星型出灰机修复改造
2012-09-08李京梅冉崇斌任欣军
李京梅,冉崇斌,任欣军
(山东海化集团潍坊庆丰设备工程有限公司,山东 潍坊 2 6 2 7 3 7)
经验交流
星型出灰机修复改造
李京梅,冉崇斌,任欣军
(山东海化集团潍坊庆丰设备工程有限公司,山东 潍坊 2 6 2 7 3 7)
在纯碱制造过程中,石灰车间的星型出灰机的一些关键部位很容易磨损,而影响生产。因此,我们制定并实施了星型出灰机的端盖、转子及壳体的修复方案,实践证明该方案切实可行,为企业节省设备费用。
石灰窑;星型出灰机;端盖;转子;壳体;修复
在氨碱法制造纯碱过程中,石灰窑是不可缺少的重要部分,它在纯碱生产中的主要作用是高温煅烧石灰石(C a C O3),产生二氧化碳(C O2)及生石灰(C a O),而星型出灰机作为石灰窑出灰密封设备,作用也不容忽视,它不仅担负着生石灰的输送任务,还是石灰窑内的高压环境与外界的一道密封屏障。但星型出灰机在使用过程中,因物料的原因,往往很容易磨损,磨损的关键部位有:转子端面密封环与端盖密封环之间,壳体和转子护板。
以上两个部位中的任何一个部位磨损后,都可能导致出灰机密封不严,造成严重的粉尘跑冒泄漏,导致生石灰的浪费,而且生产现场很难清理,特别是转子端面密封环与端盖密封环之间的磨损,很容易造成出灰机转子窜动,引发减速机和电机损坏等设备事故。一旦使用中的星型出灰机出现磨损严重的现象,就会影响正常生产,如果更换一台新的星型出灰机,不仅费时费力,而且成本也较高。因此,怎样对磨损的星型出灰机进行修复成为当务之急。
1 修复方案
老式星型出灰机的材质,除壳体是铸钢外,端盖和转子是铸铁,这就造成转子端面密封环与端盖密封环磨损后,无法用焊接予以修复。这就需要先把原先的端盖和转子都换成铸钢材质。而近年来,新生产的星型出灰机壳体、端盖及转子,材料已全改为铸钢了。
铸钢端盖和转子的修复方案:采用焊接密封环后,再用车床车削加工(即:转子密封环为凸台尺寸φ1 9 9-0.2×φ1 6 1+0.2×1 2,端盖密封环为凹台尺寸φ2 0 0+0.2×φ1 6 0-0.2×1 2)。
需要特别说明的是,修复磨损星型出灰机需用以下车床及零部件:2.5m立式车床(即立刀架最大车削直径为φ2 5 0 0的车床)或5m立式车床(即立刀架最大车削直径为φ5 0 0 0的车床);单台出灰机转子密封环2件;端盖密封环2件;壳体内衬1套;转子护板5件。
2 具体修复过程
2.1 转子
1)先松动转子两端2-M 1 6定位螺栓,取出出灰机轴,保护好轴头,用2.5m立式车床找正转子,车掉磨损处密封环至3 0mm,共两端。
2)加工可更换密封环,如图1(2件),但两件的内孔尺寸不同,与两头轴台尺寸配合,芯轴定位与转子配做,1 0-M 1 2均布,沉头螺栓拧紧。
3)装入出灰机轴,更换转子新护板,如图2(5件),用2.5m立式车床修车至原尺寸φ1 1 0 1-1。
2.2端盖
1)取出端盖磨损的轴套,用2.5m立式车床以止口处找正,车去磨损密封环至φ3 5 0×2 2,共2件。
2)加工密封环,如图3(2件),与端盖配做,1 2-M 2 0均布,从端盖外侧用螺栓拧紧。
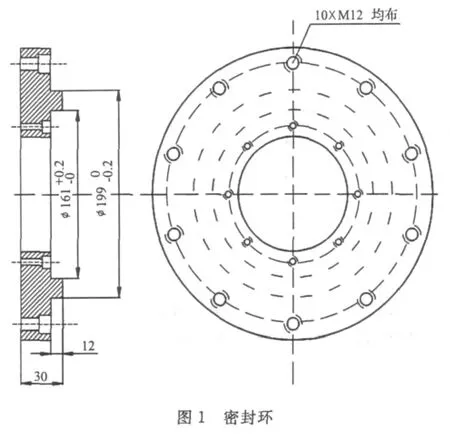
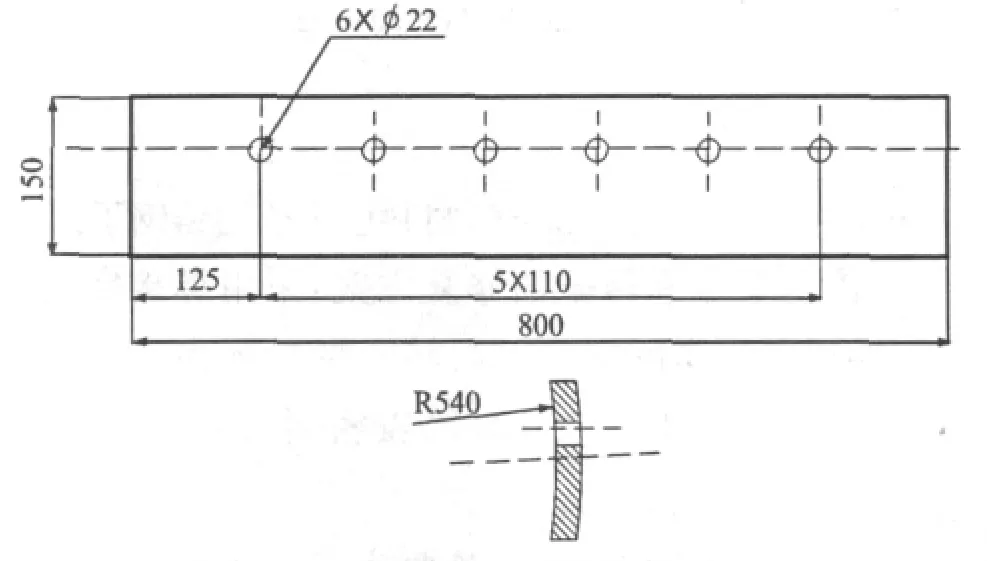
图2 护板
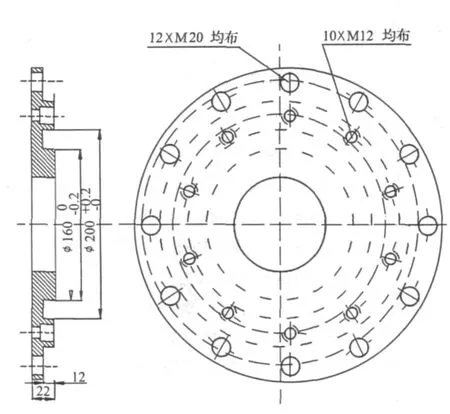
图3 密封环
2.3 壳体
星型出灰机壳体孔壁在使用过程中,磨损严重,每修复一次,壳体内孔尺寸就加大一些,在多次使用后,孔径达到一定尺寸,壳体壁薄减至不符合要求,以至不能再使用,做报废处理,只能重新更换新的壳体。针对此种情况我们在报废壳体内安装了内衬套。
1)先用2.5m立式车床加工报废壳体内孔至φ1 1 2 5所需尺寸,待用。
2)加工铸钢套(或卷板),如果材质是铸钢,要用Z G 2 7 0-5 0 0钢(此为中碳铸钢,有一定的韧性及塑性,强度和硬度较高,切削性良好),但如果是卷板,必须用1 6 M n钢(属于普通合金结构钢)。外径配车,长度车至尺寸后装入壳体。
3)壳体外划M 2 0螺栓孔,孔距1 5 0×1 5 0,根据所需尺寸均布,轴向5排孔,孔钻好后,从壳体外用M 2 0螺栓将壳体与内衬套紧住(螺母在壳体外),螺栓加密封垫后拧紧并点焊,以防车削时松动。沿进出料口割内衬套,车工修平。
4)用2.5m立式车床找正,车削内孔至φ1 1 0 1+1所需尺寸。
若在以后使用过程中,星型出灰机壳体孔壁再次磨损严重,只需更换内衬套即可。
3 结 语
原石灰窑内的星型出灰机,使用大约6个月后,就因磨损严重而需要更换。如今出灰机磨损后不需要更换,采用此方案修复,大大的降低了成本。与更换新星型出灰机相比,采用修复的办法每次可节省费用约两万元。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2 0 0 8
[2] 曾正明.机械工程材料手册[M].北京:机械工业出版社,2 0 0 4
[3] 贺匡国.化工容器及设备简明设计手册[M].北京:化学工业出版社,2 0 0 2
[4] 黄志远,韩立江.实用检修钳工手册[M].北京:化学工业出版社,2 0 0 3
[5] 孙景荣.实用焊工手册[M].北京:化学工业出版社,2 0 0 2
T Q 1 1 4.1 5
B
1 0 0 5-8 3 7 0(2 0 1 2)0 4-3 3-0 2
2 0 1 2-0 4-2 6
