微量Nd对Sn-9Zn钎料特性及焊点组织与性能的影响
2012-07-31赵国际盛光敏任洁
赵国际,盛光敏,任洁
(重庆大学 材料科学与工程学院,重庆,400044)
传统Sn-Pb钎料由于Pb具有毒性而被禁用,基于环保和现代电子封装中对高可靠性焊点的需求,无铅钎料得到了广泛地研究和应用。目前应用的无铅钎料主要包括Sn-Ag,Sn-Cu,Sn-Bi和Sn-Zn 4类二元合金以及在此基础上添加第三甚至第四组元所形成的多元合金系,各类合金在物理性质、力学性能以及材料成本等方面具有不同的优势和不足[1-2]。Sn-Zn合金具有熔点低、抗蠕变和疲劳性能良好、材料成本低且毒性小等优点,已经得到成功应用;但同时,Zn易氧化造成Sn-Zn系钎料润湿性和稳定性差,且容易腐蚀[3]。研发新型助焊剂和对钎料合金化是通常被用来改善Sn-Zn合金铺展性和抗氧化性的2个方法,尤其是关于通过添加合金元素对钎料进行改性的研究报道较多[4]。作为一类重要的合金元素,稀土(RE)元素在无铅钎料中的适量添加,能够细化合金组织、改善钎料对基板的润湿能力并提高焊点性能[5-6],目前已经开展了广泛地研究和应用[7-10]。Zhou等[11]研究认为:从综合性能考虑,RE在无铅钎料中的添加量以0.03%~0.25%为宜。RE元素种类多,影响也各不相同。在Sn-Zn系钎料中添加微量稀土Nd能够减小熔融钎料合金与基板间的表面张力并增大润湿力,从而改善钎料合金的润湿性,并且能够减小界面反应层厚度和提高焊点力学性能[10-12],具有一定的研究应用前景,但目前关于微量 Nd添加对 Sn-Zn/Cu 焊点界面化合物特征及断裂机制的研究尚不充分。本文作者对比研究 Sn-9Zn-xNd(x=0,0.1,0.5)钎料合金的组织与铺展性能,分析钎料/Cu焊点界面化合物特征及其对焊点力学性能的影响,为高性能 Sn-Zn-RE合金的研发开展基础试验。
1 试验材料及方法
试验用钎料采用纯度为99.99%(质量分数)的Sn,Zn和Nd按质量分数在ZG-001真空感应熔炼炉中熔炼2次后浇注于不锈钢模中成型;钎料经打磨抛光腐蚀后使用TESCAN VegaⅡ LMUSEM扫描电子显微镜(SEM)观察微观组织,并利用 OXFORD ISIS300EDS能谱仪(EDS)检测特征位置元素组成;采用 Rigaku D/max–2500 PC X线衍射仪对钎料合金进行X线衍射分析(XRD);铺展试验与钎焊试验在SX-12箱式电炉中进行,钎剂为市售活化松香型助焊剂。
将(0.1±0.001)g的块状钎料置于 20 mm×20 mm×0.2 mm的紫铜板中央并利用钎剂覆盖钎料,在加热炉中进行铺展试验,每个工艺条件下进行3次试验,利用 CAD软件的测面积功能测量铺展面积并计算平均值。铺展试验前,Cu基板均经过800~1000号金相砂纸打磨和无水乙醇清洗并吹干后使用。
在250 ℃温度条件下,取0.2 g钎料置于紫铜板中央并覆盖钎剂,在炉中加热50 s后取出并立即置于水中冷却,经清洗吹干后的试样放入 13%HNO3溶液中将 Cu基板上过多的钎料溶解与反应,用丙酮清洗后对不同层面的腐蚀界面立体形貌进行 SEM 俯视观察。
剪切焊点采用搭接,形式参照GB11363—89《钎焊接头强度试验方法》,母材为T3紫铜板,厚度为3.8 mm;钎料合金在轧辊机上轧制成0.1 mm厚的薄片。焊前将试板和钎料片在砂纸上磨去氧化皮及污垢后置于丙酮中清洗并吹干。所得焊点在ANS电子万能试验机上进行拉伸-剪切试验,加载速率0.5 mm/min。每种成分焊点试样做3个,计算平均值。
2 结果与讨论
2.1 微观分析
Sn-9Zn-xNd(x=0,0.1,0.5)合金组织均由棒状富Zn相和共晶组织组成,由于添加微量RE元素Nd引起的Sn-9Zn共晶组织变化如图1所示。

图1 Sn-9Zn-xNd(x=0,0.1,0.5)合金的共晶组织Fig.1 Microstructure of eutectic structure of Sn-9Zn-xNd alloys
由图1可见:添加微量RE元素Nd能够显著细化Sn-9Zn合金组织,促使形成细小的颗粒状共晶组织,其中图1(b)与图1(c)中的点状黑色相为颗粒状Zn相腐蚀后留下的凹坑。
Sn-9Zn中添加微量RE元素Nd后晶粒显著细化,可以认为元素Nd在Sn-9Zn中的添加起到了变质剂的作用,促使合金凝固时在液态金属中形成了大量分散的非自发晶核,细化了凝固组织。Nd元素添加较多时(本试验条件下添加量为 0.5%),合金中出现“十字状”的凝固相(图1(c))。为进一步分析微量Nd元素添加对凝固组织的影响,对图1(c)中“十字状” 凝固相微区进行成分 EDS分析,结果见图 2(a),对 Sn-9Zn-0.5Nd合金XRD分析结果如图2(b)所示。
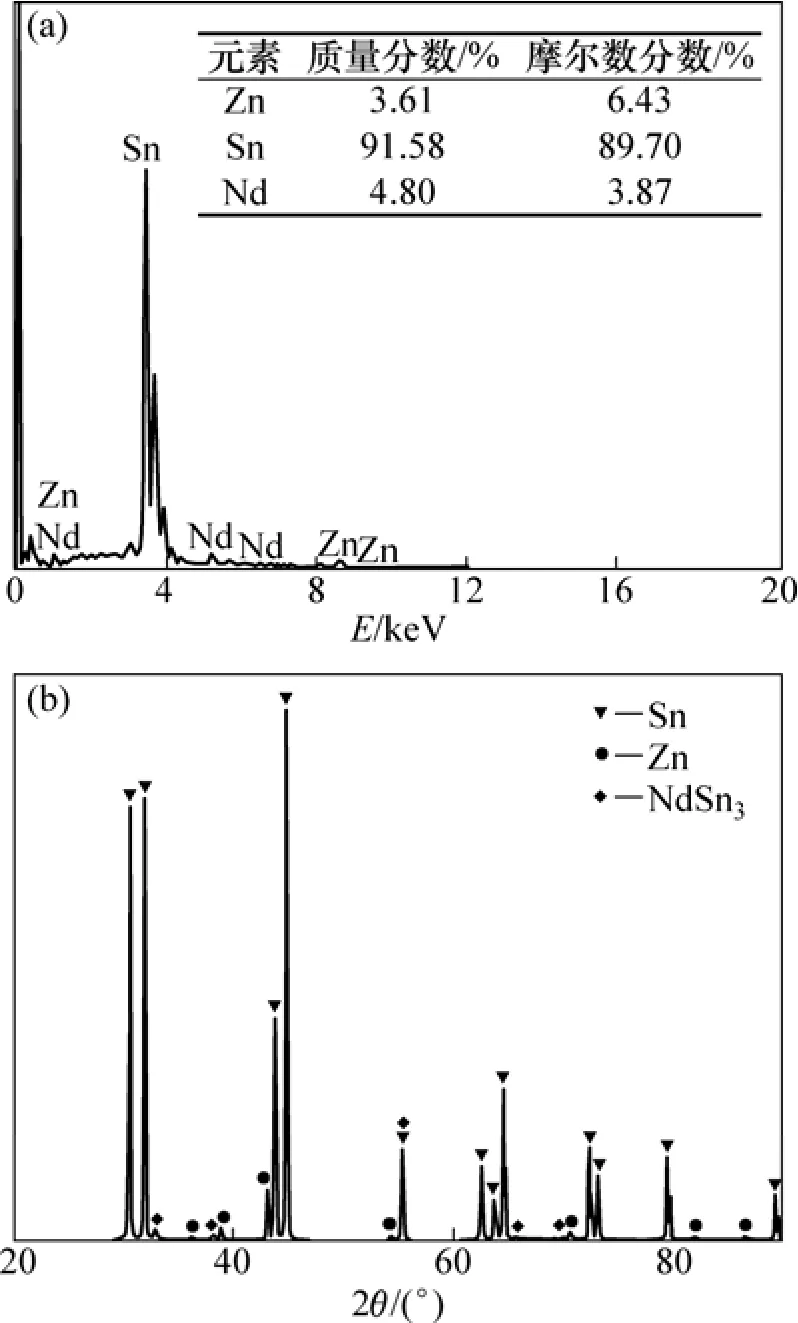
图2 Sn-9Zn-0.5Nd合金XRD分析及微区成分EDS分析Fig.2 Analysis of XRD and EDS of Sn-9Zn-0.5Nd alloy
XRD分析结果表明(图2(b)):Sn-9Zn-0.5Nd合金中形成了NdSn3相;结合微区EDS分析结果(图2(a))及Sn-Nd二元相图,可以确定图1(c)中的“十字状”的凝固相为RE化合物NdSn3。
2.2 铺展试验
不同钎焊时间和钎焊温度条件下 Sn-9Zn-xNd/Cu铺展试验结果如图3所示。

图3 铺展试验结果Fig.3 Results of spreading test
温度升高时,液态钎料在 Cu基板上的润湿受阻可以认为是由于钎料表面氧化加快造成的。基体元素与O元素形成的氧化膜阻碍了液态钎料在Cu基板上的进一步铺展;随着界面反应的进行,氧化物层厚度也会增大。Sn-Zn钎料在钎焊温度高或钎焊时间长时铺展能力下降主要是由于 Zn的氧化对润湿的阻碍作用;而RE元素比Sn和Zn元素更活泼,高温时更易于和O元素结合形成高熔点的氧化物。钎料中所添加的RE元素对钎料在基板上的铺展起到了2方面的作用:一是作为表面活性元素,RE可以降低液态钎料的表面张力,促进钎料在基体表面的润湿与铺展[11];而另一方面,RE金属普遍具有活泼的化学性质(活性仅次于碱金属和碱土金属),极易与氧元素结合,即使在常态下也会发生显著氧化[14],高温长时间条件下强烈的氧化作用会阻碍液态钎料在基板上的持续铺展,甚至产生反润湿现象。
铺展试验结果表明:在温度较低或时间较短的钎焊工艺条件下,添加微量RE元素Nd能够改善Sn-9Zn合金在Cu基板上的铺展能力,并且添加量为0.1%时较好;在较高的钎焊温度或是较长的钎焊时间条件下,含稀土Nd元素的钎料由于氧化更为严重而导致铺展性能呈现明显的下降趋势,当Nd添加量为0.5%时更为显著。
2.3 界面化合物
熔融的钎料合金与基板接触时,两元素的相互扩散与反应在基板/钎料界面迅速形成IMC,不同工艺条件下化合物的横向与纵向生长在连接界面形成了一定厚度的反应层。图4所示为Sn-9Zn-xNd/Cu焊点经深度腐蚀后界面立体微观SEM形貌。
目前关于Sn-Zn系合金与Cu基板间界面反应产物的研究认为Sn-Zn系合金与Cu基板间的界面IMC包括2层:靠近Cu基体侧为β′-CuZn层,靠近钎料侧为γ-Cu5,由此推断,图 4(a)~(c)中的“圆丘状”化合物为Cu5Zn8。丘状化合物层实质上是界面形核的γ-Cu5Zn8晶核向钎料中长大的结果,在焊点横截面微观组织图中,这些丘状化合物层也通常称为扇贝状化合物层。
由图4(a)~(c)可见:添加微量Nd元素后,焊点界面处所形成的Cu5Zn8化合物显著细化,但生长不够均匀。钎料中初生相与共晶组织中的Zn由于耐蚀性差,在腐蚀剂中被优先腐蚀,使得保存下来的部分钎料基本都表现为层片状的 Sn相。图 4(b)与(c)则表明:添加微量Nd元素后,在界面处细化的Cu5Zn8化合物枝晶间,存在大量极细微的“毛绒状”凝固相,同时,经深度腐蚀的钎料并没有表现出显著的选择性腐蚀。图4(d)为经深度腐蚀的Sn-9Zn-0.1Nd钎料基体局部放大的 SEM 照片,可以看出钎料基体在经过深度腐蚀后仍然主要表现为致密的层片状富Sn相形貌,而当Nd元素含量较高时(本试验条件下为0.5%),钎料基体在腐蚀过程中会形成腐蚀空洞(图4(c))。
2.4 接头剪切强度
Sn-9Zn-xNd/Cu焊点示意图如图 5(a)所示;依据铺展试验结果(图3),以Sn-9Zn合金为参照物并考虑添加RE元素Nd对钎料铺展性能的影响,选定钎焊工艺参数为:钎焊温度为250 ℃;钎焊时间为4 min。钎焊接头拉伸-剪切试验结果见图5(b)。
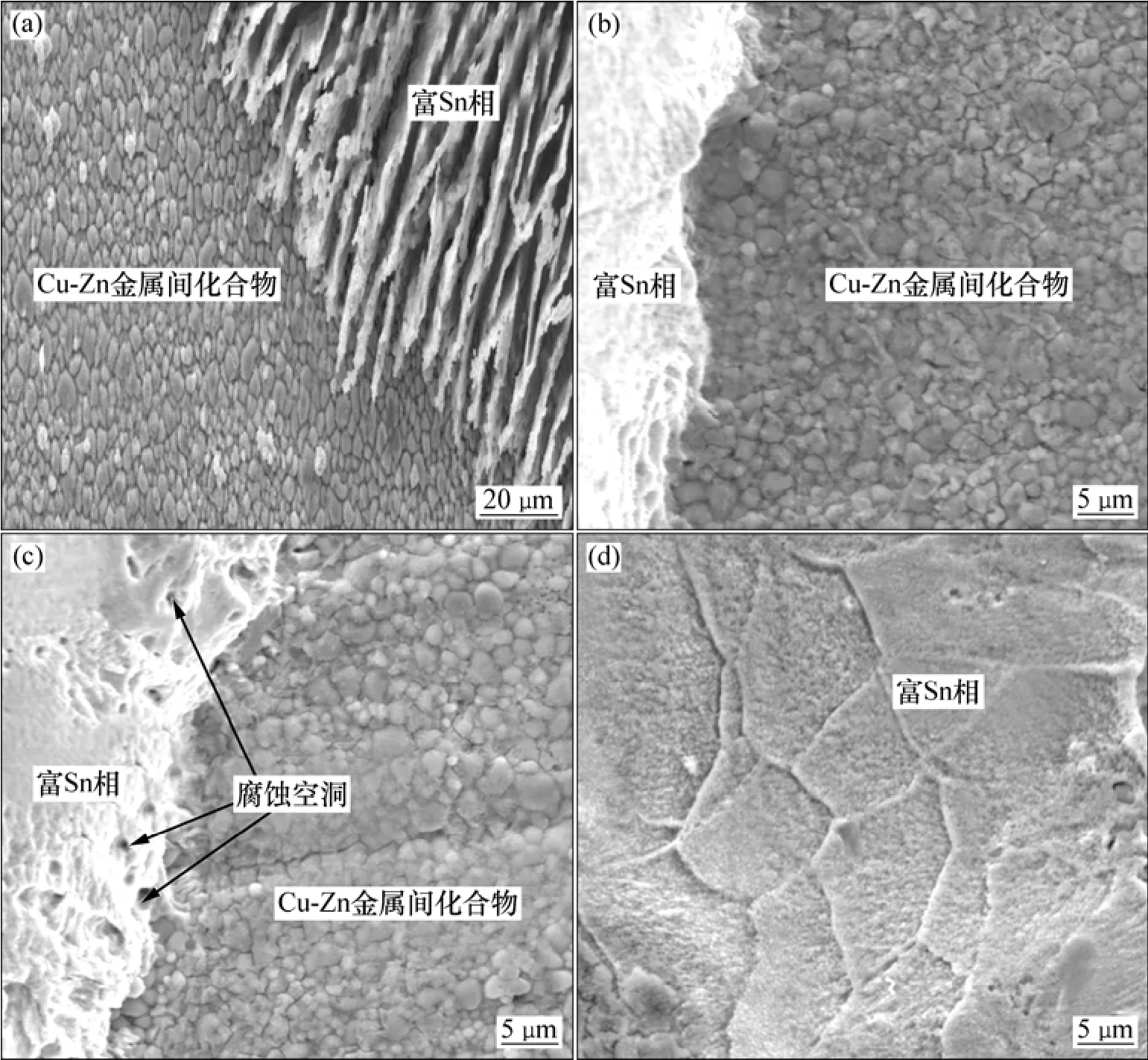
图4 Sn-9Zn-xNd/Cu深度腐蚀焊点界面SEM立体形貌Fig.4 SEM top view images of interfacial microstructure of Sn-9Zn-xNd/Cu solder joints after deep etching
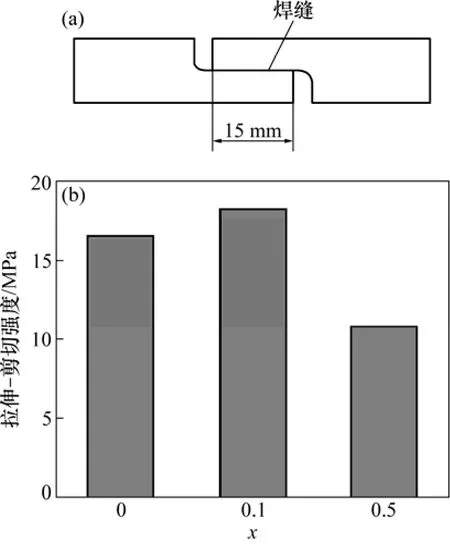
图5 Sn-9Zn-xNd/Cu钎焊接头拉伸-剪切强度关系Fig.5 Tensile-shear strength relationship of soldering joints of Sn-9Zn-xNd/Cu
试验结果表明:Sn-9Zn钎料中添加0.1%(质量分数)合金元素 Nd后,接头拉伸-剪切强度略有提高,而当Nd元素含量达0.5%后,接头剪切强度明显降低。
图6所示为该Sn-9Zn-xNd/Cu钎焊接头断口SEM照片。断口分析结果表明:断裂均发生在钎料中,Sn-9Zn/Cu和 Sn-9Zn-0.1Nd/Cu接头断口主要表现为撕裂面,局部形成类似于抛物线形的不规则韧窝,所不同的是:Sn-9Zn/Cu接头断口中,韧窝形貌特征表现为封闭或不封闭的撕裂棱包围着形状不均、大小不等的凹坑,并且凹坑底部能看到明显的第二相粒子,由前述钎料组织与界面化合物的相关分析,推测这些第二相粒子为Cu5Zn8相;Sn-9Zn-0.1Nd/Cu接头断口中,可以看到均匀细密分布的“毛绒状”相分布于撕裂面与韧窝凹坑中,由于微量Nd添加对Sn-9Zn合金具有强烈的变质处理作用(图1(b)和(c)),推断这些“毛绒状”相是由于添加微量Nd元素后钎料中形成的细小共晶组织;此外,Sn-9Zn-0.1Nd/Cu接头断口撕裂棱变得更为平滑,凹坑中看不到明显的第二相粒子。
Sn-9Zn-0.5Nd/Cu接头断口则主要为近似于等轴形韧窝,韧窝凹坑中可以看到由于添加微量 Nd元素后钎料中形成的“毛绒状”共晶组织,而在韧窝的撕裂棱上则没有。Hu等研究表明[12]:Sn-9Zn合金 Nd含量较高时会在接头界面处富集并形成NdSn3IMC。Nd元素在界面处的富集弱化了 Nd对焊点中钎料的变质处理作用,会导致接头中组织不均匀。
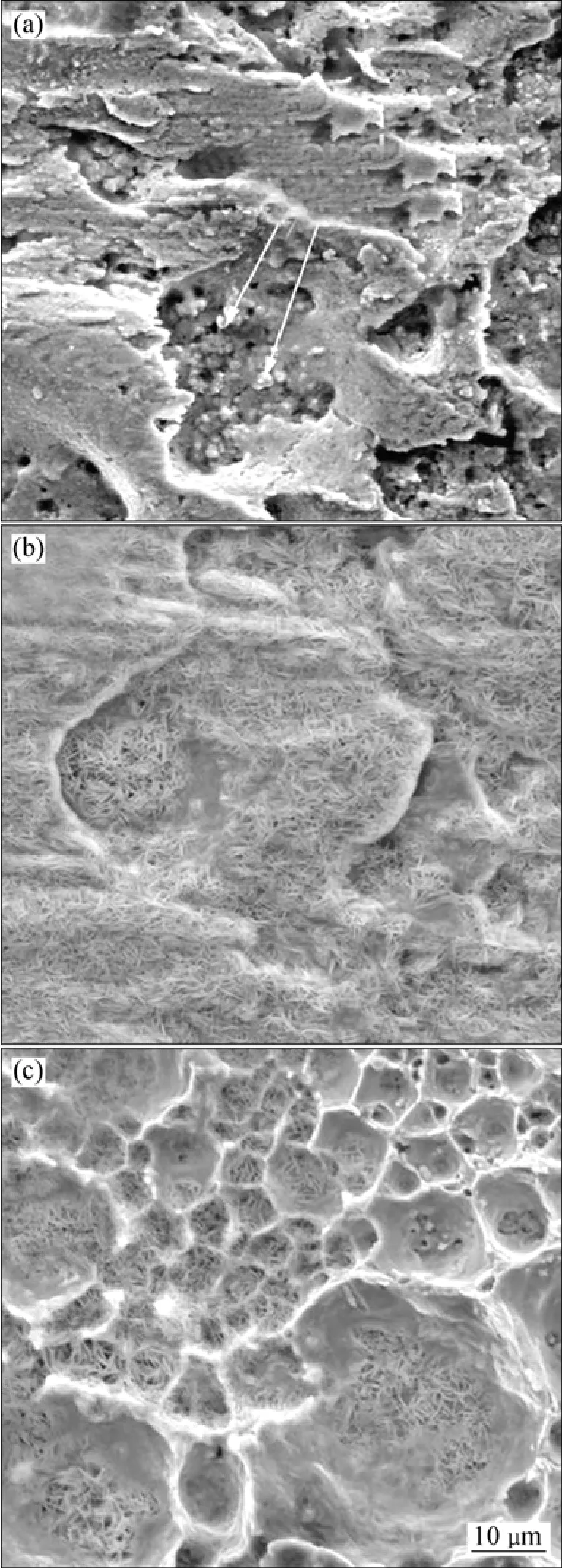
图6 Sn-9Zn-xNd/Cu钎焊接头断口SEM照片Fig.6 SEM of fracture surface of Sn-9Zn-xNd/Cu solder joint
Sn-9Zn-xNd/Cu接头断口分析表明:适量RE元素Nd能够细化钎料合金组织并促进界面反应,提高焊点结合强度;相对较多的Nd元素的添加(本试验条件下为0.5%),会导致焊点界面处RE化合物的聚集,造成接头中组织不均匀,结合强度明显下降。
3 结论
(1)微量Nd元素在Sn-9Zn合金中具有明显的变质作用,能够显著细化Sn-9Zn组织;当Nd添加量为0.5%时,合金中会形成“十字状” NdSn3化合物。
(2)在温度较低或时间较短的钎焊工艺条件下,添加微量RE元素Nd能够改善Sn-9Zn合金在Cu基板上的铺展性能;随着钎焊温度的升高或是钎焊时间的延长,含Nd元素的Sn-9Zn钎料由于氧化更为严重而导致铺展性能下降明显。
(3)Sn-9Zn钎料中添加0.1%合金元素Nd时,界面中均匀且细密分布的“毛绒状”共晶组织的形成有利于改善焊点力学性能。
[1]Abtew M, Selvaduray G. Lead-free solders in microelectronics[J].Materials Science and Engineering R: Reports, 2000, 27(5/6):95-141.
[2]张新平, 尹立孟, 于传宝. 电子和光子封装无铅钎料的研究和应用进展[J]. 材料研究学报, 2008, 22(1): 1-9.ZHANG Xin-ping, YIN Li-meng, YU Chuan-bao. Advances in research and application of lead-free solders for electronic and photonic packaging[J]. Chinese Journal of Materials Research,2008, 22(1): 1-9.
[3]Suganuma K, Kim K S. Sn-Zn low temperature solder[J].Journal of Materials Science: Materials in Electronics, 2007,18(1/3): 121-127.
[4]Zhang L, Xue S B, Gao L L, et al. Development of Sn-Zn lead-free solders bearing alloying elements[J]. Journal of Materials Science: Materials in Electronics, 2010, 21(1): 1-15.
[5]刘文胜, 罗莉, 马运柱. 稀土元素对无铅钎料微观结构及性能的影响[J]. 电子元件与材料, 2011, 30(4): 71-74.LIU Wen-sheng, LUO Li, MA Yun-zhu. Effects of rare earths on microstructures and properties of lead-free solders[J]. Electronic Components and Materials, 2011, 30(4): 71-74.
[6]Guo F, Zhao M K, Xia Z D, et al. Lead-free solders with rare earth additions[J]. JOM Journal of the Minerals, Metals and Materials Society, 2009, 61(6): 39-44.
[7]周迎春, 潘清林, 李文斌, 等. La对Sn-Ag-Cu无铅钎料与铜钎焊接头金属间化合物的影响[J]. 中国有色金属学报, 2008,18(9): 1651-1657.ZHOU Ying-chun, PAN Qing-lin, LI Wen-bin, et al. Effect of La on intermetallic compounds of Sn-Ag-Cu lead-free alloy soldered with copper[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(9): 1651-1657.
[8]Chen Z G, Shi Y W, Xia Z D, et al. Properties of Lead-free Solder SnAgCu Containing Minute Amounts of Rare Earth[J].Journal of Electronic Materials, 2003, 32(4): 235-243.
[9]Lin H J, Chuang T H. Effects of Ce and La Additions on the Microstructure and Mechanical Properties of Sn-9Zn Solder Joints[J]. Journal of Electronic Materials, 2010, 39(2): 200-208.
[10]周健, 付晓琴, 孙扬善, 等. Sn-Zn-Bi-(P,Nd)无铅钎料的微观组织及性能[J]. 焊接学报, 2009, 30(9): 45-48.ZHOU Jian, FU Xiao-qing, SUN Yang-shan, et al.Microstructure and properties of Sn-Zn-Bi-(P,Nd)lead-free solders[J]. Transactions of the China Welding Institution, 2009,30(9): 45-48.
[11]Zhou J, Huang D, Fang Y L, et al. Investigation on properties of Sn-8Zn-3Bi lead-free solder by Nd addition[J]. Journal of Alloys and Compounds, 2009, 480: 903-907.
[12]Hu Y H, Xue S B, Wang H, et al. Effects of rare earth element Nd on the solderability and microstructure of Sn-Zn lead-free solder[J]. Journal of Materials Science: Materials in Electronics,2011, 22(5): 481-487.
[13]陈光, 傅恒志. 非平衡凝固新型金属材料[M]. 北京: 机械工业出版社, 2004: 26-34.CHEN Guang, FU Heng-zhi. New metal materials by non-equilibrium solidification[M]. Beijing: Beijing Science Press, 2004: 26-34.
[14]Dudek M A, Chawla N. Oxidation behavior of rare-earth-containing Pb-Free solders[J]. Journal of Electronic Materials, 2009, 38(2): 210-220.
[15]Mayappan R, Ahmad Z A. Effect of Bi addition on the activation energy for the growth of Cu5Zn8 intermetallic in the Sn-Zn lead-free solder[J]. Intermetallics. 2010, 18(4): 730-735.
[16]Hwang C W, Kim K S, Suganuma K. Interfaces in lead-free soldering[J]. Journal of Electronic Materials, 2003, 32(11):1249-1256.
[17]Chen X, Li M, Ren X X, et al. Effect of small additions of alloying elements on the properties of Sn-Zn eutectic alloy[J].Journal of Electronic Materials, 2006, 35(9): 1734-1739.
