车床加工半螺母的夹具设计
2012-08-10曾柏权
曾柏权
(广东省韶关市技师学院 广东 韶关 512026)
车床加工半螺母的夹具设计
曾柏权
(广东省韶关市技师学院 广东 韶关 512026)
通过介绍了一种在车床上加工半螺母的夹具设计及使用方法,本文以实际例子论述了在车床上加工半螺母的加工工艺、夹具设计原理和制造夹具的工艺方法。
车床;半螺母加工;夹具设计
零件:半螺母零件采用ZCuZn38(铸造黄铜)材料铸造。毛坯以两件合并铸造;通过各工序加工完成后,在铣床上用锯片铣刀切开,完成两件半螺母零件。车削梯形螺纹前,毛坯上、下两底面及4-M12螺纹孔已加工好;2-Φ10mm销孔钻孔后铰至为 2-Φ10H9(),作为工件装夹时定位用。现在车床上加工半螺母零件的梯形螺纹工序。梯形螺纹为Tr50× 4-7H(大径、中径、小径公差见图1)相对于底面 (P面)要求达到平行度0.10mm的形位公差要求。
夹具使用方法:工件以“两孔一面”定位形式安装在夹具的直角角铁上(件5直角铁),并借助于工件上两个M12螺纹孔用两只螺钉紧固工件 (件1紧固螺钉)。为了增加工件的装夹刚性,在上端增加一个辅助支承。使用时先松开螺钉3(件3紧固螺钉),将支承套2(件2支承套)向上转动,装上工件并旋紧螺钉1,然后转下支承套2,旋紧螺钉4(件4紧固螺钉),再锁紧螺钉3后便可以加工工件。由于辅助支承夹紧处是毛坯面,误差较大,所以制成移动式的(见图2)。
加工工艺和夹具设计原理
加工工艺 (1)在铣床上铣平上下两底面;(2)用钻模钻2-Φ10圆柱孔并铰至2-Φ10H9;(3)用钻模钻4-M12螺纹孔→攻螺纹;(4)钻梯形螺纹底孔留1mm余量;(5)在车床上用专用夹具以底面(P 面)为基准,加工梯形螺纹尺寸至要求的Tr50×4-7H。

图1 半螺母图
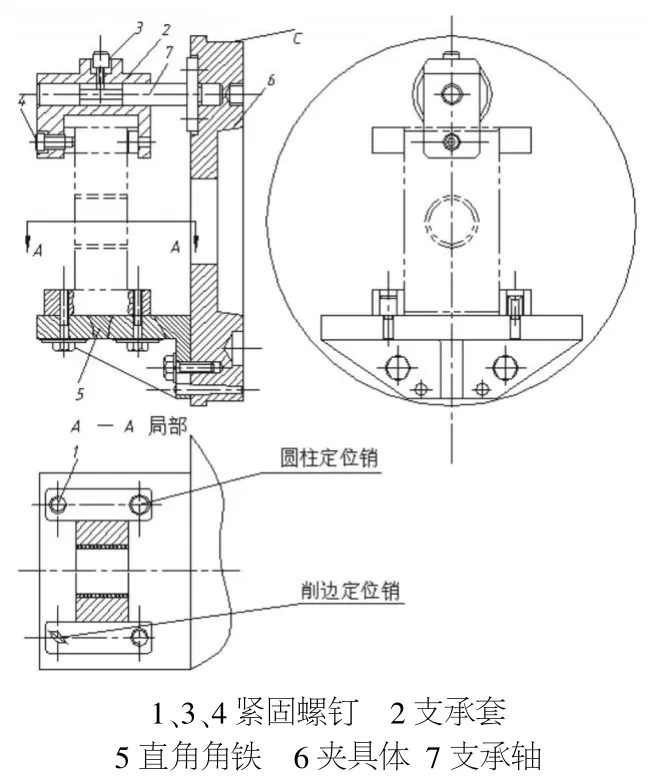
图2 夹具装配简图
夹具设计原理 夹具设计原理是通过夹具安装工件,工件采用“两孔一面”定位原理定位,利用夹具直角角铁平面安装零件,使零件底面与直角角铁面垂直,达到梯形螺纹孔中心线与车床主轴轴线平行;保证梯形底面与螺纹孔中心线之间保持平行,从而使螺纹孔中心线平行度公差达到0.10mm的形位公差要求。梯形螺纹孔轴线回转轴线始终保持与底面平行。
自由度限制的分析
工件在夹具上安装,进行螺纹孔及螺纹面的加工,需要限制工件的六个自由度:(1)夹具体表面相当于三个支承点,限制了三个自由度X转动、Y转动、Z移动;(2)两个平行的圆柱销和削边销相当于三个支承点,限制了三个自由度X移动、Y移动、Z转动。
定位误差分析和定位精度分析
根据定位过程和自由度限制分析可知,工件在直角角铁定位体中采用了大平面(P面)、圆柱孔、圆柱削、削边销进行定位,其中圆柱孔、止转圆柱销定位将会产生基准位移误差;所以,影响定位精度的原因是“两孔一面”定位产生的定位误差,要保证梯形螺纹孔平行度要求,必须使工件在夹具中的定位误差满足定位精度要求。
受力分析
加工梯形螺纹孔时,由于切削力等的影响,圆柱定位销、削边销会受到切削力影响,造成一个剪应力的剪切作用,且夹具旋转时由于工件、支承套、直角角铁、支承轴等的中心不在旋转中心,使得工件产生离心力,使圆柱定位销、削边销受剪应力和离心力的作用而产生剪切变形。通过重量分析可知,圆柱定位销的变形量大小主要受剪应力和离心力的影响。剪应力的大小主要由主切削力决定,离心力的大小主要由离心半径、工件偏重、角速度等决定,但直角角铁和支承套、支承轴之间重量基本相等,且加工螺纹过程中转速低、切削力小,离心力基本上得以消除。
夹紧装置和夹紧力
夹紧装置 工件在夹具中的定位和夹紧是相互联系非常密切的两个工作过程。工件定位以后必须采用一定的锁紧装置把工件锁紧夹牢在定位元件上,使工件在加工过程中不会由于切削力、工件重力、离心力、惯性力等的作用而发生位置变化或产生振动,以保证工件的加工精度和生产的安全性。
夹紧力 确定夹紧力就是确定夹紧力的大小、方向和作用点三要素。(1)大小:考虑工件在加工过程中的定位位置应保持不变,因此,夹紧力的大小应使工件底面与直角角铁大平面所产生的摩擦力能抵消主切削力的作用、直角角铁与主夹具体面所产生的摩擦力,也能抵消主切削力的作用;(2)方向:夹紧力的方向与径向切削力的方向一致,垂直于直角角铁体和主夹具体的定位大平面;(3)作用点:夹紧力作用点与工件定位支承点相对应,作用于靠近工件加工表面的工件定位平面上,符合夹紧力作用点的选择要求。
夹具制作工艺
夹具由夹具体、定位装置、夹紧装置、平衡块四部分组成。夹具体与机床主轴通过主轴定位锥面与主轴法兰盘相连接 (与自定心卡盘在车床主轴上的安装连接原理相同),同时具备对工件进行安装定位和夹紧等装置。其结构简单,但制造较为复杂。主夹具体如图3所示。

图3 主夹具体图
其加工工艺如下:(1)在三爪卡盘上装夹配车夹具体,与主轴配合的前端锥度▷1∶4、大径、深度为15mm及定位小端面,并粗、精加工Ø420mm、Ø400mm外圆和 Ø105mm孔径;(2)在钻床上校正小端面的平面度误差小于0.01mm,进行准确分度分别钻削4个M16深 20mm和Ø19.05H7mm孔径,并精铰Ø19.05 H7mm深10mm孔径。(3)攻丝完成4个M16深20mm螺纹加工;(4)夹具体安装在车床主轴上进行大端面的粗、精加工;(5)在数控铣床或加工中心中以小端面为基准,校正Ø105mm的内圆表面与端面的垂直度,分别钻削2个M16深18 mm和深5mm孔径,并精铰深5mm孔径,攻丝完成2个M16深18mm螺纹加工,铣削Ø80深4mm孔,分别钻削4个M6深5mm螺纹孔,攻丝完成4个M6深5mm螺纹加工;(6)倒角、去毛刺,完成主夹具体的加工。
工件加工工艺
第一,毛坯在铣床上铣平上、下两底面。
第二,用钻床钻模定位钻削4-M12螺纹孔。
第三,攻出4-M12螺纹。
第五,采用上述夹具安装定位,车床上加工半螺母零件的梯形螺纹至尺寸Tr50×4-7H要求。
实践证明,利用所设计的夹具,在CD6140A普通车床上进行半螺母的加工,能满足零件技术要求,取得了良好的加工效果,达到夹具设计的预期目的。
[1]曹作人.车工技师手册[M].北京:中国宇航出版社,1991.
[2]蔡光耀.机床夹具设计[M].北京:机械工业出版社,1990.
[3]机械加工工艺装备设计手册编委会.机械加工工艺装备设计手册 [M].北京:机械工业出版社,1998.
(本栏责任编辑:张维佳)
G712
A
1672-5727(2012)07-0136-02
曾柏权(1982—),男,广东省韶关市技师学院二级实习指导教师,数控车高级技师,主要从事数控车床加工生产实习教学。
