圆锥滚子轴承外圈滚道磨床送料机构的防护措施
2012-07-20吴丽丽
轴承 2012年12期
吴丽丽
(甘肃海林中科科技股份有限公司,甘肃 天水 741018)
1 上、下料机构的运动过程
3MZ2325A全自动圆锥滚子轴承外圈滚道磨床采用卡式上、下料机构,同时完成上、下料动作(图1)。上、下料机械手与连接板连在一起,连接板和机械手与推料油缸固定成一体,通过推料油缸的驱动完成机械手的伸缩动作。工件从上料道下来后,由卡式上、下料机械手将工件送至工件中心位置(磨削位置)。工件加工好后,卡式机械手退回,在退回的过程中,原来的已加工件进入下料道(完成下料),同时预加工件进入卡式机械手内,等待下一个动作。
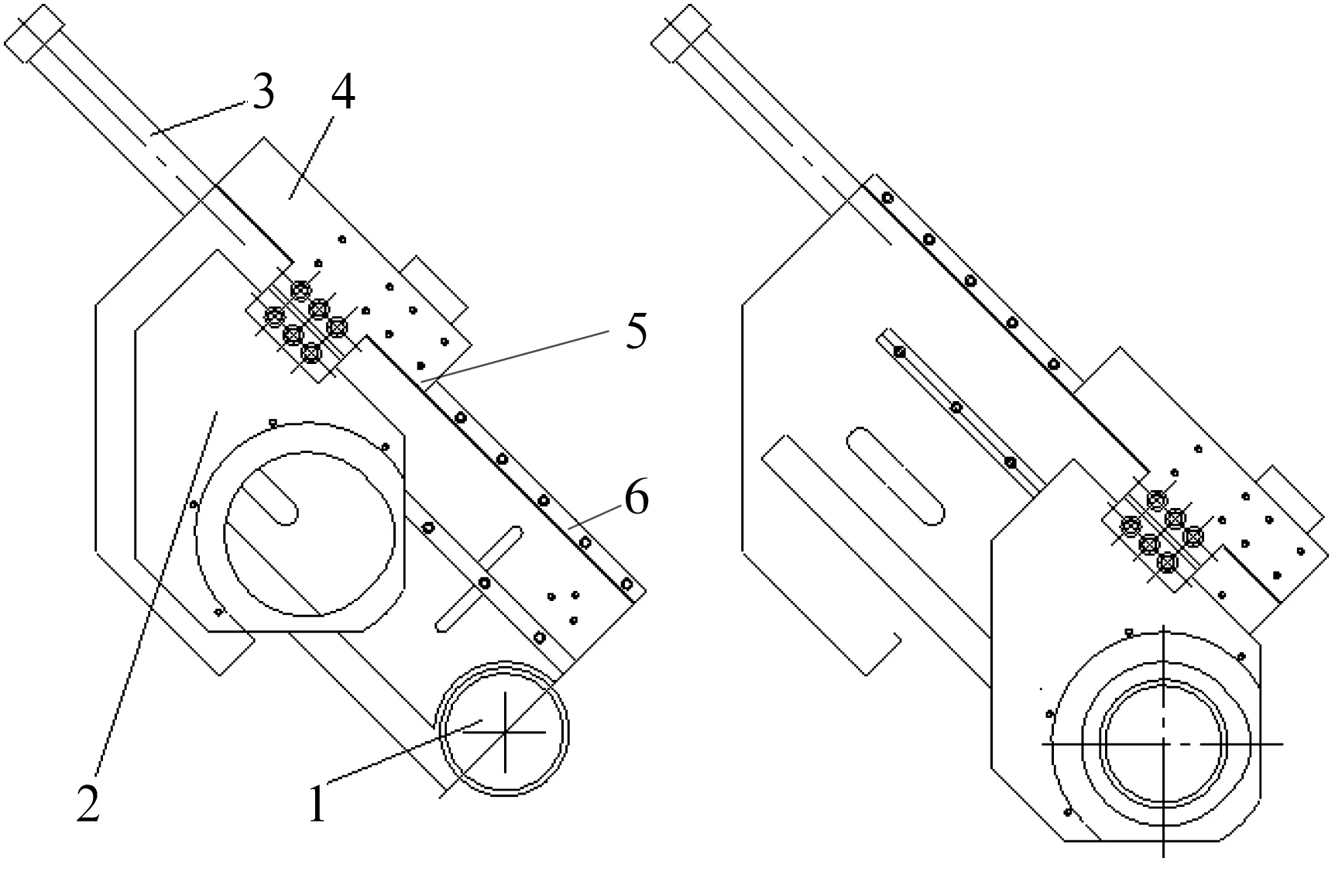
1—工件中心(磨削区);2—上、下料机械手;3—推料油缸;4—连接板;5—滑块;6—导轨
2 故障分析和改进措施
3MZ2325A磨床在使用过程中发现,伸缩油缸带动连接板和上、下料机械手在导轨上作上下往复运动时,动作不流畅,严重时出现停滞、卡死。分析原因为:工件被送至磨削区时,砂轮转动、跟进,冷却液开启,此时导轨上半部分裸露,受到飞溅冷却液和砂轮脱落磨粒的侵蚀,砂轮磨屑、铁屑和碱渍会粘结在导轨的工作面上,破坏了连接板内滑块的运动轨迹(图1中粗实线),阻碍其正常运动。
因此,制作一个长方形槽体,其长度大于裸露导轨的长度,用螺钉连接在连接板上(图2),使高压喷淋的冷却液以及混杂在一起的砂轮磨屑、铁屑无法进入导轨,起到隔绝防护的作用,保证了机械手的正常工作和直线轴承的平稳运行。

图2 上、下料机构防护罩局部示意图
3 结束语
采取防护措施后,使用效果良好,减少了上、下料机构的故障率,提高了设备稳定性和可靠性,使其循环动作紧凑、流畅,获得了较高的工作效率。
