线棒材自动计数系统振动台设计
2012-08-16王伦
王 伦
(济钢集团国际工程技术有限公司 山东 济南 250000)
棒材自动计数分隔问题一直是困扰我国棒材生产企业的一个难题,即使在世界范围内也未能得到很好地解决。 目前我国棒材生产企业普遍采用人工计数方法。 该方法劳动强度大,工作效率低,系统生产能力有限,而且准确性难以保证。 针对这种情况,通过采用现代化手段和技术创新,开发出适合我国钢铁企业的棒材自动计数系统,可以有效提高劳动生产率, 把工人从繁重的体力劳动和恶劣环境中解放出来,力求为企业提供高科技设备。
针对轧钢厂棒材生产工艺现状,为了实现标准化打捆包装要求,利用综合图像识别、机械系统、光电检测和控制技术开发出一种机电一体化装置,实现了棒材生产线计数定支环节机械化和自动化操作。 本论文主要对其机械系统振动台的设计制造。
现阶段我国众多轧钢厂生产的棒材主要采用光电管和人工计数。

图1 振动分离装置示意
由于人工计数频频出现误差,光电管又存在易损精度不高的缺陷,棒材计数已成为国内钢铁企业急需解决的实际问题, 企业迫切需要新型的自动计数装置来给出相对客观、稳定、一致的检测结果。 为了方便使用棒材自动计数方法采用计算机视觉、图像处理和模式识别技术,克服技术局限和现场环境影响,实现真正意义上的在线自动计数,我们采用适合企业的振动台将棒材打散均布,然后计数。
工业现场的不确定因素和随机出现的各种问题可能会影响装置的实现,因而做出相应的假设。 振动台有很多种,有液压振动台,电磁振动台和机械振动台,鉴于钢厂的工作环境比较恶劣,而振动精度并不很高,因此,我们选择机械振动台。 示意如下图1。
因为棒材比较长,为了能够把棒材挡住,此振动台装置应不少于三个,在计数链条台架的两端和中间各安装一个。
本装置采用三个台面尺寸为500×500×20,平均安放在轨道之间,其简介如下:振动台总体由振动台、减速机、电机组成,振动台500×500×400,三个装置放在同一架台上,安放在钢材之间,架台用地角螺钉固定于地面。 因为钢材比较长,所以采用三套装置,均匀放置。 为了防止振动台太振动时发生偏离卡死,选择采用16 个小轴承进行上下左右的限位,并且在振动架上开有沟槽,可以成功限定其行程,轴承外有自制轴套,用螺栓限定轴承位置,保证能够固定且正常滚动,这是总体设计的特点之一;现场环境比较恶劣,选择采用曲柄连杆机构,电机驱动曲轴,连杆带动振动台直接激振,使棒材分离,这也是设计的特点之一。 机械振动台总体设计如图2。
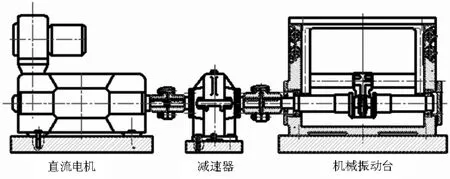
图2 振动台总装示意
结构的机械振动分离台是用位移激励形式,使台面振动的,空载或具有刚性负载的台面。
台面的振动频率ω, 是通过调节马达的转速来调整的。台面的振动频率的范围,主要是根据轴承、连杆等传动件的强度, 马达的转速及所需要的振幅确定的, 一般为10~100赫。
台面振幅的大小,可以通过调节偏心轮的偏心距e 及工作所需来控制的。 大振幅主要根据轴承、连杆等传动件的强度决定的,取30 毫米,最底点平台距钢材10 毫米。 曲轴的转速30~180r/min。
(1)机械特性
由电动机类型决定的电动机的机械特性与工作机械的机械特性配合要适当,机组稳定工作;电动机的起动转矩、最大转矩等要满足工作机械的要求。
(2)转速
电动机的转速满足工作机械要求,其最高转速、转速变化率、稳速、调速、变速等性能均能适应工作机械运行要求。
(3)价格低廉
在满足工作机械运行要求的前提下,尽可能选用结构简单、运行可靠、造价低廉的电动机。
考虑到本结构用的电动机调速要方便, 工作要可靠等,选用直流电动机,以便调速。
计算与校核:
确定振动所需功率
根据线棒材的长度,我们选择用3 个振动台,均匀安放在棒材之间,根据现场考察发现线棒材的长度为9m,φ12~40,当直径较小时,线棒材会有重叠,当直径较大时,线棒材不会有重叠,取φ40,共12 根,计算质量得:
m=9×3.14×(20×10-3)2×12/3=353kg
根据经验, 在撞击的瞬间会的到2~3 倍自重的冲击力,故
m′=353×3=1059kg
确定最大转矩,假设不计冲力影响,如图3.3 所示,AB 杆为二力杆

即在此时M 取得最大值,M=1.02Pr.
受力示意如图3。

图3

sinφ1=0.931

根据弯扭应力的计算公式

α——应力校正系数,为脉动变化的转矩
W——抗弯截面模量
弯矩M=mgL/cosφ=363×9.8×250×10-3/0.987
=901N·m
选取材料和确定应力
选取适合做曲轴的材料必须有较高的强度硬度和耐磨性,我们选取42CrMo,
σB=1080MPa
根据差值法

x=98
得σb[ ]-1=98MPa
由[S]σca≤σb[ ]-1[S]——安全系数,取1.5

取d 为56mm
此振动台为线棒材自动计数器整体中的一部分,为机械系统部分设计,它必须和自动控制系统结合,才能真正实现自动控制,在自动控制系统中,必须有一套控制抱死系统,因为必须保证在电机停止时,台面必须在线棒材之下,才能不影响棒材的正常行进。 此系统应该连入光感应器,只要输入停止指令,感应器监视振动台,只要超出棒材位置,马上把信号传给工业计算机,然后计算机传出指令给抱扎系统,将电机轴抱死,抱死系统的制造可以参考汽车制动系统的制造。
棒材自动计数系统作为一种工业实际应用,尚需要做大量的后续研究工作。
作为本论文工作的延续, 现对存在问题提出解决方法,并就下一步进行的研究开发提出建议。
(1)此振动台为线棒材自动计数器整体中的一部分,为机械系统部分设计,它必须和自动控制系统结合,才能真正实现自动控制。
(2)棒材振动装置为重要的执行机构,是系统能否实现在线自动计数的关键,振动装置的关键是曲柄连杆机构。 如果解决了这几个问题,通过改进和合理设计装置,以提高系统在现场应用的成功率。
[1]钟廷珍.我国棒线材行业存在的主要问题及对策[J].轧钢,2000,17(2):3-7.
[2]陆波,庄冲.小型棒材生产技术的发展与国产化[J].轧钢,2000,17(4):37-40.
[3]章家岩.棒材自动计数系统的设计与应用[J]//全国第二届特种电源与元器件学术年会论文集.2002.
[4]方胜清.对棒线材自动控制的几点思考[J].南钢科技,2002(5):58-59.
