无小挡边圆锥滚子轴承
2012-07-20刘致文
刘致文
(洛阳伊崧精密轴承技术开发公司,河南 洛阳 471003)
圆锥滚子轴承在结构上属分离型轴承,即外圈可以脱离内组件。内组件由滚子、内圈、保持架组成,依靠内圈上的大、小挡边锁住滚子和保持架,并将滚子置于内圈滚道中,形成不可分离的组件。这种结构的轴承由于内圈小挡边的存在,使滚子在有限的滚道宽度中不能加长,制约了轴承承载能力的提高;对轴承的加工精度和材料的利用率产生影响,且热处理中易出现淬火裂纹;轴承在组装上离不开机床和模具,安装使用时小挡边易碎裂。
为解决上述问题,对轴承的整体结构进行改进,设计出了无小挡边圆锥滚子轴承[1]。改进前,滚子装配时需要对保持架进行扩张,使保持架窗孔小端的梁向外移动相当于两个小挡边宽度的距离,此时装入的滚子方可向外移动,才能使滚子顺利地进入滚道中,然后用装配模具使扩张的保持架收缩至原始状态,完成轴承的组装。改进后,将轴承小挡边取消,在大挡边上增加凸缘(图1),使滚子在保持架不需要扩张的情况下顺利进入内圈滚道中。保持架结构为配合大挡边结构的改进,其锥体大端增加内弯边(图2)。

图1 内圈 图2 保持架
改进后保持架的冲压工艺流程为:切料成形→切底→冲窗孔→压孔坡→车端面内径→初弯边→终弯边→二次车内径(弯边内径)。保持架弯边模具结构如图3所示。
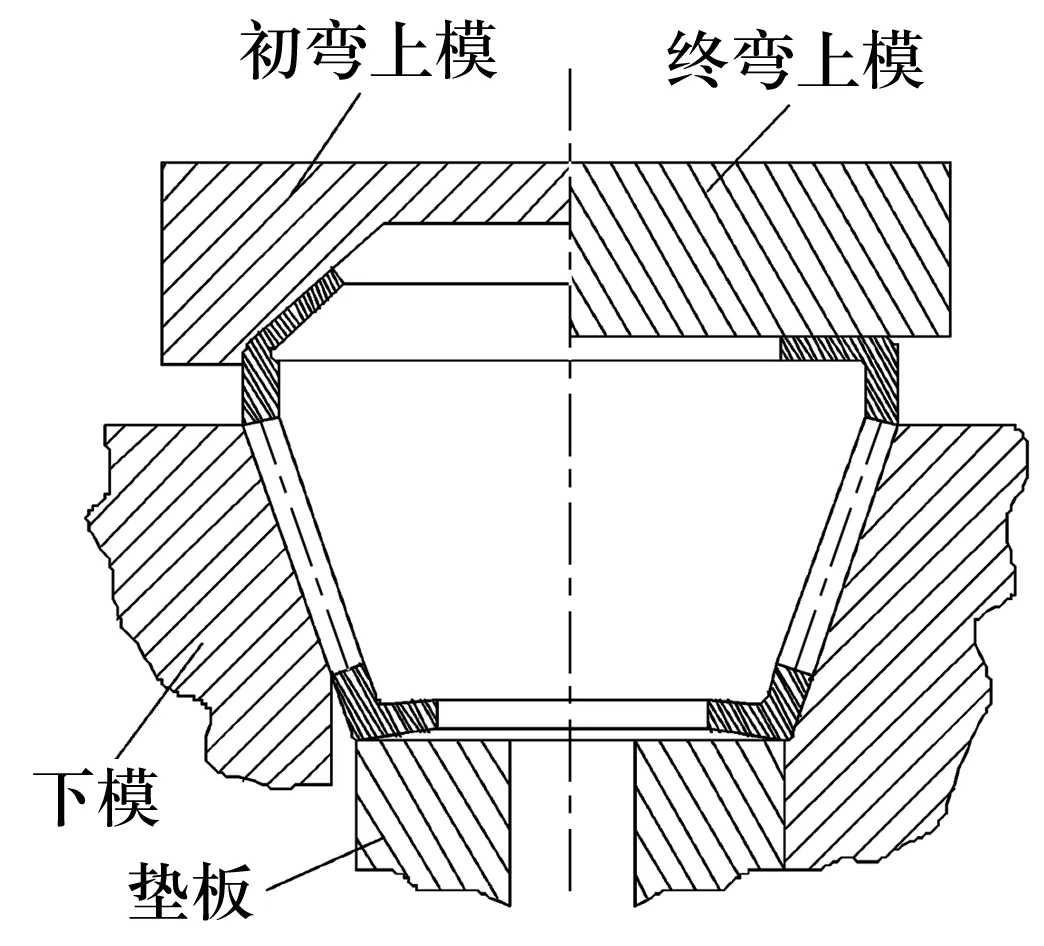
图3 弯边模
改进设计的32216轴承结构如图4所示,其综合特点为:
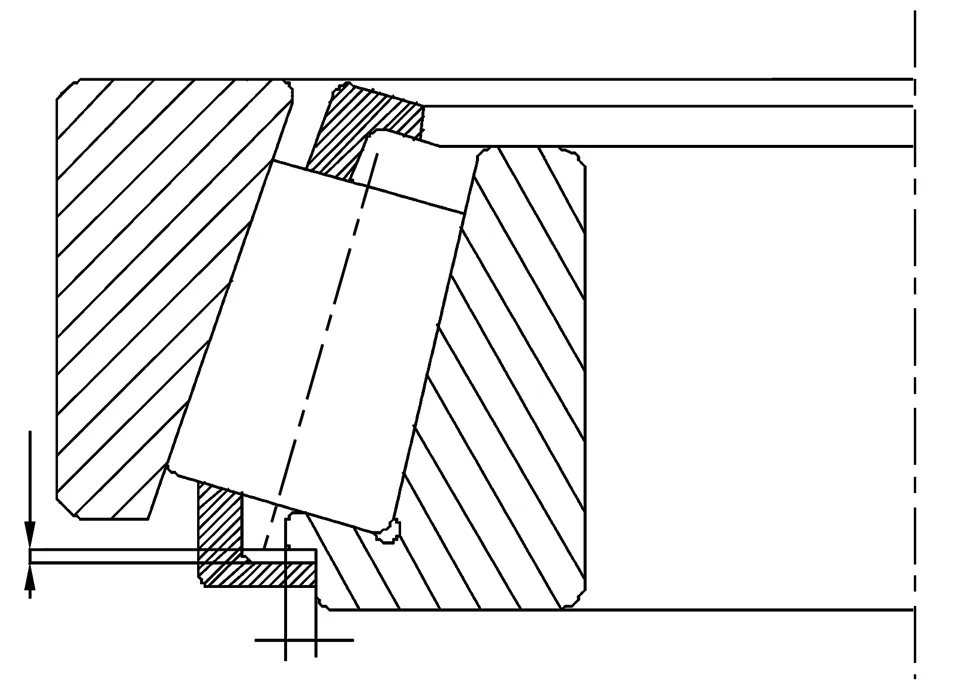
图4 32216轴承
(1)在大挡边外径不变的情况下向外径方向延伸出一凸缘,锁住保持架;
(2)保持架在原有基本结构、尺寸不变的情况下,在窗孔大端方向加入向内的弯边呈C形;
(3)内组件装入后依靠大挡边凸缘与保持架弯边内径尺寸的过盈配合而不脱落,完成组装;
(4)取消内圈小挡边,便于加工,加工精度、生产效率和材料利用率得以提高;
(5)内组件装配不需要对保持架进行扩张,保持了原冲压精度,装配无噪声。
