基于参数化与WAVE技术的冲模建模
2012-08-07于云程
于云程 胡 云
(常州信息职业技术学院机电工程学院 江苏常州 213164)
0 引言
UG NX级进模向导(PDW)工艺智能化仿真程度高,能够及时地发现产品和模具设计的错误并进行修改,从而可大幅提高设计效率。UG NX级进模向导,却没有像UG NX那样受到广泛关注,其主要原因是价格偏高,且该模块侧重于级进模设计,应用面较窄,而且目前大多冲模设计师仍普遍以Auto-CAD软件及二次开发插件(如商业化的PCCAD)进行冲模设计。
多工位级进模属于知识技术密集型的冲压模具,受模具成本、设计水平、制造能力等限制,占冲模总数比例较小。实际上单工序模、复合模仍应用较多。因此在UG基础模块上参考PDW的技术特点进行典型结构模具的设计更具有实用价值。
参数化工具与WAVE控制技术、标准件库[1]是UG的PDW模块的主要功能,这些应用都可以在UG的建模与装配模块中实现,并可实现PDW设计向导的自动更新过程。
1 建模思路与过程
以典型的倒装复合冲裁模为设计对象,如图1所示。由于冲压工艺方案明确,可跳过PDW的坯料、带料设计及仿真过程[2],直接创建冲模模板、镶块,进行装配设计。其设计流程如下所示。其他类型模具,如落料模、冲孔模、弯曲模等可参考此思路。
1)创建装配组件及元件文件。装配文件框架参考冲模装配图,如图2所示,该模型树为示例。

图1 冲模装配图

图2 冲模零部件与标准件模型树
2)创建模具的关键参数。根据冷冲模国家标准和该冲模各零件图,在子组件文件的表达式中设置各模板长L、宽B及厚度P,以及销钉螺钉间距S、S1、S2,冲压件料厚t,表达式如图3所示,其部分参数如表1所示。
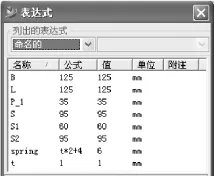
图3 子组件parts中表达式窗口
3)在子组件parts中创建草图。根据冷冲模国家标准的复合模典型组合的标记示例以及冲压件尺寸,在子组件parts中绘制草图,使用表达式定义模具各模板及冲压件轮廓、各销钉螺钉在X-Y平面位置。这张草图是整副模具设计的核心关键,各元件的造型所需参数及WAVE都需引用这张草图。草图绘制如图4所示,略去尺寸标注。

表1 冲模主要参数

图4 子组件parts中的参数定义的草图
4)创建各模板毛坯。在各模板所在元件中,将子组件中的草图WAVE链接过来,调用子组件中表达式中的模板厚度参数。采用以草图所在的X-Y平面为基准,采用拉伸特征分别向上、向下构建各模板。以空心垫板“p_20”为例,其起始和结束值采用公式,调用子组件parts中的参数,其语法为:
起始:parts::t+parts::p_21(凹模板厚度)
结束:parts::t+parts::p_21+p_20(空心垫板厚度)
5)创建各模板销钉、螺钉孔。将parts子组件中的参数化标注S值的草绘点分别WAVE链接到各已创建完毕的模板中。对于每个模板的多个孔特征,可采用孔特征先完成相同孔中的一个,其余各孔采用镜像、阵列或平移复制的方法完成,如图5所示。其参数值调用子组件,其语法为:Parts::S。

图5 使用参数定义的模板及孔造型
6)创建凸模、凸凹模、推件块等元件。依旧采用WAVE链接parts子组件中的草图中冲压件轮廓作为创建各元件毛坯的剖面。其起始与结束参数可参考各模板厚度。挂台造型要在此阶段完成,与毛坯一起作为创建各模板型腔的工具体。各元件如图6所示。

图6 凸模、凸凹模、推件块等元件
7)创建各模板型腔。采用布尔运算求差方式,以WAVE链接的凸模、凸凹模、推件块为工具体。
8)冲模标准件调入。对于上下模座、模柄、导柱、导套、螺钉、销钉、弹簧等标准件或外购件,可采用自底向上的设计方法,在完成冲模的主体结构后进行装配设计。在调入零件时建议采用重定位方式,因为模具中的标准件多是成对或更多,因此可通过阵列或镜像装配提高工作效率,并确保参数S值依然可以控制这些标准件与模板所在孔的一致。
9)其余元件的统一创建。如模柄孔与打杆尺寸,导料(挡料)销与卸料板安装孔、凹模板避让孔的尺寸,套类零件参考杆类零件的直径参数。
10)模型检查。完成后的冲模如图7所示。修改表1中参数,检查模具是否正确更新。以另一个冲压件修改替换子组件parts草图中冲压件轮廓,检查对应的模具零件是否随之更新。进行间隙分析,检查是否有过切或遗漏的避让也是必要的内容。
11)工程图的创建。考虑到AutoCAD软件及相应插件在二维制图方面的强大性,建议仅在工程图模块中创建装配图与零件图的必要视图以及孔表,再导出到AutoCAD中完成尺寸标注、形位公差、文字注释、物料清单等图纸内容。

图7 三维设计透明结构
2 已建冲模模型的应用
1)该模型可以通过修改标准模架的参数重新生成,而且重新绘制冲压件的轮廓后,可重新生成凸模、凸凹模元件以及各模板的型腔。
2)模架规格变化,标准件规格往往也随之变化,只需替换元件的方式,不需重新进行定位。越来越多的标准件厂商开始提供各种软件包括UG创建的标准件库,可直接应用。
3)上下模座如采用铸铁材料,可参照冷冲国家标准创建模座导向零件部件族,如果采用钢板模座,只需在子组件parts中添加上下模座的长、宽两个参数即可。
3 结束语
国内关于模具CAD/CAM系统的研究[3]已很成熟,但应用不多。大多数微小制造企业更倾向于较易实现、较快更新的设计方案。基于参数化和WAVE技术的冲模设计就是一种较佳的选择,也可引用到其他类型模具甚至夹具设计上使用。
[1] 宋志国.UG NX4实例教程[M].北京:人民邮电出版,2009:151-178.
[2] 余学文,周盛.UG NX4级进模设计培训教程[M].北京:清华大学出版社,2006:23-78.
[3] 陈晖,李名尧,吴华春.模具CAD/CAE/CAM技术的发展及软件应用[J].机械设计与制造,2010(6):238-240.
