冲击-切削联合破碎瓷砖机理与建模
2012-09-08邵俊鹏
邵俊鹏,徐 斌
(哈尔滨理工大学 机械动力工程学院,哈尔滨 150080)
目前国内的瓷砖抛光机加工设备行业,走出了一条由引进到吸收再到创新的道路。在瓷砖加工工艺、设备改进方面取得了重大突破,并取得第一手研发资料。在瓷砖加工质量方面:瓷砖砖坯在抛光以及放置的过程中吸水后产生不可逆的吸湿膨胀,不同部分因膨胀程度不同产生的应力不同,从而使坯体抛后变形[1]。针对这些故障,文献[2]根据砖坯平整度情况统一砖坯进抛光机方向可解决砖坯加工过程中不平整问题。文献[3]建立了磨削均匀性的数学模型,并从抛光工艺的角度提出了解决磨削均匀性的问题方法。李松等[4]通过试验得出瓷砖的抛光轨迹以及磨头转速对瓷砖抛光质量的影响。在抛光机设备的研发方面:汤迎红等[5]优化了抛光盘的凸轮曲线,解决了柔性冲击问题。吴南星等[6]用加水方法控制噪声。陈彩如等[7]对抛光机水平方向的抛光过程进行了建模和仿真,得出了平面抛光时当量磨削量的分布规律。郭立等[8]找出了磨头、瓷砖、磨头摆动三者之间的水平方向运动几何关系。国外对瓷砖加工的基础理论研究比较成熟,文献[9-16]研究了瓷砖微观结构和微观硬度方面对加工性能的影响。目前国内外对瓷砖抛光机的工艺和技术研究的比较多,而对基础理论研究的很少。特别是对破碎瓷砖的机理从未进行研究,也未见相关文献发表。由于基础理论研究的少,给设备的创新带来了制约。
本文在分析了磨头运动的基础上,得出磨块磨粒破碎瓷砖机理为冲击-切削联合破碎瓷砖,并分别建立磨粒冲击瓷砖和切削瓷砖的数学模型。得出磨头压力和速度对破碎瓷砖的影响。研究结果为抛光磨头的研发和设备维护提供理论依据。为瓷砖抛光机的理论研究提供借鉴。
1 摆动式磨头的工作原理
图1为摆动式抛光磨头工作原理图,磨头工作原理为:电机1驱动主动带轮2,通过传送带又驱动从动带轮4(从动带轮4与磨头主轴、磨头壳体以及主动齿轮3刚性连接在一起)。从动带轮4带动带动磨头壳体实现公转,同时从动带轮带动主动齿轮3转动。主动齿轮3驱动从动齿轮6、凸轮5旋转(从动齿轮与凸轮5是刚性连接在一起)。磨头壳体在公转的同时,通过差动(主动齿轮3与从动齿轮6相差两齿)轮系,使凸轮5相对磨头壳体产生一个相对转动,凸轮5驱动主动摆杆7,主动摆杆又驱动从动摆杆11。使连接在摆杆上的磨块座8、12做往复的摆动。
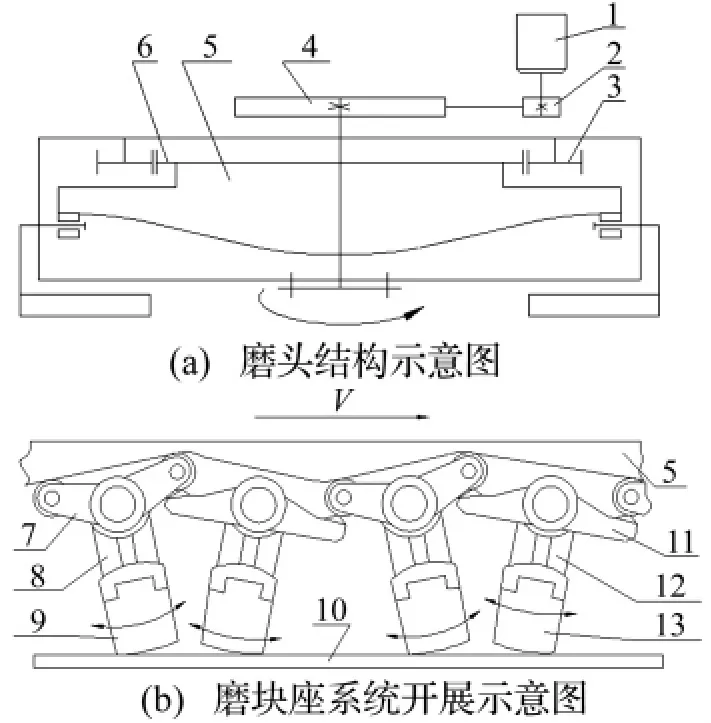
图1 摆动抛光磨头原理示意图Fig.1 Schematic diagram in kind of the swing-style tile polishing grinding head
2 磨头运动及其轨迹分析
2.1 磨头运动
磨头的运动决定着磨块的运动,磨块的运动决定着磨粒对瓷砖的破碎作用。根据摆动式抛光机磨头的原理可知,磨头在工作时,磨块座以及安装在上面的磨块既要绕着磨头中心轴旋转又要绕着自身轴线摆动。
(1)磨头的公转
磨头绕着轴线作逆时针旋转时,如图2所示。磨块也绕着磨头轴线旋转,这种旋转称为“公转”。
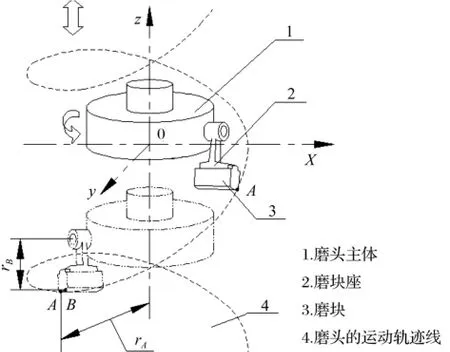
图2 磨头的运动轨迹Fig.2 Movement track of grinding head
如图2所示,设磨头公转转速为nA,磨头的半径为rA,在磨头边缘处的磨块上取一点 A,则 A点的线速度为:

(2)磨块自转
根据摆动式抛光机磨头的原理,磨块绕着磨头轴线旋转的同时磨块绕着磨块座轴线摆动,如图1所示。这种摆动称为“自转”。
如图2所示,设磨块自转转速为nB,磨块底部到磨块旋转中心的距离为rB,在磨块底部取一点B,则B点的线速度为:

(3)滑动剪切
由摆动式抛光机磨头工作原理可知,磨头的主动齿轮和从动齿轮,相差两个齿。造成磨块的公转线速度与自转线速度不相等,VA≠VB,VA>VB。磨块在瓷砖上就不是做纯摆动,磨粒对瓷砖就要产生相对运动,即产生滑动。
2.2 磨头运动轨迹
磨头在运动过程中,有一气缸带动磨头上下移动,并给磨头施加压力。因此磨头除了旋转之外,还有一个上下的运动。如图2所示,设磨块上一点A(x、y、z),距磨头中心轴的距离为rA,当磨头运行时,该点所形成的轨迹为一条螺旋线。其方程[17]为:
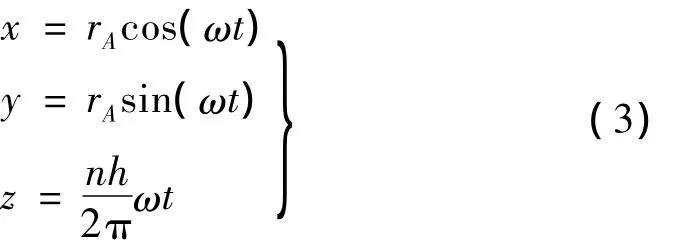
式中:h为磨块磨入瓷砖的深度;n为磨块数。nh为磨头每转一转磨削瓷砖的深度;ω为磨头旋转角速度。
3 冲击-切削联合破碎瓷砖机理
(1)压碎作用。磨头气缸压力F降磨粒压向瓷砖,压力足够大时,将瓷砖压碎。由于磨块在运行时是摆动的,因此磨块上的磨粒轮流与瓷砖接触,接触面积小,易于形成大的压强。瓷砖压碎过程如图3(a)所示。
(2)冲击作用。磨块摆动,使磨粒与瓷砖接触具有速度。磨块与瓷砖是线接触,磨块摆动时,磨块磨粒轮流磨削瓷砖。单磨粒和双磨粒轮流与瓷砖接触。单磨粒与瓷砖接触时,磨块摆动中心处于最高位置。双磨粒与瓷砖接触时,磨块摆动中心下降。再加上磨粒在磨块表面分布很不规则,磨粒大小不一,锋刃不在同一高度上。增加了磨块中心上下运动的幅度。磨块中心上下运动引起磨块的上下振动,就形成了磨粒对瓷砖的冲击。瓷砖在冲击作用下破碎。磨头的转速越高,冲击的次数就越多。磨粒越大冲击作用也就越大。冲击破碎如图3(b)所示。
(3)切削作用。由磨头的运动分析可知,磨头的旋转速度和磨块的摆动速度不一致,引起磨粒在瓷砖上的滑动。磨粒在磨头压力F和磨头的扭转力矩T的同时作用下,吃入瓷砖,并且作着螺旋线的运动。因此瓷砖底面不是平面,而是一个倾斜面。这个倾斜面和水平面的夹角为α。瓷砖在磨头压力F和磨头扭转力矩的共同作用下,使磨粒锋刃前方的瓷砖剪碎,发生碎裂。瓷砖破碎过程如图3(c)所示。
(4)磨块时刻都在摆动,其上的磨粒轮流破碎瓷砖。经过T时间后,前面的磨粒破碎完毕,后面磨粒便进入破碎瓷砖过程。破碎瓷砖过程如图3(d)所示。
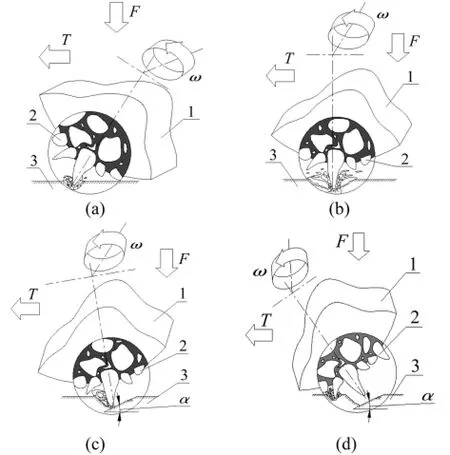
图3 磨粒破碎瓷砖机理(1磨块2磨粒3瓷砖)Fig.3 Fragmentation tile mechanism of grinding block grain
综上分析可以得知,瓷砖是在磨粒的冲击与切削的联合作用下破碎瓷砖的。
4 冲击-切削联合破碎瓷砖模型
4.1 冲击破碎瓷砖模型
为研究磨粒冲击破碎瓷砖,取磨块上3个相邻的磨粒作为模型。为了研究方便,首先假设:① 磨头不转动,只有磨块摆动;② 瓷砖平面是平整刚性体,即磨粒不吃入瓷砖;③ 整个磨头也是刚性的;④ 磨粒的高度一致;⑤ 磨块作等角速度摆动;⑥ 所取磨粒在磨块的同一圆周上且相邻。
如图4所示,当磨块以一个磨粒支承在A点时,磨块中心处在O1点。当磨块以角速度ω,沿着图示的方向转动时,则O1点绕着A点转动。此时双磨粒与瓷砖接触,接触为A,B点,磨块的中心沿着弧OO1O2移动,降低到O2。磨块再接着转动时,O1、O2就会继续循环。
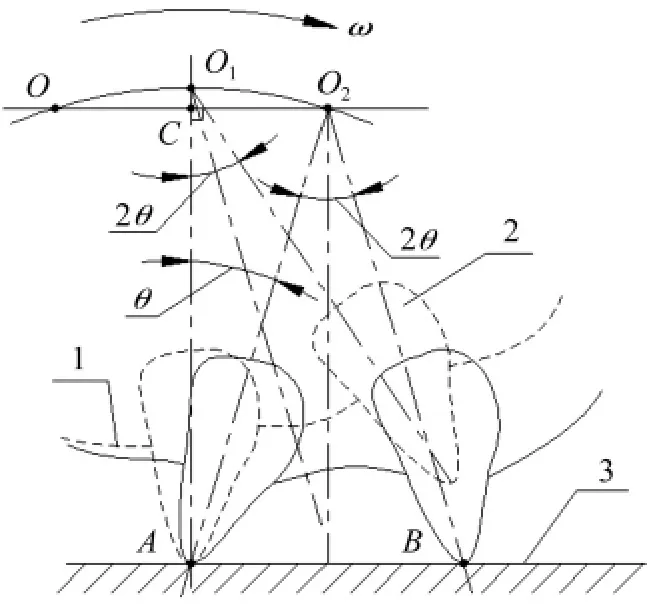
图4 磨粒冲击破碎瓷砖模型(1磨块2磨粒3瓷砖)Fig.4 Impact fragmentation tile modeling of grinding block grain
点O1、O2位置的差值CO1就是磨块上下冲击的幅度。
图4 中,CO1=AO1- AC,△ACO2中 AO2=r,
AC=rcosθ。因此:

式中,r为磨块摆动半径;θ为磨粒的中心角。
经三角变换得:

因为:

式中,Z为磨粒数。
由式(5)式(6)得出式(7):

磨粒数Z的确定要考虑工件和磨块的相对运动情况。磨粒数 Z的确定公式[18-20]为:

式中,K为静态的比例系数;ap为磨削深度;r为磨块摆动半径;Vi为工件速度;Vw磨块的摆动速度;C1,Kg为与磨块磨粒分布的密度和形状有关的系数;p,q,a为与磨削条件有关的指数。
从式(7)可以看出,磨块上下冲击的幅度与磨块摆动的半径成正比。并且随着磨粒数减少而增大。因此增大磨块的摆动半径,即加长磨块座的长度。可增大磨块对瓷砖的冲力幅度。应用大磨粒号的磨块进行加工瓷砖,以提高瓷砖的磨削效率。磨粒号越大,磨粒数就越少,磨块上下的冲击幅度就越大,磨块对瓷砖的冲击破碎能力就越大。
4.2 切削破碎瓷砖模型
由磨头的运动分析和瓷砖破碎机理分析可知,磨头的转速与磨块的摆动速度不一致,磨粒在冲击破碎瓷砖的同时也进行切削破碎瓷砖。切削力的作用图,如图5所示。
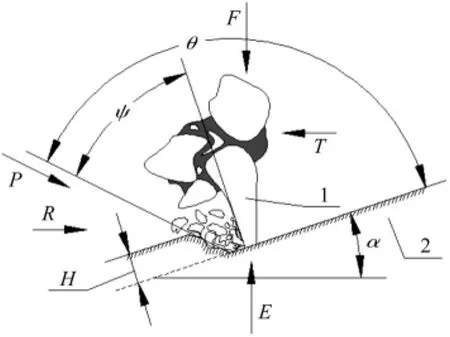
图5 磨粒切削破碎瓷砖模型(1磨粒2瓷砖)Fig.5 Cutting fragmentation tile modeling of grinding block grain
由图5分析得出,磨粒在水平方向的力的平衡方程式:

式中,T为磨头的扭转力;E瓷砖的反作用力;R为瓷砖对磨粒在水平方向的阻力;f为磨粒在水平方向的摩擦系数[21];α为水平面与倾斜面的夹角。
磨粒在垂直方向的力的平衡方程式:

式中,F为磨头的压力;E瓷砖的反作用力;R为瓷砖对磨粒在水平方向的阻力;f1为磨粒在水平方向的摩擦系数。
瓷砖碎裂面的抵抗力:

式中,P为瓷砖碎裂面抵抗力;H为磨粒切削厚度;σ为瓷砖的抗裂强度;f2为瓷砖的内摩擦系数;ψ为瓷砖断裂面与磨粒前面之间的夹角。
磨粒前面的瓷砖在破碎时受到的力,在破碎断裂面上的分力为:

瓷砖在磨粒的作用下切削破碎时,P=P1。
即(11)式等于(12)式。由此得出瓷砖在水平方向对磨粒的阻力R为:

令:

得出:

将(15)式代入式(9)、式(10),得出:

式(16)表示磨头转速和磨块摆动速速不一致引起的切削破碎瓷砖时作用力的公式。
从式(16)可以看出,磨头的有效压力等于磨头施加给瓷砖的向下压力F与瓷砖反作用力引起的向上力R之差。即:

瓷砖的反压力E很重要,因为它有助于保持磨头更加稳定。此外,磨头压力F和瓷砖反压力E值越大,磨头就越稳定,总之,磨削过程也越稳定。
当磨头的压力F过大时,参加工作的磨粒数量增多,磨粒更快地丧失工作能力,同时由于剧烈切削摩擦,瓷砖表面温度上升,在磨擦点处温度上升更快,磨粒在高温下更易软化,粒附现象严重。因此磨头压力过高时,瓷砖的表面粗糙度上升,降低了抛光质量。
4.3 磨头破碎瓷砖的深度与转速之间的关系
根据磨头的运动分析以及磨粒的破碎瓷砖机理,建立磨头破碎瓷砖深度的模型。如图6所示。
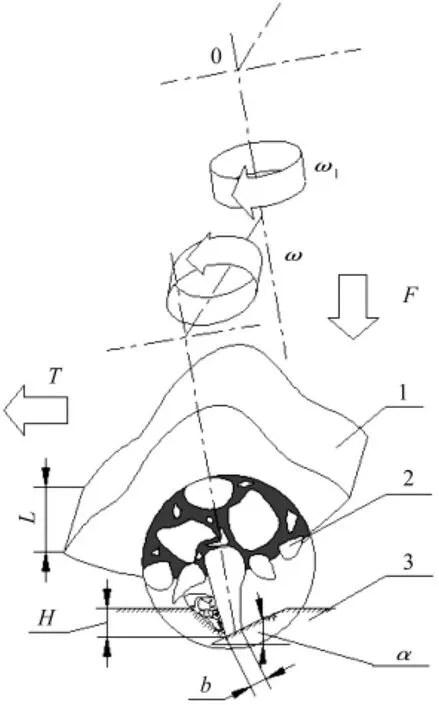
图6 磨头破碎瓷砖深度模型(1磨块2磨粒3瓷砖)Fig.6 Fragmentation tile depth modeling of grinding head
磨头破碎瓷砖深度的数学模型[22]为:

式中,Ht为磨头破碎瓷砖深度;F为磨头压力;St为瓷砖与磨块接触面积;σ为瓷砖极限强度;C,C1,C2为瓷砖机械性能常数。
对式(18)积分得:

式中:m为影响Ht的各种因素作用的系数。

式中:η为磨粒与瓷砖的接触系数;L为磨块宽度;b为磨粒吃入瓷砖后的宽度。
摆动式抛光机上所有的磨头转速相等且恒定,磨头压力相等且恒定。当磨块上的磨粒切入到瓷砖一定的深度时,瓷砖便达到了极限强度,瓷砖开始碎裂,产生瓷砖屑。此时,参数C2为1。
磨头开始工作一瞬间的磨削速度为:

式中:ξ为瓷砖磨削速度系数;n为磨块数;N为磨头转速;Ht为磨头破碎瓷砖深度。
将式(19)代入式(21)得出:

由于磨粒在破碎瓷砖过程中,磨损的存在,磨粒破碎瓷砖的速度会降低,与时间成正比。其关系式为:

式中,δ为一定时间内磨头瓷砖速度指数。
对(23)式积分得:

将(22)式代入(24)式得:

因此,磨头在时间t内的破碎瓷砖的总深度为:

将(25)式代入(26)式,积分后得:

从式(27)可以看出,磨头破碎瓷砖的深度与磨头的转速、磨块数成正比,接触面积成反比。
综上分析可知:
(1)提高头的磨削效率可以提高转速,磨头转速提高后,增大了磨粒与瓷砖的接触速度,增大了磨粒对瓷砖的冲击破碎的粒度。
(2)增加磨头的磨块数,目前摆动式磨头的磨块数的配置,都是6个。磨块数增大可以有效的提高磨头的磨削效率。
(3)在安排抛光工艺时,在粗加工时,应用大粒度号的磨块,提高磨削余量。在精加工时,用小粒度号的磨块。磨粒对瓷砖的冲击粒度减小,主要是磨粒摩擦切削作用,可以提高瓷砖表面的粗糙度。
5 实验
为了验证冲击-切削联合破碎瓷砖的机理以及建模的正确性,以SD-286型12磨头抛光机为例进行实验。实验的工序为粗抛,实验所用瓷砖9块,规格为800 mm×800 mm。瓷砖成分为:石英、长石、高岭土。
磨头的压力为 0.1 MPa,磨头转速分别为:420 r/min,470 r/min,530 r/min。采用称重法实验磨头转速与瓷砖抛光深度的关系。从实验后的瓷砖中,任意挑一块瓷砖为对象,对其进行电镜扫描。电镜型号为:FEI Sirion。实验后结果如表1和图7所示。
通过表1可以看出,随着磨头转速的提高,瓷砖的磨除量就越大。实验采用的是称重法,瓷砖磨除量可以反映出瓷砖的磨削深度。从表1得知,磨头的转速越高,瓷砖抛光深度就越大。验证了磨头破碎瓷砖的深度与转速之间是成正比。
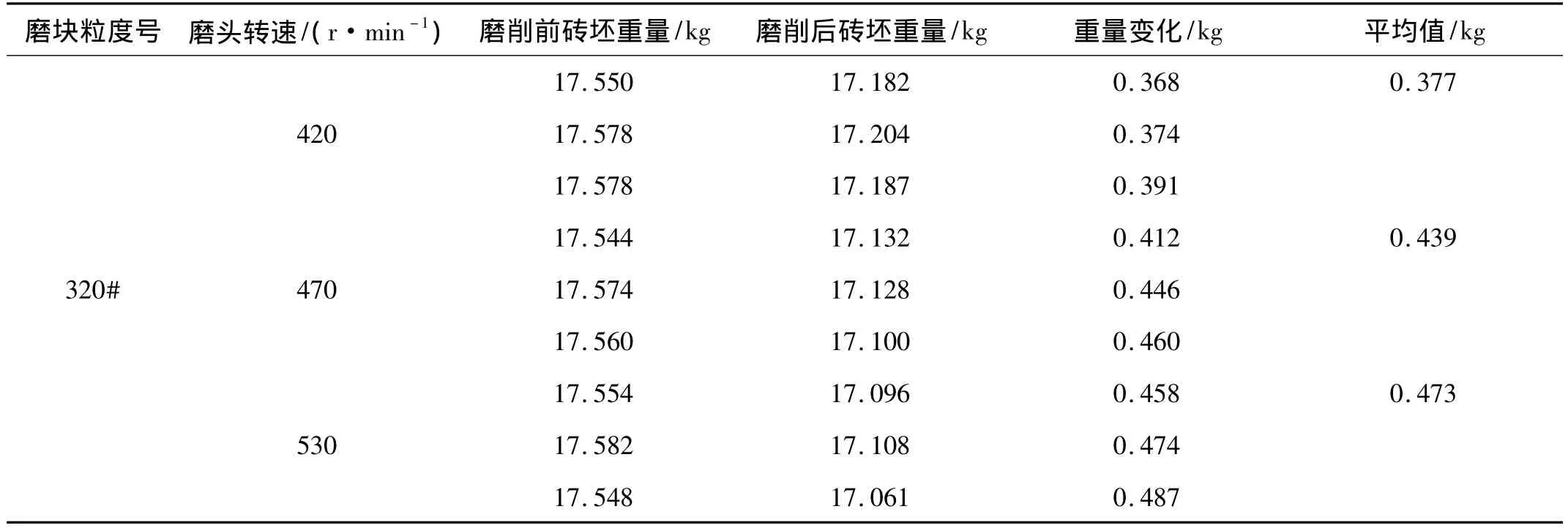
表1 磨头破碎瓷砖深度与转速之间关系Tab.1 Relation between fragmentation tile depth and rotating speed of grinding head
图7(a)可以看出,抛光后的瓷砖表面残留着磨粒抛光痕迹。图7(b)、图7(c)、图7(d),看出磨粒的划痕,是由切削沟槽和冲击凹坑组成。图7(e)、图7(f),看出划痕底部的切削痕迹。
由图7分析得出,磨粒破碎瓷砖不是单纯的切削或者划擦。而是冲击与切削联合作用下完成瓷砖破碎。瓷砖是脆性材料,在磨粒的压力、冲击、切削作用下,发生脆性断裂。通过图7可以看出,瓷砖的表面以及划痕沟槽的底部以及周边都是脆性断裂留下的痕迹。
通过图7的分析结果,验证了本文所提出的冲击-切削联合破碎瓷砖模型的正确性。
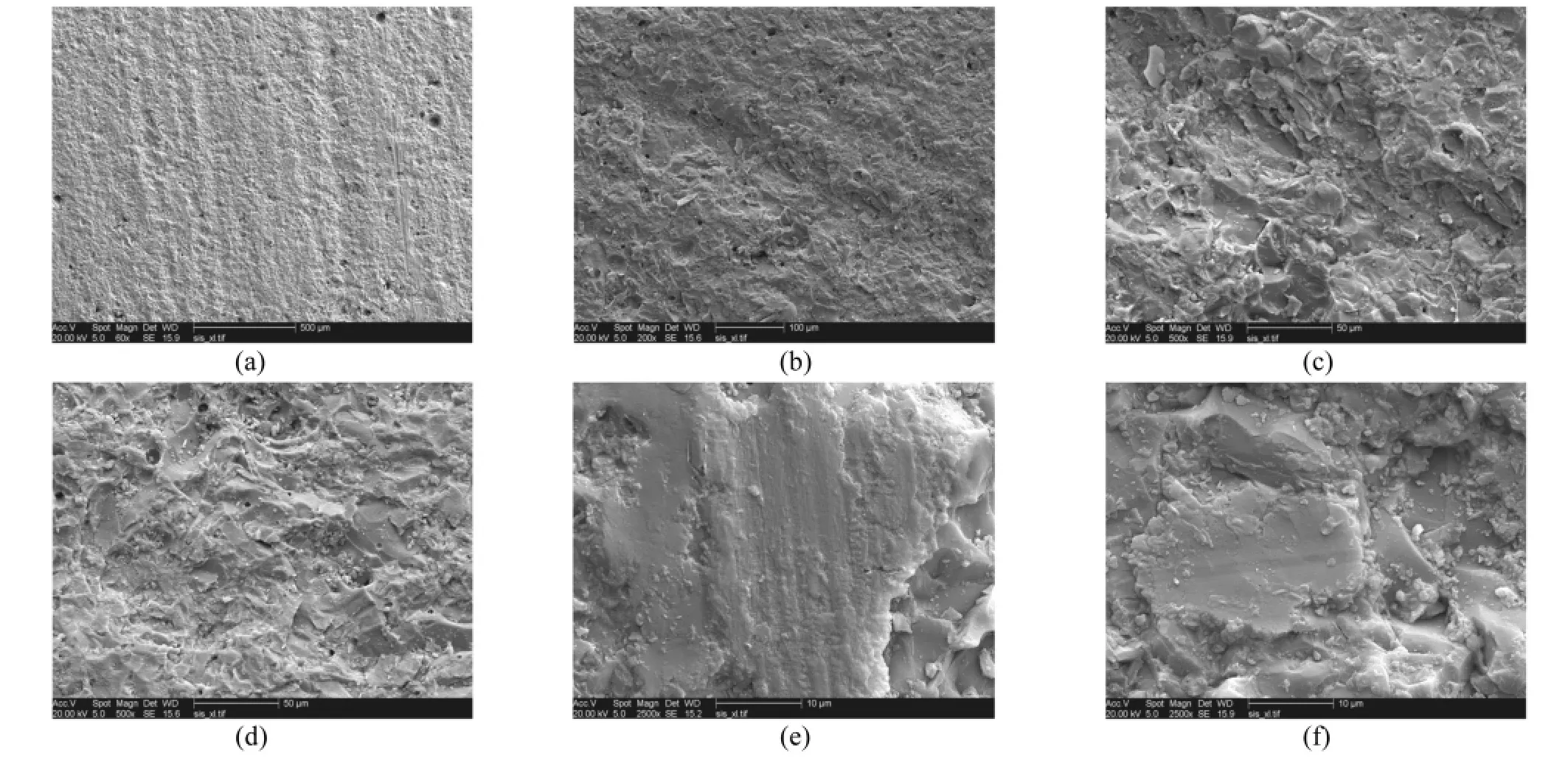
图7 瓷砖电镜图Fig.7 Diagram of Scanning Electron Microscope of tile
6 结论
(1)磨头以螺旋形轨迹磨削瓷砖,瓷砖底面为一倾斜面。
(2)磨粒是在冲击与切削的联合作用下破碎瓷砖并通过实验验证了其正确性。
(3)建立磨粒冲击破碎瓷砖模型,得出增大磨块的半径可以有效的提高磨粒对瓷砖的冲击破碎幅度。进而增大磨头的磨削效率。
(4)建立磨粒切削破碎砖模型,得出磨头的压力过大不仅不能提高磨削效率,反而使磨削效率降低。
(5)磨头转速和磨块与磨块数量是影响磨头破碎瓷砖总深度的主要因素。
[1]况学成,马光华,朱小平,等.大规格抛光砖抛后变形问题的初步探讨[J].中国陶瓷工业,2000,1:8 -20.
[2]钟保民.砖坯抛光进砖方向对抛光砖平整度的影响[J].佛山陶瓷,2000,(4):23 -25.
[3]冯 浩,张柏清.墙地砖抛光机磨削均匀性分析及建模[J].陶瓷学报,1999,(4):220 -225.
[4]李 松,郑 超.抛光砖面磨抛均匀性浅析[J].陶瓷,2005,(7):19 -22.
[5]汤迎红,吴运新,周 鹏.陶瓷抛光机抛光盘凸轮的改进设计[J].机械设计,2006,(3):58-60.
[6]吴南星,朱金贵,肖任贤.陶瓷用抛光机磨头声-结构分析及噪声控制[J].陶瓷学报,2009,30(1):101 -105.
[7]陈彩如,谭建平.大规格陶瓷砖抛光过程仿真与实验研究[J].中国陶瓷,2008,(44):45 -48.
[8]郭 立,李伟平.瓷质砖抛光机磨削效率分析[J].中国陶瓷工业,1999,(6):14 -20.
[9 ] Orts M J,S’anchez E,Gareia-Ten,et al.Porcelain tile behavior during polishing[J].Bol. delaSoe. EsP. de Ceramicay Vidrio,2001,40:447 -455.
[10] Hutchings I M,Xu Y,Sanchez E,et al.Porcelain tile microstructure:implications for polishability[J].Journal of the European Ceramic Society,2006,26:1035 -1042.
[11] Sanchez E,Ibanez M J,Garcia-Ten J,et al.Porcelain tile microstructure:implications for polished tile properties[J].Journal of the Euro-pean Ceramic Society,2006,26:2533-2540.
[12] Sousa J P F,Aurich C J,Walter L,et al.Kinematics of a single abrasive particle during the industrial polishing process of porcelain stoneware tiles[J].Journal of the European Ceramic Society,2007,27(10):3183 -3190.
[13] Xu X P,Huang H,GaoY,et al.Processes for the generation of glossiness on ground granitesand ceramics[J]. Key Engineering Mater.,2003,238(2):99 -104.
[14] Wang C Y,Kang T C,Qin Z,et al.How abrasive machining affects surface characteristics of vitreous ceramic tile[J] .American Ceramic Society Bulletin,2003,82(10):9201-9208.
[15] Tucci A,Esposito L,Malmusi L,et al.Wear resistance and stain resistanceofporcelain stonewaretiles[J]. Key Engineering,Mater,2002,206(2):1759 -1762.
[16] Braganca S R,Bergmann C P.A view of white-wares mechanicalstrength and microstructure[J]. Ceramics Intenational,2003,29:801 -806.
[17]柳克辛 B C(苏).刀具设计的螺旋面理论[M].北京:机械工业出版社,1984,3 -20.
[18]瓦杰茨基 ЮВ.钻井工程[M].北京:石油工业出版社,1958,32 -33.
[19] 盖维年 Г М.(苏).钻井技术与工艺学(上册)[M].北京:石油工业出版社,1959,178 -193.
[20]诸兴华.磨削原理[M].北京:机械工业出版社,1986.
[21]东北工学院井巷教研室.钻眼爆破(上册)[M].北京:煤炭工业出版社,1959.
[22]伏·斯·费多洛夫(苏).钻井科学原理[M].北京:石油工业出版社,1955.
