ZJ114机组卷制超细烟支时烟枪的设计与研究
2012-07-31闫俊科
闫俊科 郭 红
(郑州大学机械工程学院,河南 郑州 450000)
前言
在国内外多种类型的卷烟机上,烟枪都是烟条成型系统中重要的部件,而在超细烟支机型的研制中,烟枪部件的重新设计成功与否对烟支的质量及机组的成败都显得尤为重要。
通常意义上正常烟支的直径为7.8mm,而超细烟是指烟支直径在5.4mm左右的烟支。在研制能够卷制超细烟支的卷接机组过程中,烟枪的设计是卷烟机部分的一个重点。
1 烟枪的组成
烟枪是卷烟机烟条成型系统的关键部件,它是一个由基础件和成型件共同构成的固定的成型通道,由底座、烟舌、前边板、小压板、大压板等组成,如图1所示。
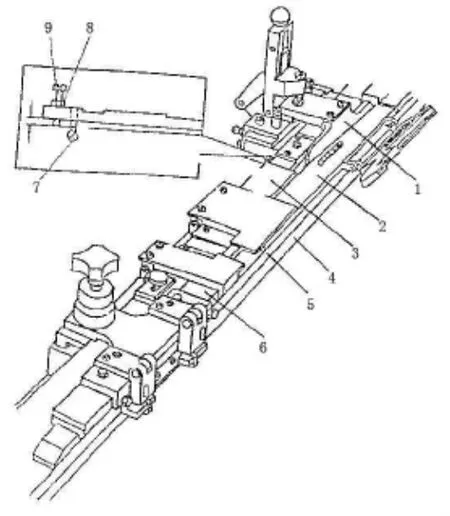
图1 烟枪组件示意图
2 工作原理分析
烟条成型过程主要是舌头(1)、小压板(3)和大压板(6)配合烟枪底板(5)对烟丝束进行三次压缩,并伴之两次膨胀,由卷烟纸将其紧密包裹的过程,其中压缩是影响烟支质量的重要环节。
2.1 底座(4)连接在机身上面,左右两端各有一套可调位置的布带辊,以保证布带顺利通过烟条成型器。
2.2 底板:烟条成型的关键,构成烟条通道的下部表面。底板(5)安装在底座(4)上,有一条光滑的园弧槽,槽底开设有若干气孔,高压空气系统提供高压空气通过气孔在槽中形成气垫,支承布带运行,减少布带磨擦,同时冷却布带,延长布带的使用寿命,弧形槽起到烟条成型的作用。
2.3 烟舌头:烟舌头(1)安装在位置可调的翻转机构上,它是使烟条初步成形压缩非常快的零件。它的前端与风室的负压罩及铲丝刀相接触,后部与小压板交错,其园弧槽形状为前端大后端小,形成园锥凹道,使烟丝合拢、收缩。
2.4 小压板(3)工作表面分为两段,进口段为由大到小的均匀过渡的锥形凹道,利于从烟舌头出来后膨胀的烟丝束进入小压板,并由卷烟纸一边逐渐包紧;出口段为半园槽,压缩烟丝至此直径略小于标准烟支直径。卷烟纸的另一边不被小压板所限制,而是沿挡板竖直伸出成型凹道,以供上胶。
2.5 大压板(6)安装在位置可调的翻转架上,进口处形状使上胶后的卷烟纸边卷曲,并与另一已卷曲的纸边粘合。其工作面是一个园形的半园槽,与烟枪底板园弧相对,刚好合成园柱形的通道,可使烟条直径满足质量标准要求。
3 卷制超细烟支时烟枪部件的设计
由分析可知,当烟支直径由7.8mm变为5.4mm时,烟舌、烟枪底板、边板、小压板和大压板均需进行重新设计才能满足机组生产超细烟支的要求。
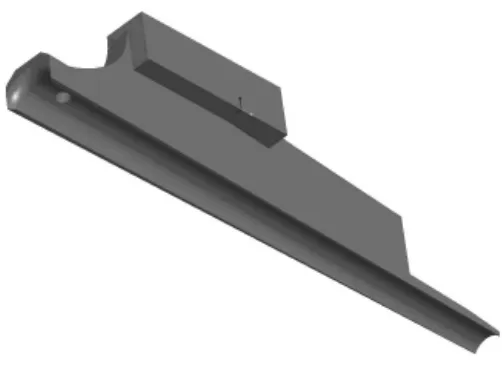
图2 烟舌示意图
3.1 烟舌方案的确定
应用原方案试验时发现机器高速运行时烟舌处堵烟,经分析、验证,原因是烟舌圆弧半径设计太小,两段圆弧高度设计不合适。
3.1.1 烟舌头入口外尺寸D的确定
烟舌入口处与铲丝刀相接触,为保证烟丝平滑进入,舌头入口外尺寸应比铲丝刀外尺寸小0.1mm
铲丝刀外尺寸为:6.52+0.4+0.4=7.32mm
则舌头入口外尺寸定为D=7.2mm
3.1.2 参数E的确定
φ7.8的烟支E=4.25mm,按与直径同比例计算4.25/7.8=E/5.4
则E=2.95mm
3.1.3 参数F的确定
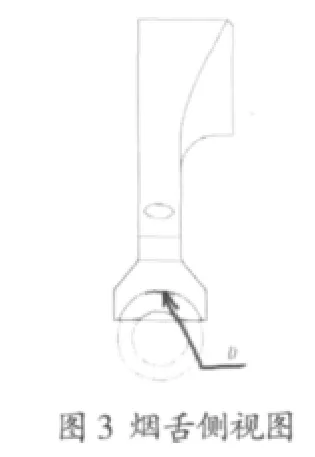
按舌头压缩锥面最高母线的斜度不变,φ7.8的参数B1.38变为0.78后,减少了0.6,则F也相应减少0.6
F=3.7-0.6=3.1mm
3.1.4 φ5.4舌头截面与φ7.8舌头截面与烟支截面压缩比的比较φ7.8舌头入口截面与烟支截面的压缩比:1.29
φ5.4舌头入口截面与烟支截面的压缩比:1.57
φ7.8舌头出口截面与烟支截面的压缩比:0.72
φ5.4舌头出口截面与烟支截面的压缩比:0.65
3.2 烟枪底板方案的确定
增加尺寸D的变化用以减小烟枪底板及边板与烟舌头,铲丝刀外侧的间隙,保证不飞烟末,更改后边板与舌头及铲刀最小间隙0.8mm,最大间隙1.2mm。
小结
按新方案设计的烟枪部件(见图4)投产后,安装到机组上,经过调试,很好的实现的预想的效果,烟枪部件没有烟末飞出,卷制的超细烟支圆周度也符合国家标准。

图4 新设计的烟枪部件实物图
[1] 国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[2] 卷烟机械.卷烟机械编写组.北京出版社,1989.
[3] 范黎.GB5606-2005卷烟系列国家标准宣贯教材[S].中国标准出版社.2005.
