磷酸酯抗燃油劣化的原因分析及处理
2012-07-30王国蓉
王国蓉
(望亭发电厂,江苏 苏州 215155)
0 引言
随着高参数、大容量机组的大量投产使用,抗燃油越来越普遍地应用在电液控制(EHC)系统中,对抗燃油油质的监督检测也成为化学监督的重要组成部分。EHC高压抗燃油属于磷酸酯抗燃油,作为一种合成的液压油,它的某些特性与矿物油截然不同。EHC高压抗燃油与矿物油相比,具有难燃烧的特点,但同时具有毒性较高,热安定性、水解安定性较差的缺点。正因为如此,抗燃油在运行中出现劣化是必然的,具体表现为酸值上升、电阻率下降和含水量升高。为保证抗燃油的正常工作,延长抗燃油的使用寿命,运行中的维护及处理就显得极为重要。
1 望亭发电厂抗燃油劣化的过程
望亭发电厂#1,#11机组使用的抗燃油都是荷兰AKZO NOBEL公司生产的FYRQUEL EHC高压抗燃油。
#11机组抗燃油是在1997年4月机组投运时加入的,经过多年的运行,酸值逐步上升(当时指标为≤0.20mgKOH/g),电阻率逐步下降(当时指标为≥5.0×109Ω·cm)。在2006年4月机组大修前,酸值为 0.34 mgKOH/g,电阻率为 1.21 ×109Ω·cm,远远超过了运行中的指标,为此,大修期间进行了同油种的换油工作。换油3个月后酸值为0.09mgKOH/g。此后,酸值上升速度较快,换油7个月后已达到0.27mgKOH/g(超标)并稳定在此范围。2007年2月17日,硅藻土吸附滤芯到厂后,更换了滤芯,但情况仍未好转,从4月起电阻率和泡沫特性也开始超标。7月5日,酸值升至 0.30 mgKOH/g,30 日升至 0.31mgKOH/g。在酸值升高的同时,滤芯失效也趋于频繁。EHC系统主泵出口过滤器滤芯,在油质正常时一般半年更换一次,而从2007年5月到8月,短短3个月就更换了6个滤芯。在整个过程中,水分均在合格范围内。
#1机组抗燃油是在2005年9月机组投运时加入的,2006年7月4日酸值为0.06mgKOH/g,9月11日的酸值为0.14mgKOH/g,到11月8日酸值已升高到0.22mgKOH/g(超标)。2007年4月25日更换了进口硅藻土吸附滤芯,酸值仍升至0.31 mgKOH/g,电阻率也开始超标。7月5日,经华东电力科学研究院和望亭发电厂同时测定,酸值已升到0.45mgKOH/g。再次更换滤芯,7月30日酸值仍为0.44mgKOH/g,居高不下。在整个过程中,水分均在合格范围内。
2 处理的措施及效果
抗燃油的电阻率、酸值超标,显示系统中抗燃油已经严重劣化,可能引起电化学腐蚀使伺服阀泄漏失效,影响机组的安全运行。为解决这些问题,望亭发电厂与Pall公司共同分析抗燃油劣化的原因,讨论解决方案。在酸值如此高的情况下,盲目投用离子交换滤油机处理会产生大量的水,对设备会造成更大的危害,可采用的应急办法:用新油更换EHC系统中的部分油,将酸值降至0.30mgKOH/g以下,再投运离子交换滤油机(其后串联1台真空脱水滤油机脱水)。
2007年8月8 日夜班,#1机组利用调停的机会更换了2桶新油,抗燃油酸值降至0.23mgKOH/g,水分为0.05%。但9月5日酸值又回升到0.29 mgKOH/g,水分为0.08%。与此同时,换下的高酸值、低电阻率抗燃油通过离子交换滤油机1周的间断滤油,用了1个阴离子交换滤芯,酸值从0.44 mgKOH/g降至 0.20 mgKOH/g,水分却从 0.06%(指标为≤0.10%)升到0.13%。
因机组不能停机换油,8月18日开始对#11机组抗燃油进行了离子交换滤油处理。为了保证机组的安全运行,只能通过控制离子交换滤油机的投运时间来控制滤油时产生的水分。但投用的当天,由于滤油机的出力较大,而且出油直接从油箱顶部向底部冲入,使油箱底部沉淀的杂质翻出,造成抗燃油泵滤芯堵塞。经过16 d的间断滤油处理,酸值从0.39mg KOH/g 降 至 0.26 mgKOH/g,水 分 为0.14%,去酸值阴离子交换滤芯用了3个,脱水滤芯用了12个。处理情况见表1。
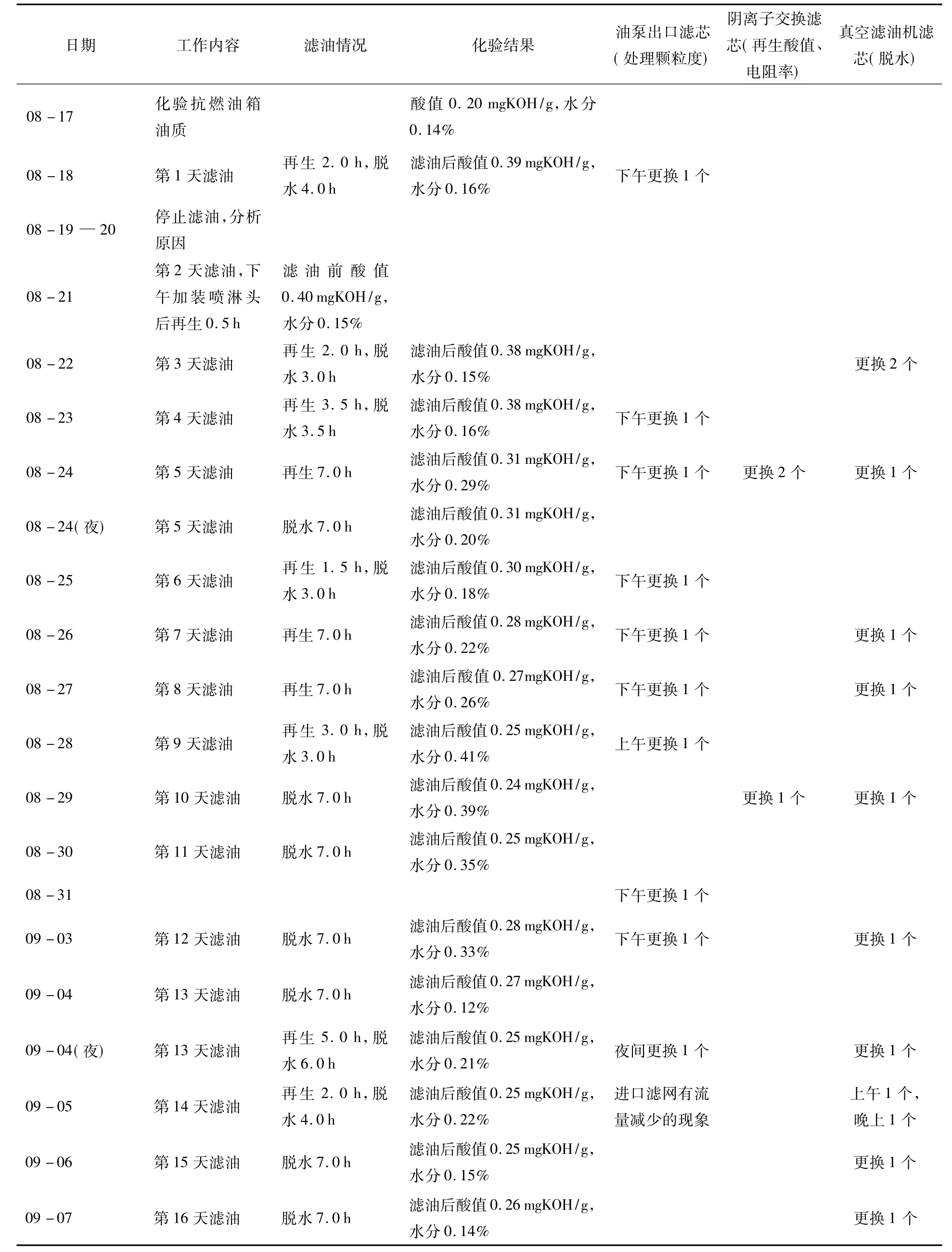
表1 #11机组抗燃油离子交换滤油处理情况(2007年)
由于用离子交换滤油机处理酸值、电阻率会产生大量的水,而水分超标又会加快抗燃油的劣化,影响酸值、电阻率等指标,望亭发电厂厂部决定停止处理。经调研后,选择了西安热工研究院有限公司专门针对抗燃油电阻率和酸值超标问题而研发的新型抗燃油再生用强极性吸附装置。
2007年9月9 日,强极性吸附再生装置到货,12日开始对#1机组的抗燃油进行连续不间断滤油。经过10 h处理,酸值由原来的0.29mgKOH/g降到 0.05 mgKOH/g,水分由原来的 0.13% 降到0.09%。后经过间断滤油,到 10月4日,酸值为0.016mgKOH/g、水分为0.017%、颗粒度为3 级(指标≤6级),电阻率也由2.40×109Ω·cm升高到4.19×1010Ω·cm,全部合格。
9月13日,用强极性吸附再生装置对#11机组抗燃油进行处理。经过间断滤油,到9月19日,酸值由原来的 0.26mgKOH/g 降到 0.09mgKOH/g,水分由0.12%降到 0.07%,电阻率也由处理前的2.00×109Ω·cm 上升到2.40×109Ω·cm,处理效果明显。在处理过程中,仍存在大量悬浮物以及主泵出口过滤器滤芯更换频繁的问题未能得到解决。为此,在10月2日停机消缺期间更换了#11机组的抗燃油,同时对#11机组高调油动机处进行了保温和加固处理。
3 抗燃油劣化原因及处理的分析与讨论
事后认真查阅了有关资料,以期找到处理抗燃油劣化的有效方法,从源头上遏制抗燃油的劣化。影响抗燃油劣化的因素有温度、金属杂质和水分等。某实验室试验显示:影响Fyrque EHC(AKZO公司)的主要因素是温度,其次是金属杂质,水分对其影响最弱。
3.1 温度对抗燃油劣化的影响
温度对抗燃油劣化的影响主要有2个方面。首先是热老化加速氧化反应,有资料显示,温度每提高8℃,抗燃油的氧化速度加快1倍。抗燃油被氧化后,会产生极性物质醌,醌不易被除去,随着其含量的增加,抗燃油颜色不断加深,电阻率不断下降。其次是热分解。
3.2 金属及密封材料对油质的影响
在基建过程或油系统检修时,总会有部分残存物(如焊渣、金属锈蚀物等)难以彻底去除,焊渣及金属锈蚀物会对油的劣化反应起到催化作用。抗燃油作为一种酯,其在催化剂(金属锈蚀物及焊渣)的作用下可部分分解。同时,抗燃油甚至能直接与某些金属物发生作用(如抗燃油可以直接侵蚀与其接触的金属铬(或镀铬)的管路系统),这种侵蚀作用又会增加油中杂质含量,促进油的劣化。
由于抗燃油的溶剂效应,它会溶解与其相容性差的物质(如皮囊的破损物、不适当的密封衬垫等),这种溶解物与油相互作用势必会改变油的理化性质,促进劣化,在油质监测时表现为酸值增大、电阻率下降和起泡倾向增加。
3.3 水解
由于抗燃油的密度为1.13 g/cm3(20℃),大于水的密度,故进入油箱的水分难以排出,从而加速了油品的劣化,酸值也逐渐升高。
从此次望亭发电厂抗燃油劣化的情况看,整个过程中油中水分均未超标,故水解不是该油质劣化的主要原因。
3.4 在线再生装置未真正起到作用
抗燃油在机组运行过程中,受温度、压力、水分和空气的共同作用会发生氧化和水解等类型的化学反应,生成酸性和胶质的劣化产物,进而形成油泥等,使油的酸值升高。有数据表明,磷酸酯在约14MPa压力下以130 L/min流速通过伺服阀,油温可升高20℃,而抗燃油的电阻率可从20℃时的1.20×109Ω·cm降到90℃时的6.00×108Ω·cm。另外,抗燃油中的苯类物质会氧化生成醌类物质,随着醌类物质量的不断积累,油的颜色会逐渐加深,由于这些醌类物质对油的电阻率有影响,所以,随着油的颜色不断加深,油的电阻率也会逐渐降低。
在机组中安装油再生装置的目的是及时除去油中的各种劣化产物,保证油质的各项指标运行正常。硅藻土再生装置起再生作用的是硅藻土吸附剂,然而由于硅藻土具有微孔孔径太大(50~80 cm)和无极性吸附(吸附选择性差)性能等缺陷,所以,硅藻土的再生功能较弱,仅能控制正常运行油的酸值,当油质劣化后,产生的酸性物质增多,酸值就难以控制。同时,由于硅藻土中的Mg2+,Ca2+能与油中的劣化产物反应生成金属盐,产生凝胶状析出物,造成滤芯频繁失效。
4 经验教训
(1)对于AKZO NOBEL公司生产的FYRQUEL EHC高压抗燃油,温度是引起其劣化的最主要因素,应避免出现油系统局部过热或油温过高的现象。
(2)抗燃油是一种磷酸酯,它能遇水发生水解反应生成酚和羧酸,生成的羧酸反过来可作为水解反应的催化剂。抗燃油在运行时基本上为密封状态,为防止水分渗入,应在油箱顶部装入干燥剂。一般情况下,水分的来源主要是空气中的潮气,如油箱盖密封不严,干燥剂失效,水分可通过油箱顶渗入。所以,要经常检查、更换呼吸过滤器中的干燥剂,或选择更有效的防潮填充剂,防止空气中的水分进入抗燃油而引起油质劣化。
(3)加强再生装置的运行管理。对于运行中的抗燃油,应做到机组运行时再生装置连续投入,机组停、备用时再生装置定期投入,以免机组停运后油箱冷却产生凝结水而导致抗燃油水解。吸附剂在使用前应确保其干燥,因为潮湿的吸附剂会向油中释放水分,加快油的水解。
(4)由于硅藻土本身具有微孔孔径大、无极性吸附、含有害的金属离子等缺点,可以考虑把再生装置中的吸附剂换成活性氧化铝或801吸附剂,从而强化在线再生装置的效果。
(5)当油质劣化时,采取切实可行的处理措施是首选,部分换油的措施并不可取,因为劣化油的酸性劣化产物会对新油产生催化劣化作用,从而使油质迅速劣化而无法达到预期目的。
(6)坚持预防为主,处理为辅的原则。由于硅藻土的再生功能较弱,仅能控制正常运行油的酸值,当油质劣化后,产生的酸性物质增多,酸值就难以控制。应该控制抗燃油酸值在0.10mgKOH/g以下,避免酸值过高而难以处理。
(7)做好新抗燃油的验收工作,加强油质的监督工作,杜绝因监督工作不到位而发生油质的严重劣化。
(8)加强抗燃油系统的维护,特别是检修后要保证其清洁,防止因系统内存在杂质而加速油质劣化。
5 加强抗燃油日常监督管理的措施
为保证抗燃油在运行中的品质处于可控、在控状态,采取了适当的措施并严格执行,使得抗燃油系统自2008年后未再发生过严重的异常情况。
5.1 设备采取的措施
(1)要求相关专业认真检查系统,防止油系统与高温部件、管道接触,对于有超温现象的机组,应在检修时安排解决,避免因超温而加速油质劣化。
(2)改进抗燃油油箱。没有呼吸器的增设呼吸器,有呼吸器无法放干燥剂的改型后增放变色干燥剂,以免空气中的水分进入抗燃油。
(3)抗燃油系统检修时,要保证系统清洁,防止杂质催化抗燃油的劣化。严禁使用汽油及含氯较高的溶剂清洗,充油前要用同种抗燃油进行循环冲洗,检查合格后再正式进油。
(4)在条件允许的情况下,安装在线强极性吸附再生装置。
5.2 管理措施
(1)颁发技术通知,及时执行DL/T 571—2007《电厂用磷酸酯抗燃油运行与维护导则》,严格按周期进行油质检测,在油质出现劣化趋势时,相应缩短监督周期。
(2)实行油质异常处理通知单制度,由化学专业人员、生产技术部、总工三级签字确认处理意见及完成时间后交相关专业人员,督促其及时处理。
(3)严格做好新油及备用油的质量检测、把关。(4)做好检修时的抗燃油系统验收。
(5)坚决贯彻以防为主的理念,油质一旦有劣化趋势,迅速采取有效措施进行处理,避免油质严重劣化而使处理事倍功半。
6 取得的效果
采取以上措施后,望亭发电厂抗燃油品质得到了有效的控制,油质合格率大幅度提高。其中,安装了在线强极性吸附再生装置的#1机组抗燃油油质合格率达到100%,其他未安装在线强极性吸附再生装置的机组,虽然偶有超标现象,但因为采取的措施及时、有效,都能在短时间内处理合格,为抗燃油系统的安全运行提供了强有力的保障。
[1]DL/T 571—2007,电厂用磷酸酯抗燃油运行与维护导则[J].