刍议轴承安装座薄壁件变形质量控制
2012-07-31姜全营张成武王芳琦
姜全营 邓 昶 张成武 王芳琦
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概述
轴承安装座是一个复杂结构的大型薄壁零件,不仅尺寸精度、形位公差要求极高,针对大端面、内孔变形问题,从零件结构入手,以便找到影响大端面、内孔加工变形的因素。
自制精车两端内孔的夹具,改变以往的定位夹紧方式,在确保零件基准不变形的情况下,来满足内孔对大外圆的同轴度要求。将内孔留余量,在铣加工环槽应力释放后,再精加工内孔,使内孔变形得到有效的控制,保证加工的零件符合图纸要求。
2 零件结构特点及加工注意事项
2.1 设计图纸分析
轴承安装座是某机上机匣结构部分的重要零件,毛料为精铸件,材料为铸造钛合金,同轴度为0.03mm,总长X5mm,φ6+0.012定位孔对基准 A(φX48+0.12+0.08)的位置度为 0.05mm。大外圆端面的X9-φ9mm和小端面的X7-φ6.3螺纹底孔对基准的位置度为0.2mm(见图1)。
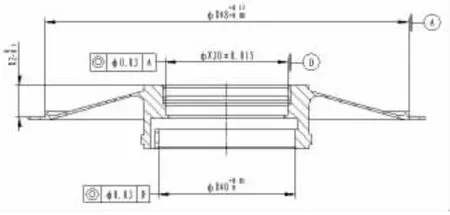
图1 轴承安装座零件图
2.2 钛合金的切削加工特点及加工中的注意事项
2.2.1 加工特点
刀具容易磨损或破损,切削温度高,黏刀现象严重。钛合金零件毛坯表面,如有氧化皮,其硬度很高,切削困难,将严重损伤刀具,产生缺口,崩刃等现象。由于钛合金的弹性模量小,被加工零件容易产生较大变形、扭曲,不易保证加工精度。
2.2.2 加工中的注意事项
禁止使用低熔点金属及其合金制作的工、夹具临时紧固体。加工后的钛合金零件表面不允许残留低熔点合金。
与钛合金接触的工、夹具或其他装置必须洁净无污垢,装卸清洗过的和涂有保护层钛合金零件时,要防止油脂或指印污染,以免生成盐应力腐蚀,使钛合金零件断裂。
3 加工中存在的问题
№50工序精车第一面内外圆时,所用夹具是以内孔(фX28)及其端面为定位基准并支撑大端面。加工时先压紧小端面,精车大端面及外圆фX88,然后再压紧大端面后松开小端压板,精车фX40内孔及端面(见图2),加工后内孔椭圆尺寸超差。
№55工序精车第二面内外圆及螺纹时,所用夹具是以内孔(фX40)及其端面为定位基准并支撑大端面。加工时先压紧小端面,精车另一侧大端面及外圆фX48,然后再压紧大端面后松开小端压板,精车фX30内孔及端面(见图3),加工后大端面变形、内孔椭圆、内孔尺寸及轴向尺寸X2-0.1超差。
在加工№90工序铣环槽后应力释放,使大端面及内孔产生变形,造成内孔尺寸及轴向尺寸超差。
在加工№60工序钻铰第一面孔时,X9-ф9孔是在三坐标加工中心上进行的,所用夹具是以大端面及外圆和ф6孔定位并压紧大端面。加工后经检测孔的位置度,超差现象时有发生。
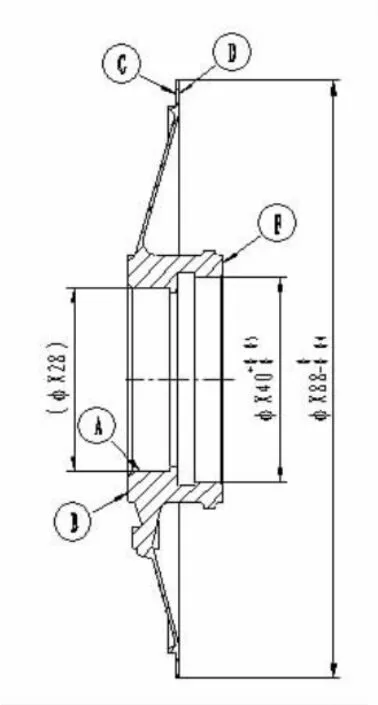
图2 №50工序精车第一面内外圆
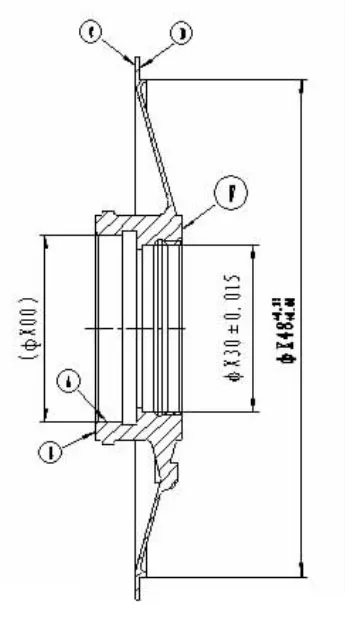
图3 №55工序精车第二面内外圆及螺纹
4 解决措施
根据以上加工中存在的问题,并找出了产生问题的原因。通过反复分析研究制定如下解决措施:
4.1 制定合理的工艺路线
原工艺路线为:
(以前工序略)……№40工序半精车第一面内外圆→№45工序半精车第二面内外圆→№50工序精车第一面内外圆→№55工序精车第二面内外圆及螺纹→№60工序钻铰第一面孔及螺纹→№65工序钻铰第二面孔及螺纹……№90工序铣环槽……(以后工序略)。
根据原工艺路线加工中产生的尺寸和技术条件超差的问题,将工艺路线进行了调整,将№90工序铣环槽调整到半精车之后进行,以便消除铣加工后应力变形对内孔、端面的影响。将限位状态压紧变形加工内孔的情况改为将两端内孔留余量0.3mm,在增加的№66、67工序中再进行精车内孔。
调整后的工艺路线为:
(以前工序略)……№40工序半精车第一面内外圆→№43工序铣环槽→№45工序半精车第二面内外圆→№50工序精车第一面内外圆→№55工序精车第二面内外圆及螺纹→№60工序钻铰第一面孔及螺纹→№65工序钻铰第二面孔及螺纹→№66工序精车一端内孔→№67工序精车另一端内孔……(以后工序略)
4.2 采用正确的加工方式
通过调整辅助支撑螺钉,并进行压表检查以保证大端面跳动量的一致性,这样通过减小零件在加工中振动来控制大端面的加工变形。加工一刀后,松开螺钉再重新进行调整。经过3-4刀加工后,端面的变形已控制在最小的范围,使轴向尺寸符合图纸要求。
4.3 自制简易工装
改变工艺路线后,在№50和№55工序分别将фX30、фX40内孔留余量0.3mm。为此自制精车夹具改变零件定位夹紧方式分别在新增加的№66和№67工序精车两内孔(见图4和图5)。
4.4 工序调整
将90工序铣加工环槽提前至40-45工序之间进行加工,以解决铣加工后内孔外圆及端面变形的问题。
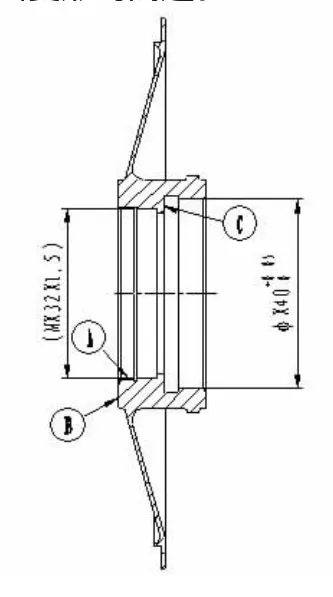
图4 №66工序精车精车一端内孔
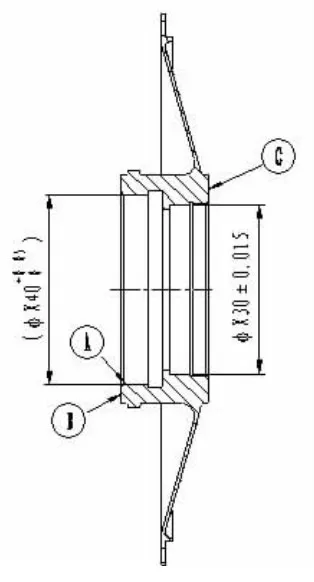
图5 №67工序精车精车另一端内孔
结论
通过反复的分析和研究,制定了合理的工艺路线和加工方法,解决了该零件的内孔、端面加工变形的问题。证明了此工艺方案的合理性、可行性,也为今后加工同类零件积累了经验。此次攻关虽然取得了一些成绩,但还要不断的总结、改进和提高,为今后薄壁件的研制工作起到一个好的借鉴作用。
[1] 《机械制造工艺学》北京航空航天大学出版社[Z].
[2] 《机械基础》湖南科学技术出版社[Z].
[3] 《车工技能》航空工业出版社[Z].
[4] 《机械制造技术》北京机械工业出版社[Z].
[5] 《车工技术》国防工业出版社[Z].
