电加热与燃气加热网带炉的分析比较
2012-07-24宋国平
宋国平
(苏州新凌电炉有限公司,江苏 苏州 215127)
随着我国机械通用零部件行业的快速发展,热处理网带炉已广泛应用于紧固件、轴承、传动件等机械零件。随着网带炉制造技术水平的提高以及节约能源等要求,网带炉第3代产品——托辊型网带炉的加热方式从利用金属电热元件加热发展到利用燃气加热。下文以设计产量均为1 000 kg/h的托辊型电加热网带炉与燃气加热网带炉为例进行分析比较。
1 热量产生装置
1.1 电加热辐射管
电加热网带炉的热量产生装置通常采用辐射管,如图1所示,其由金属外管和内置鼠笼式结构的发热体组成。根据不同的使用温度,辐射管采用的材质也有所不同。淬火炉辐射管的金属外管材料为SUS310S,最高使用温度可达1 200 ℃;回火炉辐射管的金属外管材料为SUS304,最高使用温度可达800 ℃。
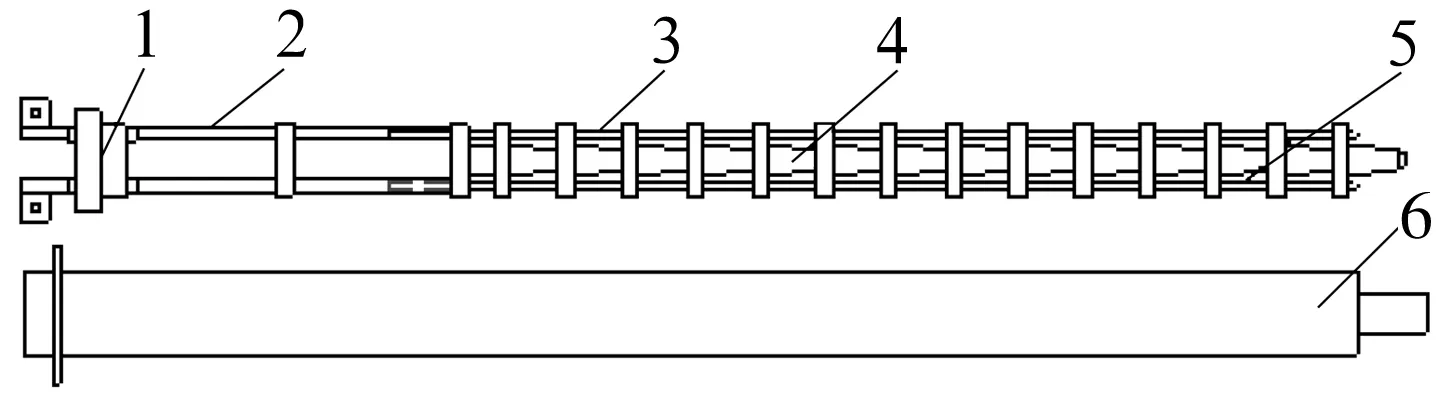
1—绝缘陶瓷盖;2—接线引出棒;3—电阻丝;4—刚玉绝缘陶瓷片;5—鼠笼式发热体;6—金属外管
内置鼠笼式结构的发热体由金属电热元件和刚玉绝缘陶瓷片组成。金属电热元件为电阻丝,其常用的材料为镍铬合金丝和铁铬铝合金丝。镍铬合金丝在空气中加热后,表面形成一层较硬的Cr2O3保护膜并紧附在合金基体上,熔点比合金基体高,可经受交替性的加热和冷却,抗蚀能力强,高温力学性能好,常温易于加工和焊接,电阻率大,电阻温度系数小,功率稳定。淬火炉上常用的为Cr20Ni80合金丝,其含有较多的镍,价格相对铁铬铝合金丝较高。铁铬铝合金丝的熔点比镍铬合金丝高,在空气中加热后表面形成一层较硬的Al2O3保护膜,熔点比合金体高。铁铬铝合金丝的电阻率大,电阻温度系数小,但有脆性,加工性能差,高温时强度低,元件易变形倒塌,故使用在回火炉上较多,常用的为0Cr25Al5合金丝。
1.2 燃气烧嘴
燃气加热网带炉的热量产生装置俗称燃气烧嘴,为便于使用、维护以及节能,淬火炉与回火炉均采用相同的明火高速烧嘴。高速烧嘴使燃料与助燃空气在燃烧室内基本实现完全燃烧,燃烧后的高温气体最高以150 m/s的速度喷入炉内,强化对工件的对流传热,促进炉内气流的循环,达到炉温均匀和提高加热效果的目的。SIC型燃气烧嘴燃烧系统如图2所示,燃气烧嘴控制相对复杂,其由点火电极、烧嘴控制器、燃气与空气比例阀、燃气与空气管路相应的球阀、蝶阀等组成。烧嘴的结构如图3所示。
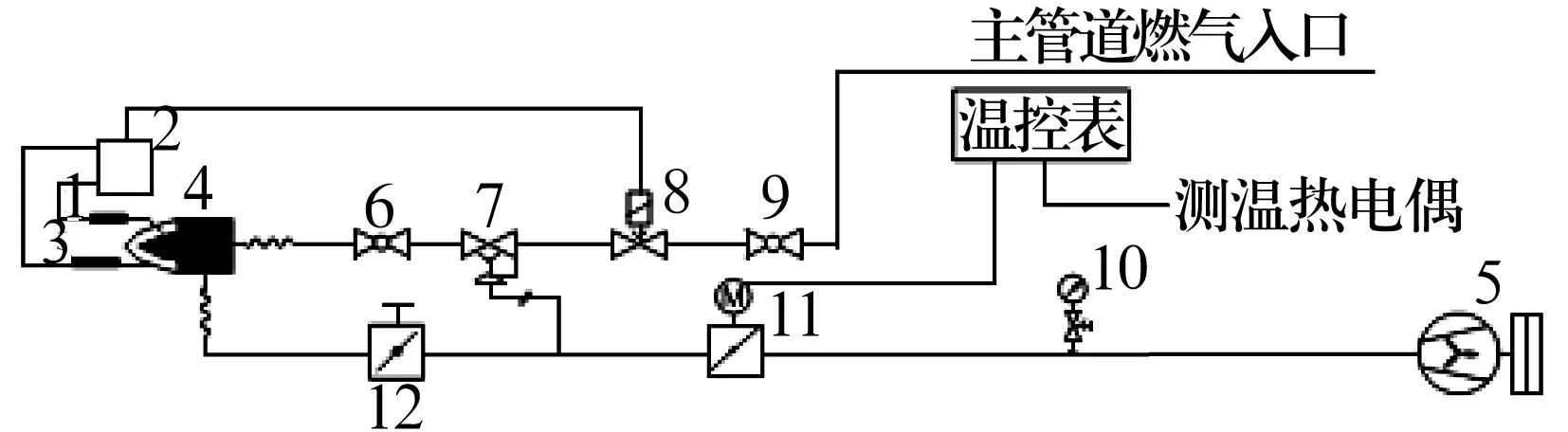
1—检测电极;2—烧嘴控制器及变压器;3—点火电极;4—烧嘴;5—助燃风机;6,9—手动阀;7—空/燃比例阀;8—燃气电磁阀;10—压力表;11—空气电动执行器;12—手动蝶阀

1—燃气入口;2—点火电极;3—空气入口;4—空气预热器;5—火焰口;6—陶瓷套管
2 热量控制方式
2.1 电加热网带炉
主电路采用空气开关与SSR控制,并采用智能PID控制。正确设定PID控制器参数后可有效减少起始时的超调量,使工作点快速稳定。使用功率控制器作为执行元件,以PLC智能仪表通过热电偶等传感器控制电加热辐射管来调整温度。
2.2 燃气加热网带炉
燃气烧嘴的控制相对电加热辐射管复杂,其要完成炉内火焰检测、自动点火控制、燃气供给控制、助燃空气控制等。燃烧系统采用比值阀控制方式,使燃气/空气为最佳配比,减少多余空气。辐射管烧嘴在连续控制阶段可实现5∶1的调节比,在加热需求量小于烧嘴最小燃烧量时自动改为脉冲燃烧控制方式,达到精确控制炉温及最大的燃烧效率,降低能耗。通过精确模拟演算,烧嘴采用最经济的U形水平错位排列,燃烧废气通过自预热器来预热助燃空气,助燃空气预热温度达废气温度的95%,热回收利用率达92%,大大减少了CO2的排放。燃气加热网带炉还具有自动点火、系数极限联锁、点火失败锁停、火焰监测、熄火保护等自动监控保护功能。
3 成本对比
3.1 运行成本
电加热网带炉与燃气加热网带炉的运行成本在操作人员配备、介质费用方面基本相同,主要是用电与用气成本的不同。
电加热网带炉加工产品的处理效率为1 000 kg/h,生产每吨产品的用电量为480 kWh (实测),电力折标煤按1 kWh=0.35 kg标煤折算,根据网带炉的生产特性,其年消耗标煤为480×0.35×24×300=1 209 600 kg,约为1 210 t标煤/年。燃气加热网带炉加工产品的处理效率为1 000 kg/h,生产每吨产品的用气量为50 Nm3(平均值),但天然气的实际燃烧热效率为65%,则实际每吨产品用气量为75 Nm3。天然气折标煤按1 Nm3=1.214 3 kg标煤折算,根据网带炉的生产特性,其年消耗标煤为75×1.214 3×24×300=655 200 kg,约为655 t 标煤/年。对比可知,同样条件下燃气加热网带炉比电加热网带炉一年可节省555 t标煤,实际节能达45%。
另按平均电价0.8元/kWh计算,电加热网带炉每加工1吨产品的电费为384元;按天然气3.5元/ Nm3计算,燃气加热网带炉每加工1吨产品的费用为262元,则一台设计产量均为1 000 kg/h的燃气加热网带炉比电加热网带炉一年可节省费用80多万元。
3.2 投资成本
因炉型相同,仅发热方式不同,二者所用的钢材、保温材料、耐热钢材料以及传动系统均相差不大。但在热量产生装置方面,燃气加热网带炉的燃烧系统配置和控制方式上比电加热网带炉电加热辐射管复杂得多,成本也相应增大。目前投资设计产量均为1 000 kg/h的网带炉,燃气加热网带炉要比电加热网带炉的成本高1/3。
3.3 环境保护
电是二次能源,国内大多数以煤电为主,在发电过程中消耗了大量的煤炭资源,排放出大量空气污染物;而天然气是一次能源,在燃烧过程中排放量低,且热回收利用率可达92%,环境污染小。
4 实例
某紧固件公司同期安装了规格相同的电加热网带炉和燃气加热网带炉各1台,用来处理ML45钢制M6-16等各种规格的高强度紧固件,使用对比发现,除能耗相差较大外,网带炉性能及热处理品质相当,见表1。
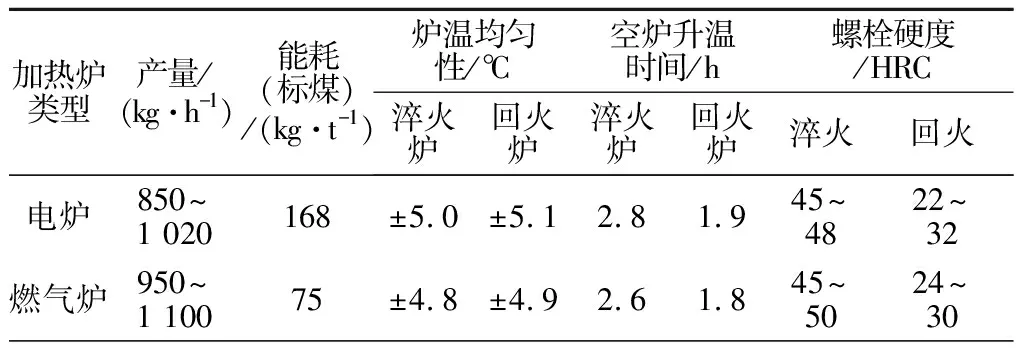
表1 电加热炉和燃气加热炉的对比
5 结束语
燃气加热网带炉较电加热网带炉的一次性投资大;燃气的具体热值比较难以确定,还存在脱火控制问题。但燃气加热网带炉同电加热网带炉一样可以实现炉温的自动、精确控制;在目前国内部分地区由于季节性电力紧张造成企业轮休的情况下,燃气加热网带炉的推广和应用可保证企业的正常生产;燃气加热网带炉的节能优势将为企业的长期经营缩减成本;天然气燃烧的排放低,污染小,符合国家提倡的节能减排产业政策,发展应用前景广阔。