高精密度平行光曝光机图形转移技术
2012-07-31黄志远张建军梁四连
黄志远 张建军 梁四连
(铜陵市超远精密电子科技有限公司,安徽 铜陵 244000)
杨小健 王泽宇 朱 萌 何 为
(电子科技大学微电子与固体电子学院,四川 成都 610054)
1 前言
目前电子行业中PCB线路制作的图形转移曝光设备大多数为非平行光,属于散射光源,照射角度一般为3°~15°角,致使图形转移失真,对于精度要求高的高密度电路板及液晶显示板,加工精度达不到高端水平[1][2]。
只有掌握核心图形转移设备技术,才能生产出高品质电器及高清晰显示器。为此研发出平行光曝光设备。其主要特点:点光源配合反光镜镀膜技术,将宽光波长改变,将多余可见光滤出,UV光控制在350 nm ~ 420 nm,将其光反射在蜂镜上,将点光打散后,将光束改变成1°~1.5°平行光,而且通过控制图像软件将对位方式变成数控转换自动对位[3],达到对位精度在0.025 mm以内,精度一次性好,节省劳动力,大大提高生产效率及品质。此项技术达到国外技术水平。在细密线路制作上,平行光更显优势:平行光在干膜抗蚀剂成像的应用,显影后侧蚀控制较散光方式大有改善,可确保线路制作线宽/线距合乎规范;使用高强度高功率光源可缩短曝光时间提高产量。
为迎合PCB、LCD行业向密集细线路发展趋势,本文旨在研究生产过程中高精密度平行光曝光机图形转移技术,由原来0.127 mm/0.127 mm(5 mil/5 mil)线路能力提升到0.05 mm/0.05 mm(2 mil/2 mil)能力,实现了向精细线路的大跨越。
2 平行光曝光机工作原理
2.1 光源
图1是高压水银弧光灯构造图。印刷电路板制程中干膜曝光所需的光源大致而言以近紫外光为主,波长范围为:400 nm ~ 300 nm;紫外光源是以水银弧光灯为主。当电流通过一个内部充满惰性气体和金属蒸气的玻璃封管时,就会产生弧光。简单的原理为封管内游离电子经电场加速后本身具有足够的能量,可将被其碰撞的惰性气体(例如氖)使其发生离子化反应。碰撞后,带正电的氖离子往相反电极方向走,再碰到电子时发生互相结合,而成中性。因其之碰撞以及正负结合的能量,使产生一种激发态的氖原子。这种激发态的氖原子寿命较长,可再将激发能移给封管内同时存在的金属蒸气(例如汞原子),使其也被激发。此种激发态汞再以放出光能的方式将能量放出,以回到安定状态。这就是弧光灯发光的原理。如下反应式:
2.2 光路
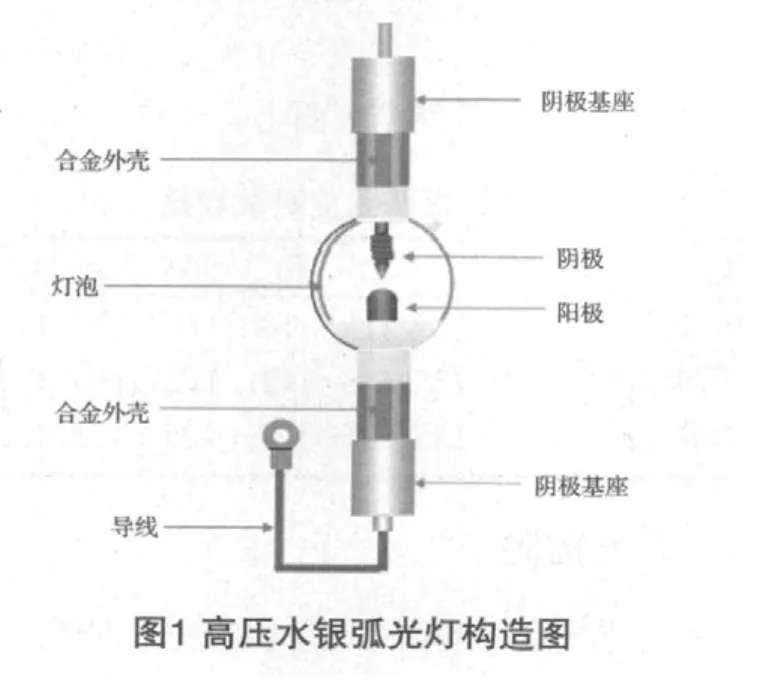
图2是平行光原理示意图,光源发出来的光,部份经过聚光器,然后再经过介质性的冷光面镜或双向铝镜,而反射出来;此两种镜面也可当作红外线滤光器双向铝镜,让光源中的红外光透过,其中之热量则被散热座所吸收。剩下的冷光成90°折射透过另外一个双凸透镜的组合(一般称为光线整合器Light Integrator),此时红外光被滤走,剩下来几乎都是很纯的紫外光,是一种外观为蓝色的光,其波长在320 nm ~ 405 nm之间。然后再到达另两个反射表面,一般称此为平行光反射镜,变成平行光线反射出来,到达工作区域上。
3 图形转移技术原理
3.1 干膜
感光材料介质,由聚酯片基、光敏抗蚀胶膜和聚乙烯保护膜三层构成。片基是光敏抗蚀剂胶膜的载体,使抗蚀干膜保持良好的尺寸稳定性,还可保护抗蚀膜不被磨损;光敏抗蚀剂胶膜由具有光敏性抗蚀树脂组成;聚丙烯或聚乙烯薄膜是覆盖在抗蚀胶层另一面的保护层。
3.2 底片
底片是图形转移媒介,如图3。
3.3 图形转移技术原理
紫外光透过图形转移媒介(黑片)与感光材料(干膜)发生光化学反应,使高分子内部或高分子之间的化学结构发生变化,从而导致感光性高分子的物性发生变化,其化学活性较差。未照射的不发生化学反应,活性不变,发生反应部分化学活性较低,利用这一特性,采用溶解或剥离方法形成导电图形。
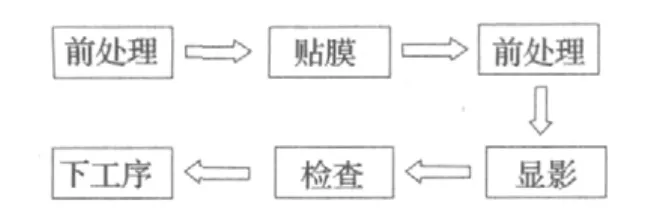
3.4 干膜图形转移流程
4 高精密度平行光曝光机图形转移技术要点
实验以制作0.05 mm/0.05 mm(2 mil/2 mil)密集线路做说明。
4.1 PCB板面粗糙度控制
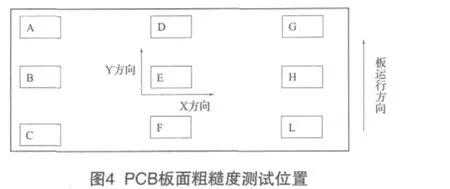
控制PCB板面粗糙度主要为增加干膜与PCB覆铜箔表面结合力。主要指标为:Rz值≥1.5 mm,控制范围:1.5 mm ~ 2.5 mm。磨痕测试为上面12 mm、12 mm、12 mm;下面12 mm、12 mm、12 mm。实验测试位置如图4,测试结果Rz值记录见表1。
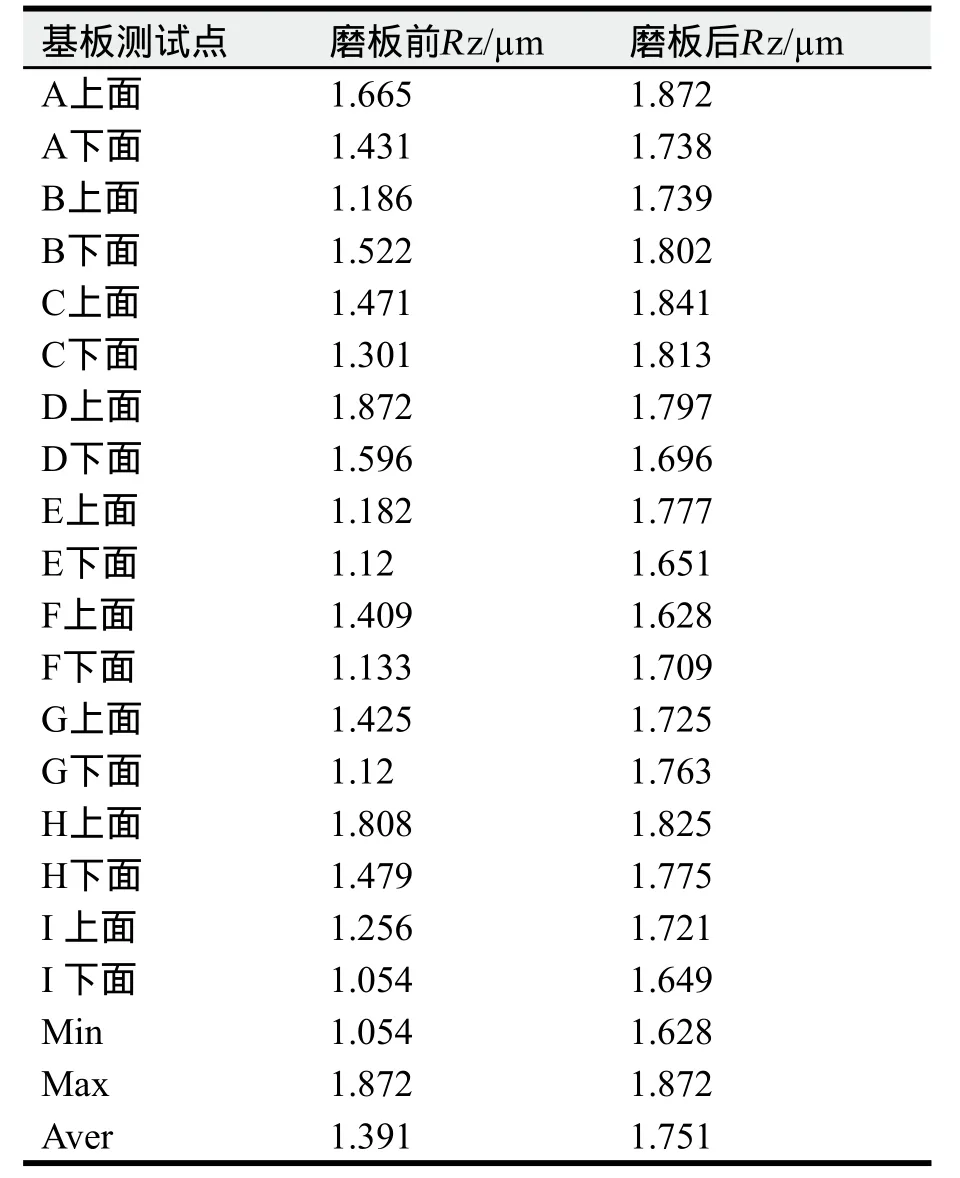
表1 PCB板面粗糙度Rz值
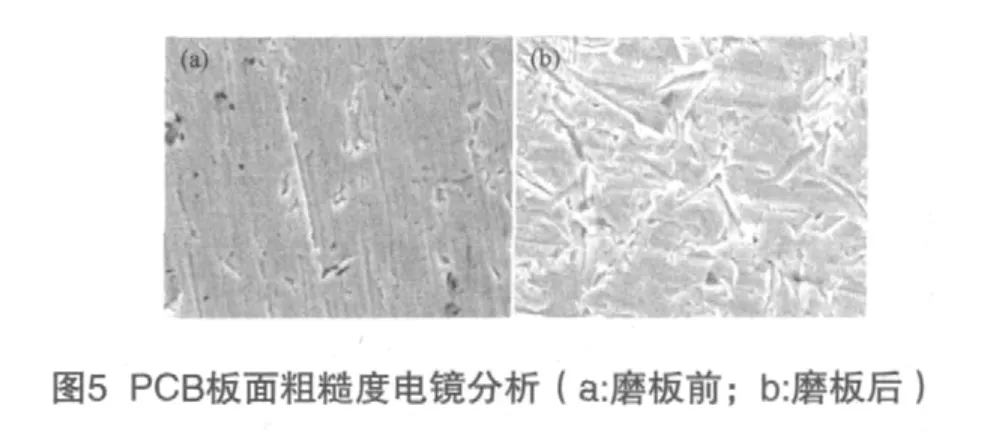
实验表明PCB板面粗糙度在磨板之前,Rz最小值为1.054μm,最大值为1.872μm,平均值为1.391 mm,均匀性比较差而且不满足实验指标。而打磨后的PCB两面的粗糙度比较均匀,平均在1.751 mm左右。图5是磨板前后PCB板面的SEM图片,未经过磨板之前(图5a),表面不够粗糙 ,没有峰状起伏的沟槽;经过磨板之后(图5b),表面粗糙、均匀、沙粒化、多峰状,满足粗糙度要求。
4.2 贴膜技术控制
用印刷电路板干膜,利用由内而外的加热方式,加热两支压膜滚轮,由两组红外线测温感应器探测压膜轮的表面温度,再由精密电子温度控制器,控制加热器的加热,使得压膜轮外表的温度在压膜过程中能过于稳定,使整个感光膜牢牢的沾附在板上。实验要求压膜速度为1.3 m/min,压力为0.49 MPa(5.0 kg/cm2),热压轮负载温度≥105 ℃。温度测量位置如图5,测量数据见表2。表明贴膜过程中,温度设定在125时,过半数量在100以内,上下压膜温度基本稳定而且温度≥105 ℃,保障干膜均匀紧密的沾附在PCB覆铜箔表面上。
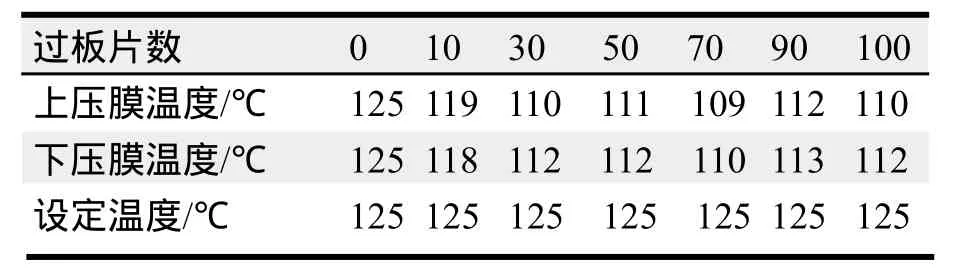
表2 贴膜温度测试数据
4.3 曝光控制
底片光密度控制: 图6是实验使用的底片照片,要求遮光度(≥4.5)与透光度(≤0.08)。测试结果见表3,表明实验所用底片的遮光度与透光度比较稳定,满足实验的要求。
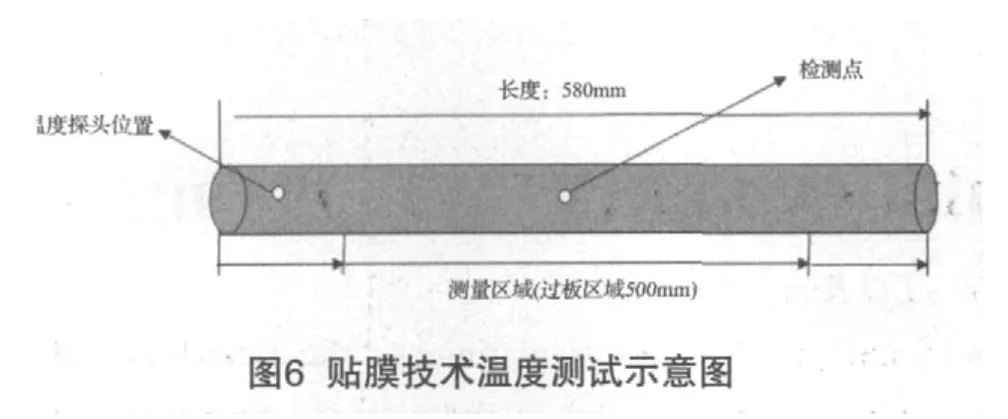
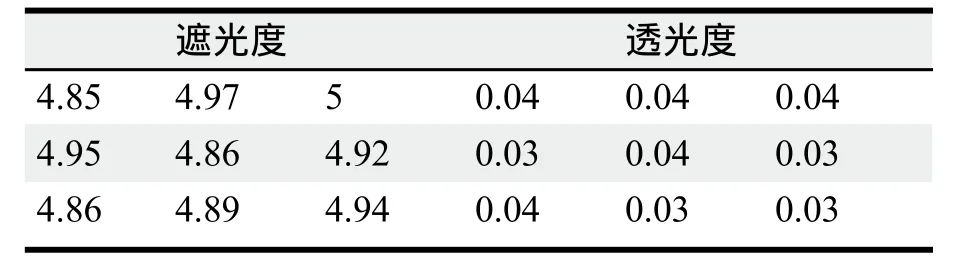
表3 底片的遮光度和透光度
曝光能量均匀性的测定:(1) 曝光能力设定:100 MJ/cm2;(2)采用九点测试法;(3) 测试工具:已经校正的UV光能量计;(4)计算方法:[1-(最大值-最小值)/(最大值+最小值)]*100%。
表4是曝光能量均匀性的测试结果,平行光曝光能量的均匀性都是大于等于85%。满足实验曝光的要求。
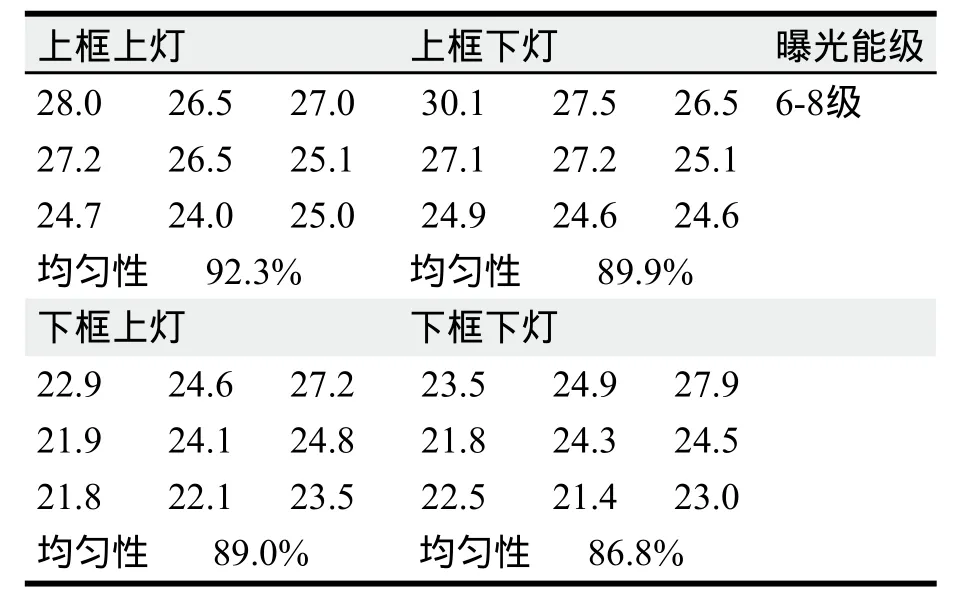
表4 曝光能量均匀性的测试
4.4 显影控制
显影液为1.0%的碳酸钠(加适量的消泡剂);显影的喷射压力0.15 MPa(1.5 Kg/cm2);显影液的温度为28 ℃ ~ 32 ℃,显影时间调整为通过显影区1/2处露铜。
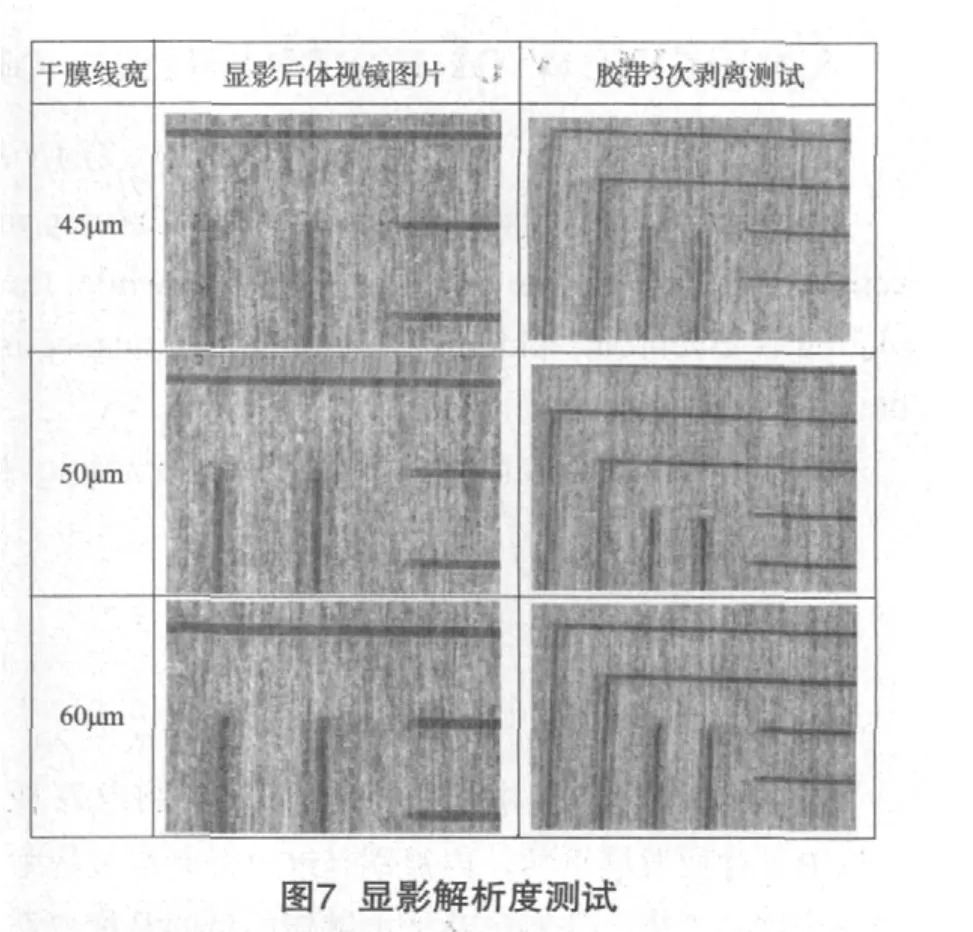
图7是显影解析度测试,显影后干膜线路经过3次胶带反复剥离测试,45μm干膜线条已可达到无甩膜翘起现象,满足0.05 mm/0.05 mm(2 mil/2 mil)线路要求。
5 总结
文章研究开发了平行曝光机图形转移技术,由原来0.127 mm/0.127 mm(5 mil/5 mil)线路能力提升到0.05 mm/0.05 mm(2 mil/2 mil)能力,实现了向精细线路的大跨越,为制作高精密度线路板提供了强大的技术基础,同时也满足了市场的需要,促进了PCB行业的发展。
[1]顾志刚. PCB用曝光机文平行光系统[J]. 印制电路信息, 2002,3:38-39.
[2]郑新武. 紫外线曝光机灯源系统设计[J]. 印制电路信息, 2011,5:21-30.
[3]杨志锋, 李寅, 陈永明. PCB曝光机自动控制系统设计[J]. 机电工程技术, 2009,38(11):43-45.
