)——叶片流道面粗加工——叶片、叶根圆角粗加工——叶片、叶根精加工——流道面的精加工。
1.2 刀具的选择
选择刀具时应综合考虑毛坯的材料、机床类型、允许的切削用量、刀具刚性和耐用度等因素,当然也要考虑加工的成本。粗加工时,多选择平底立铣刀,也可以选择带有圆角的环形刀,这种刀具有效切削面积大,切除材料效率高。精加工多采用球头铣刀,为保证刀具刚性,可采用锥柄球头铣刀。
根据叶轮的加工阶段,选用的刀具包括:①球头刀R4×50mm,刃长 40mm,带 2°的锥角,整体合金刀,用于叶轮的开粗;②球头刀 R5×55mm,刃长45mm,整体合金刀,用于叶轮精加工。
1.3 刀具轨迹的生成
整体叶轮采用五坐标数控加工,因为多了两个转动轴,所以可以加工复杂的零件,但也带来了干涉问题。叶片扭曲且间隔小的特点,流道面的加工采用点铣,加工流道面的过程中为了避免与叶片的干涉,刀轴矢量不能垂直于流道面,可以采用刀轴矢量指向于某一点的方法来避免与叶轮的干涉。叶片是直纹曲面,可以采用侧铣法加工,即用圆柱铣刀或圆锥铣刀的侧刃铣削叶片曲面。
目前采用通用的CAD/CAM软件来编制叶轮的数控加工程序。本文采用UG NX7.0,根据叶轮的加工阶段生成了刀具轨迹,包括流道面的开粗和精加工,叶轮以及叶根圆角的粗加工和精加工。
1.4 后置处理
经过UG生产的刀位文件还不能直接使用,需要经过后置处理转换成数控机床能执行的数控程序,并输入机床才能进行零件数控加工。本文采用UG自带的后置处理和制作机床描述信息模块,选择机床模型为“5-Ax Mill Vertical AC-Table”,立式带 AC旋转工作台的五轴数控铣床,控制系统为HeidenhainTNC,最后生成了能够加工整体叶轮的G代码。
2 DOOSAN VMD600 5轴仿真机床构建
仿真加工中心采用DOOSAN VMD600五轴数控机床,具有X、Y、Z三个直线运动轴,工作台可以绕X和Z轴转动,即带A角和C角。X、Y、Z轴行程为1050mm 、600mm 、500mm,A轴旋转范围 -120°~30°,主轴最高转速可达20000r/min,刀具存储容量为24把。
在VERICUT中进行仿真加工具体操作如下,工作流程如图2所示。

图2 VERICUT工作流程图
一般情况下,如机床外壳,控制系统操作面板等实际仿真过程中不需要的部件可以不导出,本文在构建机床时将不导出机床外壳、控制系统操作面板等部件。
(1)定义机床运动结构
新建项目文件,在机床机构树下,定义机床部件结构树。DOOSAN VMD600有两大传动链,主轴传动链和毛坯进给传动链。主轴传动链由主轴带着刀具通过立柱沿着Z向运动,该运动组件和实现X向运动的组件相连,依次添加 Base→X→Z→spindle→Tool。毛坯安装在实现C向转动的工作台上,该组件还能实现A向旋转,Y轴直线运动,所以依次添加Base→Y→A→C,这样就得到了机床组件树。
(2)添加几何模型
定义好了机床组件树之后,还要给每个组件添加模型。在UG NX7.0按照实际尺寸绘制各部件3D模型,然后导出各部件的stl格式文件,以便VERICUT的导入。添加几何模型过程中可以设置模型的基点、显示、颜色和定义位置。添加几何模型后得到机床模型图,如图3所示。

图3 DOOSAN VMD600仿真机床
(3)机床参数设置
机床模型建好以后,还要对机床参数进行设置。设置的参数有机床初始化位置,机床行程,干涉检查设置,控制系统配置等。
①机床干涉检查设置。确定已选中“开机床仿真”复选框。在“碰撞检测”标签中,选中“碰撞检测”复选框。在“忽略在切刀和毛坯的间的碰撞”(刀具和毛坯之间的碰撞)下拉列表框中选择“否”。分别设置刀具与家具之间、刀具与工作台,主轴与夹具、主轴与工作台的碰撞检测。
②初始化位置设置。在“机床设定”→“表”→“添加”。在“位置名”下拉列表框中选择“初始机床位置”,在“值(XYZABCUVWABC)”文本框中输入X150 Y250 Z300;
③机床行程设置。在“机床设定”对话框中,按照上述加工中心DOOSAN VMD600设定X、Y、Z、A和C的行程范围。
(4)新建刀具库
按照前面所描述的刀具参数,添加两把刀具R4和R5。
3 机床加工过程仿真
构建好了机床后,下面添加仿真所必须的刀具、工装、毛坯、数控程序等以进行数控加工仿真,操作步骤如下:
(1)在VERICUT中打开机床模型,在组件模型树中,加载Fixture(夹具)和Stock(毛坯)。
(2)打开“配置”→“控制”→“打开控制文件”,加载控制文件hei530.ctl。
(3)设置坐标系统。设置毛坯上表面中心为坐标原点,在“位置”中输入0 0 226.7(226.7为夹具和毛坯的Z坐标和)。
(4)设置程序零点。在配置G-代码偏置中选择程序零点,选择从“Tool”到“坐标原点”。
(5)加载之前所创建的刀具库。
(6)调入加工程序。添加刀轨文件作为NC驱动程序,本例中的NC程序经UG自带的后置处理器heidenhainTNC生成。
(7)在VERICUT主窗口中,点击右下角的Reset按钮重置模型,再点击Play to End按钮,开始数控加工过程仿真,仿真结果如图4所示。
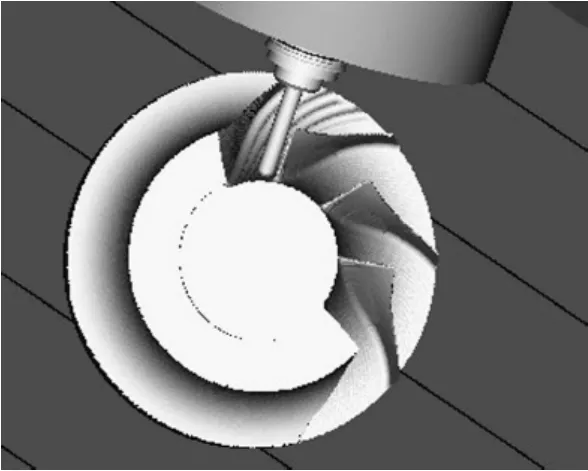
图4 整体叶轮的加工仿真
4 结束语
本文作者在UG中创建叶轮的三维模型,利用CAM模块分别对叶轮流道面和叶片生成相应的刀具轨迹,经后置处理器生成NC文件,然后基于VERICUT构建了DOOSAN VMD600五轴加工中心仿真环境,通过模拟数控机床的实际运动,减少实际的切削验证,解决了刀具、工件与机床部件和夹具的碰撞问题,验证了数控加工程序和后处理器的正确性,从而缩短生产周期,降低成本。
[1]H.K.Tonshoff.Optimal tool position for five-axis flank milling of arbitrary shaped surface,Nils Rackow,1999.
[2]Northern research and engineering corporation.Cutter-path generation for 5-axis flank millingof turbomachinery components,2000.
[3]贾健明,杨继平,薛亮.整体叶轮的多轴数控加工编程[J]. 航天制造技术,2002(6):3-8.
[4]陈晧晖,刘华明,孙春华.发动机叶轮侧铣数控加工方法及误差计算[J].机械工程学报,2003,37(7):143-145.
[5]任军学,张定华,王增强,等.整体叶盘数控加工技术研究[J]. 航空学报,2004,25(2):205-208.
[6]杨胜群,唐秀梅,等.VERICUT数控加工仿真技术[M].北京:清华大学出版社,2010.
Five-Axis NC Machining and Simulation of Integral Impeller base on UG&VERICUT
CHEN Wen-tao,XIA Fang-chen,TU Hai-ning
(School of Mechanical and Electrical Engineering,Nanchang University,Nanchang 330031,China)
This paper studies the five axis NC machining technology of integral impeller,creates 3D model of the impeller based on UG,Separately create tool paths for the impeller passage and impeller blade,produced the NC program file by postprocessor.Constructed DOOSAN VMD600 five-axis machining center based on VERICUT,through simulating the whole machine processing process,verify correctness of the NC machining program and the postprocessor,so as to shorten the production cycle and reduce the cost.
integral impeller;five-Axis machining;simulation;VERICUT
TP273
A
1001-2265(2012)02-0102-03
2011-10-31;
2011-12-02
陈文涛(1985—),男,江西赣州人,南昌大学机电工程学院硕士研究生,现从事CAD/CAM的学习研究,(E-mail)cwtwayne@163.com。
(编辑 赵蓉)
