中大型轴承滚道超精工序端面划伤的解决方案
2012-07-20马玉锋
马玉锋
(阜阳轴承有限公司,安徽 阜阳 236000)
1 套圈端面划伤的原因
文献[1]对中大型轴承滚道超精工序端面划伤原因进行了详细分析,端面划伤主要原因为:
(1)端面支承加工及装配精度不高,滚道超精时端面支承面的轴向跳动大;
(2)端面支承出现磨损,滚道超精时支承面的平面度、轴向跳动及表面粗糙度达不到使用要求;
(3)工件压轮机构设计、制造存在缺陷。
2 解决方案
2.1 提高端面支承的加工和装配精度
充分重视端面支承加工设备的精度,保证端面支承的平面度、轴向跳动及表面粗糙度等达到使用要求,以提高端面支承的装配精度。如当端面跳动低于0.5 μm时,可有效降低或避免端面划伤,提高轴承滚道的超精质量。
增加端面修磨机构,以保证端面支承装配后的精度。修磨机构如图1所示。在超精机床上,首先通过机床工件轴孔,定位磨头底座,确保磨头与工件轴同轴,磨头功率1.2 kW,转速2 400 r/min;磨头底座根据不同的机床型号配置,磨头可以通用;更换端面支承、使用中需修磨端面支承时,随时可以安装修磨机构修磨端面支承,装夹拆卸方便。
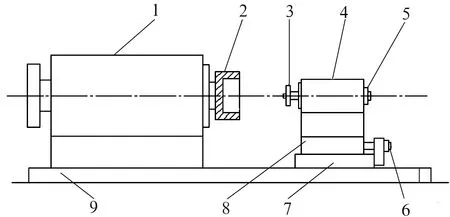
1—工件轴;2—端面支承;3—修磨砂轮;4—磨头底座;5—磨头;6—微进(退)调整螺钉;7—下滑板;8—上滑板;9—机床平台
2.2 改进压轮机构
改进前采用密封深沟球轴承作为压轮(图2),压轮与工件的接触面为一条直线或近似为直线接触,由于两压轮轴心线不同心,及两压轮轴心线AA′与工件轴轴心线BB′不垂直,导致接触压力不是正压力,存在一定夹角,有径向分力,压轮与工件接触处出现干涉,阻滞工件与支承面的同步运转,产生划伤。

图2 工件压轮与工件接触位置
改进时采用密封外球面球轴承作为压轮(图3),这样压轮与工件接触轮廓为一个点,易于调整,压力传递效率高,并避免了相互干涉;利于工件与端面支承快速同步旋转,可有效避免压轮啃伤工件端面。
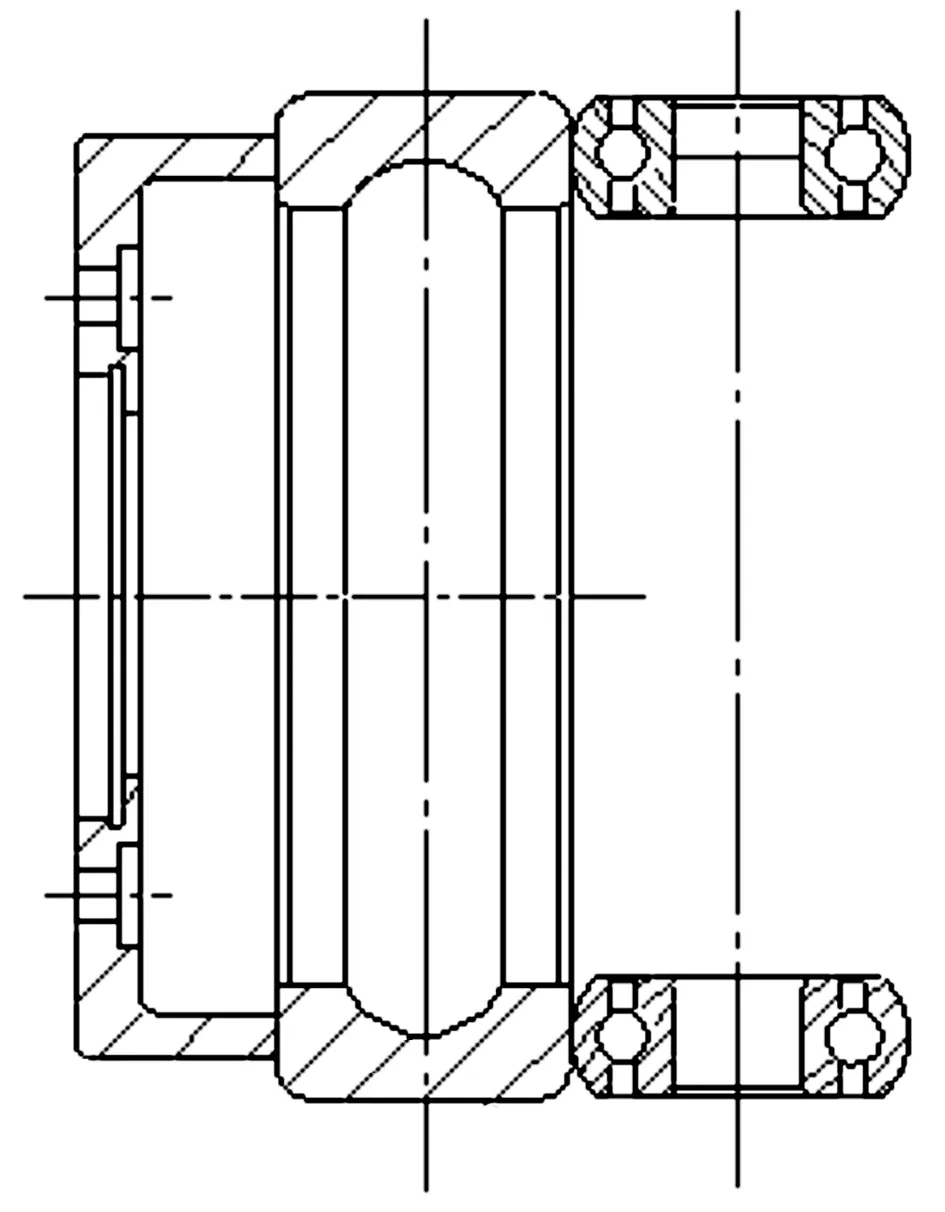
图3 改进后工件压轮与工件接触位置
2.3 提高套圈端面精度,加强超精油净化管理
提高套圈端面平面度、平行差,避免引发端面划伤。加强超精油净化管理,定期检查、更换超精油,避免超精油过脏、杂质多,造成套圈与端面支承的划擦。
3 结束语
轴承套圈端面划伤时,应仔细分析查找原因,并采取相应的解决方案,可有效解决超精工序的端面划伤问题。
