SUS430 不锈钢平整质量控制手段
2012-09-08供稿
供稿|王 佳
WANG Jia
SUS430 不锈钢平整质量控制手段
Some Quality Control Methods of SUS430 Stainless Steel Flattening
供稿|王 佳
WANG Jia
内容导读
平整工序作为不锈钢冷轧生产最后一道关键工序,有其重要的作用和意义。在实际生产过程中,平整机组430不锈钢来料成本相当高,因此430不锈钢平整质量尤为重要,可以说430不锈钢平整质量的高低决定了企业430产品能否实现盈利。文章介绍了430不锈钢带钢平整时常见的问题及一些特殊的质量控制手段。
SUS 430 不锈钢也称 1Cr17不锈钢,是一种铁素体不锈钢,具有良好的耐蚀性能,导热性能比奥氏体不锈钢好,热膨胀系数比奥氏体不锈钢小,焊缝部位机械性能好。430 不锈钢主要用于建筑装饰用、燃油烧嘴部件、家庭用器具、家电部位等领域。其通常的冷轧生产工艺为:不锈钢热带退火酸洗—20辊轧机 (五机架连轧) —冷带退火酸洗—不锈钢离线平整—不锈钢重卷。离线平整工序作为控制板形、改善性能的最后一道工序,其质量水平的高低直接影响了企业的盈利水平。
离线平整工艺
平整的目的
● 改善力学性能,保证产品的成形加工性
对于铁素体不锈钢来说,平整最重要的目的是改善力学性能。铁素体不锈钢,也包括一些低碳马氏体钢,退火后和其他软钢一样在拉伸变形时会产生“屈服延伸现象”,表面上产生绒状或树枝状的不均匀变形花纹,即所谓滑移线。这种材料在随后加工时会出现“折皱”和“荷叶边”,严重损坏产品的价值。为消除这种缺陷,需要对带钢作适当的轻冷轧 (平整),使其预先产生一个均匀的永久变形,从而在拉伸变形中不产生“屈状延伸”。
● 修正板形,得到平直的钢板
不论什么钢种、什么用途都要求钢板平直,而退火酸洗和修磨后的带钢板形一般不理想,需通过平整来修正。Ni 系不锈钢和高碳Cr 不锈钢不存在控制延伸率的问题,修正板形遂成为主要目的。
● 根据用户的使用要求,加工光面或麻面板,并改善表面质量
不锈钢根据用途不同,表面状态有光面和麻面之分。光面板要求具有良好的光洁度,需用光洁度很高的轧辊平整;而麻面板是一种无光泽板,需要用打毛处理的轧辊平整。除此之外,带钢上的某些表面缺陷通过平整压下也可以有所改善。
工艺简介
由于 430 钢种的特殊性,冷轧退火后的 430 不锈钢必须经过平整达到 0.4 % 以上的延伸率才能够使用。一般会将根据 430 不锈钢的厚度,配置两套不同的工艺参数,见表 1。
常见问题与控制手段
板形问题
生产 430 不锈钢时为了保证延伸率大于 0.4 %,必须施加一定的轧制力,因此在生产 430 不锈钢时对于板形的控制尤为重要和困难。根据经验,对于 430 薄料而言由于轧机轧制稳定性较差,往往在实际生产中会采取“松边”轧制的策略,也就意味着冷带退火酸洗机组退火前的带钢大都存在一定程度的双边浪现象。在经过退火后必须有一定的冷却时间才能使带钢的内应力完全释放,从而消除浪形。但在企业的实际生产过程中,为了提高产量,退火机组大都采取高温、高速退火的工艺,没有足够的时间让带钢进行冷却。而为了保证 430 不锈钢的延伸率平整机组又必须使用大轧制力来生产,这就提高了平整时对板形的控制要求。
● 工艺特点
① 平整机组常用的控制模式有:压力控制方式、延伸率控制方式和位置控制方式。对于不锈钢平整而言,一般采用前两种模式。
② 平整机组工作辊一般为凸辊,常见凸度值为:0.15、0.25、0.45 mm。凸度的配置原则为:带钢越薄,要求相应轧辊凸度就越大;带钢越硬,要求相应轧辊凸度就越大;带钢的延伸率大,要求相应轧辊凸度就越大。
③ 平整时的板形控制原则为:出现中浪,则加大轧制力,减小出入口张力;出现双边浪,则减小轧制力,增大出入口张力;出现单边浪,则减小该侧轧制力。
● 控制手段
通过大量的生产实践,430的板形问题根据带钢厚度可分类为:对于 430 薄料往往产生的是双边浪;对于 430 厚料而言往往产生的是中浪。在实际生产中,要消除板形缺陷就必须根据不同的来料厚度选择不同的平整参数,而且还要根据退火工艺、天气的变化对平整参数作适当的优化和调整。常规 1250 mm 宽度430 平整参数,见表 2。
① 对于 430 薄料,应选取大凸度的平整工作辊,采取两道次平整。第一道次选择大轧制力平整,确保 430 不锈钢的延伸率;第二道次采取较小的轧制力平整,确保产品的板形受控。如果发生延伸率不足的情况则可增加平整道次。对于 430 厚料,则应选取小凸度的平整工作辊,一般一道次平整即可达到延伸率。为了避免中浪缺陷的产生,轧制力不宜过小。如果发生延伸率不足或板形问题则可增加平整道次。
② 根据天气变化,适当调整平整辊凸度。每年的 11 月至次年 4 月由于环境温度较低带钢变硬,应采取大凸度的平整辊;相反 5 月—10 月应采取小凸度的平整辊。
③ 根据退火工艺的变化,及时调整平整参数。如果退火工艺变化导致了带钢性能改变,则平整机组的参数也要相应的优化。例如,企业为了进一步提高退火机组的产量,提高了退火机组的速度。新工艺的执行往往存在一定的不稳定性,这时平整机组必须立刻根据新退火工艺下的带钢性能来决定如何调整平整参数。如果带钢变软,则必须使用小凸度的平整辊同时减少轧制力;相反则使用大凸度的平整辊同时增大轧制力。否则,退火工艺的调整往往会引起一批 430 产品质量出现问题。延伸率过大会造成“麻点”缺陷,延伸率不足则增加了平整道次。

表 1 平整辊型及道次选择

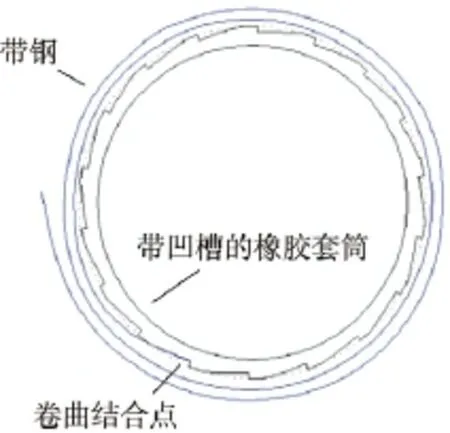
辊型/mm 板厚/mm 轧制力/t 基准道次张力/t入口 出口0.45 0.3≤H≤0.5 720~780 2 5.6 5.6 0.45 0.5 卷取折痕问题 卷取折痕缺陷是 430 不锈钢生产中不可回避的问题。由于 430 不锈钢的材质“偏软”、延伸性好,在冷轧后续生产机组卷取时,因为卷筒形状精度不够好或带钢自身头部的略微“上翘”都会产生横向的折痕,称之为卷取折痕。因为平整机组的张力比一般的退火酸洗机组、重卷机组大,所以平整机组在生产 430 时经常会发生卷取折痕缺陷。 430 平整时卷取折痕控制手段: ① 带钢卷取前,先在卷筒外套一只钢套筒,带钢卷取时包裹在钢套筒上。这样做的优点就是用形状精度好的钢套筒来替代卷取机本身的卷筒,在卸卷时将钢套筒同钢卷一起卸下。使用钢套筒的缺点是需要较多的钢套筒来周转,从而增加了成本,且钢套筒的运输及存放也会带来麻烦。 ② 带钢穿带过程中,在带钢头部与卷筒之间垫入瓦楞纸或羊毛毡,来缓冲带钢头部“上翘”给后续带钢带来的折痕。根据经验,在 430 不锈钢平整时,根据带钢厚度进行区分,对于厚料采取垫入一张 3 m 长羊毛毡的方式;对于薄料采取垫入一张 3 m 长瓦楞纸的方式,最为经济有效。 ③ 制作一只橡胶套筒,用橡胶套筒取代方法 ① 中的钢套筒,如图 1 所示。因为带钢头部在卷取时落在橡胶套筒的凹槽内,所以使用橡胶套筒且可以保证卷取时的真圆度又可以缓冲带钢头部“上翘”给后续带钢带来的影响。一只橡胶套筒的制作成本约为 6~8 万元,使用寿命一般为 1 年。 垫纸压痕问题 垫纸压痕缺陷是由于垫纸本身“起筋”,垫入带钢后导致带钢表面产生压痕缺陷,往往发生在 430 薄带钢钢卷上。由于垫纸压痕缺陷是在卷取垫纸时产生的且难以发觉,因此漏检会给企业带来不少的损失。 图1 带凹槽的橡胶套筒示意图 430 平整时垫纸压痕控制手段:常规垫纸设备辊系中垫纸导向辊较少,垫纸容易折叠、起筋。可以在垫纸机区域增加导向辊用于垫纸的展平,减少垫纸折叠的可能,从而杜绝垫纸压痕缺陷的发生,见图 2。 图2 增加导向辊后的垫纸状态 [1] 王宪玉,顾培松. SUS不锈钢的冷轧工艺及质量. 轧钢,2002, 19(1):36-38 [2] 赵诚,吴新贵. 平整对提高不锈钢冷轧带钢质量的作用及控制. 山西冶金,2003,26(3):22-23 book=63,ebook=136 上海交通大学,上海 200030