浅谈单面瓦楞机变频驱动控制的改造
2012-08-22张淑英
张淑英
(清远市技师学院 广东 清远 511517)
0 引言
鑫月厂的瓦楞纸板流水生产线是由三台单面瓦楞机、一台粘合烘干机、一台电脑横切机、一台纸板堆叠机等组成的七层纸板生产线。运行中不管哪个环节出现故障,都将导致整条流水生产线的停机,只有故障排除才能恢复流水线生产。这条流水线已经运行十二年了,原装的直流电动机驱动单面机的控制系统,现在已经严重影响了正常生产。主要原因是直流电动机的原装碳刷已严重磨损,很难买到和原装碳刷一样性能的碳刷。碳刷的材质软了要经常换;碳刷的材质硬了会给换向器造成严重的磨损;测速发电机也因碳刷的原因,经常造成主机飞车;由于该线已运行十二年,直流调速器的电子元件也已老化,IGBT和励磁线圈的整流模块也容易烧坏而导致停机。
由于原直流电动机换向器已严重磨损,直流调速器的电子元件老化,为了能使流水线减少故障停机率,发挥更大的经济效益,可以把把传统的直流电动机驱动改造为变频器控制交流电动机进行驱动。
1 关于传统直流控制原理的介绍和变频器改造
流水线的每台单面机由两台直流电动机驱动,瓦楞辊和压力辊由一台Z4-160-11(22kW)直流电动机驱动,涂胶辊由一台Z4-112-2-2(4kW)直流电动机驱动。瓦楞辊的直流电动机是主机,涂胶辊的直流电动机是从机。主机加速,从机也跟着加速;主机减速,从机也跟着减速。
基于该机是恒转矩运行,故两台变频器选用恒转矩型的。主机选用Y180L-4(22kW四极)的交流电动机;从机选用Y112M-4(4kW四极)的交流电动机。主机选用深圳易能EDS1000-4T0300G变频器,从机选用深圳易能EDS1000-4T0055G变频器。两台变频器用RS485连线进行通讯做同步运行。
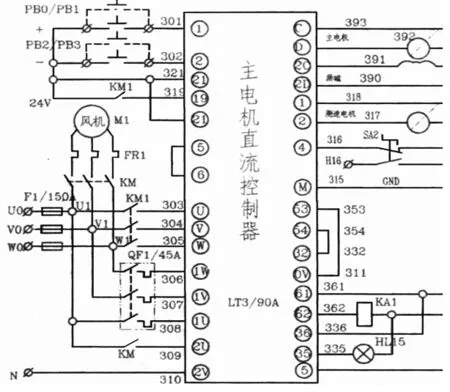
2 原单面瓦楞机机械传动原理图和直流控制原理图

W-C(A)型单面瓦楞机传动原理图
3 原控制系统的常见故障检修
3.1 观察控制线路板上的11个发光二极管指示灯是否亮,判断故障原因
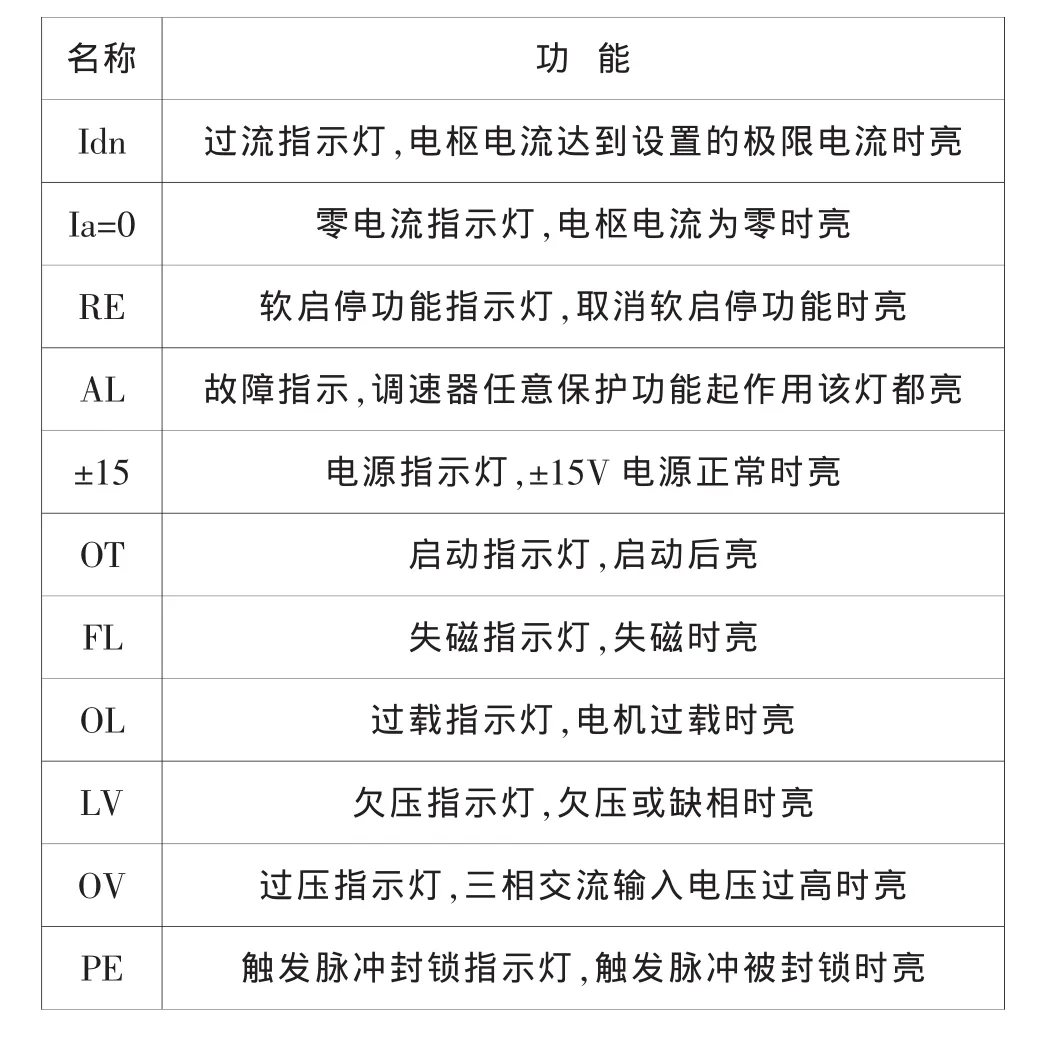
名称 功 能Idn 过流指示灯,电枢电流达到设置的极限电流时亮Ia=0 零电流指示灯,电枢电流为零时亮RE 软启停功能指示灯,取消软启停功能时亮AL 故障指示,调速器任意保护功能起作用该灯都亮±15 电源指示灯,±15V电源正常时亮OT 启动指示灯,启动后亮FL 失磁指示灯,失磁时亮OL 过载指示灯,电机过载时亮LV 欠压指示灯,欠压或缺相时亮OV 过压指示灯,三相交流输入电压过高时亮PE 触发脉冲封锁指示灯,触发脉冲被封锁时亮
a.电机未启动时:Ia=O、RE、AL、±15V、FL、PE六个灯应亮;
b.电机启动未加速时:Ia=O、RE、±15V、OT 四个灯应亮;
c.电机加速运行时:RE、±15V 、OT三个灯应亮。
3.2 故障检修
当出现故障时,可根据调节板上指示灯状态和以下所列情形进行查找并处理:
①开机后调速电位器未给定,电机爬行,有以下可能:
a.调速电位器中点电压不能调零,换调速电位器。
b.零点未调好。顺时针方向调节SET3电位器,到电机刚好停转即可。
②开机后调速电位器给定较大时电机才转动,有以下可能:
a.调速电位器调节不灵敏,换调速电位器。
b.零点未调好。将调整电位器给定电压调到零,反时针方向调节SET3电位器,到电机刚好转动,再顺时针方向调节SET3电位器,到电机刚好停转即可。
③ 开机后调节调速电位器,电机不转,有以下可能:保险断;调速电位器坏;励磁未加上;调速器控过热、缺相、过载等保护;电枢开路或电机坏;调速器控制板坏;机械卡死。
④开机后调速电位器给定电压很小,电机转速很高,有以下可能:
a.测速机坏或测速机到调速器的线断掉。若采用电压反馈,则可能是反馈线断掉。
b.拨位开头SW3的状态不对。
c.调速器控制板坏。
d.调速电位器坏。
⑤电机转速不稳。有以下可能:
a.电位器 Pn、In、Pi、Ii等 (采用电压反馈时)配合不好。
b.测速机坏。
c.机械配合不好。
d.强电缺相或可控硅坏。
e.调整器控制板坏。
⑥主电源保险烧断,有以下可能:
a.保险太小。
b.电枢短路或接触到机壳。
c.可控硅短路。
⑦工作时过流指示灯Idn闪或亮,有以下可能:
a.负载太重。
b.电机坏。
c.测速机坏。
d.强电缺相或可控硅坏。
e.调速器控制板坏。
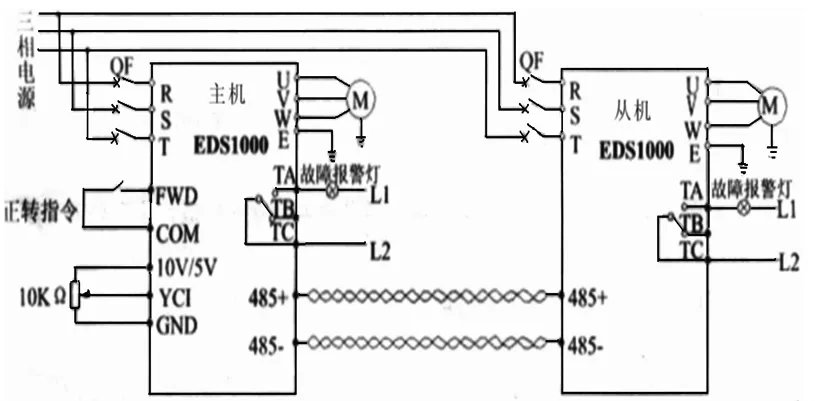
4 改造后变频器驱动的单面瓦楞机的控制原理图
5 变频器参数设定
对主机变频器设置如下:
(1)F0.00=6:YCI模拟设定为主机变频器的频率给定;
(2)F0.02=1:端子运行命令控制;
(3)F5.23=0:D0端子输出主机变频器输出频率的脉冲信号;
(4)F5.10=0:主机变频器运行中信号由数字输出端子OCl输出;
(5)F2.15=0:主机变频器接收并发送命令给从机变频器。对从机变频器设置如下:
(6)F0.00=7:端子脉冲设定为从机变频器的频率给定;
(7)F0.02=1:端子运行命令控制;
(8)F5.07=38:X8 为脉冲频率输入。其它主从机通用参数数的设定:
(9)F0、07:加速时间单位设定为秒
(10)F0、08:加速时间设定为 20 秒
(11)F0、09:减速时间设定为 20 秒
(12)F0、10:上限频率设定为 50.00Hz
(13)F0、11:下限频率设定为 00.00Hz
(14)F1、05:停机方式设定为 0(减速停机)
(15)F2、09: 频 率 输 入 通 道 组 合 设 定 为 19(RS485+键盘模似电位器)
(16)F8、01:电机额定电压设定为 380V
(17)F8、02: 电机额定电流主机设定为 42.3A,从机设定为8.56A
(18)F8、03:电机额定频率设定为 50Hz
(19)F8、04:电机额定转速主机设定为 1480,从机设定为1420
(20)F8、05:电机极数设定为 4 极
(21)F8、06:电机功率主机设定为 22kW,从机设定为4kW。
以上设定即实现利用主机变频器的数字/脉冲输出量对从机变频器的同步运行。
6 操作说明
按下启动按钮向主机变频器发出正转运行指令,主机变频器的模拟输入端YCI得到频率给定值(0~10V),主机变频器即按此频率值运行。同时,主机变频器已运行的状态,通过开路集电极输出端OC1的导通使得从机变频器得到正转运行指令,此时,主机变频器的高速脉冲输出端将其运行频率通过从机变频器的X8端子进入从机变频器。
7 结束语
利用变频器RS485通讯很好的实现了瓦楞棍主机和涂胶机从机的同步运行,大大减少了由于直流电动机的碳刷对换向器磨损产生的故障,也大大降低了由于运行年月日久直流调速器电子元件老化的故障。减少了流水线由于单面瓦楞机的故障停机次数,更大实现了流水线连续运行的稳定性,从而取得很好的经济效益。
[1]刘守操,余文,梁志坤,刘结成,许振茂,编.可编程序控制器与变频技术[M].
[2]周美兰,周封,王岳于.PLC电气控制与组态设计[M].科学出版社.