基于材料透气性参数的食品真空冷却过程中温度分布的理论研究
2012-07-19潘迎捷
韩 志,谢 晶,潘迎捷
(1.浙江海洋学院船舶与建筑工程学院,浙江舟山 316004;2.上海海洋大学制冷及低温工程系,上海 201306)
真空冷却是一种通过低压下水分汽化带走热量,从而达到快速降温的方法[1]。近几年来,该技术在食品冷却中的应用越来越广泛。与其它常用的食品冷却方法相比,该技术的主要特点是:温度下降速度快、食品中的水分损耗大和处理过程卫生安全[2]。同时,对比表面积大及多孔状的食品真空冷却时,食品温度分布均匀[3]。但是,对其它一些食品冷却时,冷却效果不够理想。陈羽白等人[4]对菜心进真空冷却实验,考察了冷却过程中温度随时间的变化情况及相互关系,发现冷却均匀性较差;ZHENG HONG-BIN等[5]以卷心菜为实验对象,发现卷心菜的表叶和中心处存在的温差较大;KARL等[6]对熟牛肉进行真空冷却实验,同样发现冷却过程中熟牛肉的温度分布均匀性较差。以上学者关注到了温度分布均匀性问题,并对具体的食品的冷却过程提出了相应的工艺措施。但是缺乏相应的理论支持,也没有对温度分布进行系统研究。
在真空冷却过程中,由于真空室内各点压力均衡,食品个体都处于相同的压力环境,使得食品个体本身都形成了相似的冷却系统。因此,采用真空冷却批量处理食品时,排除食品个体本身的差别,食品个体的降温情况是相似的。食品真空冷却的这个特点,使得通过研究食品个体的冷却状况来考察食品整体冷却状况的途径是可行的。本文将研究食品个体在真空冷却过程中的温度分布,并分析各相关参数的影响。旨在探寻真空冷却过程中提高食品温度分布均匀性的方法。
1 温度分布不均匀的原因
在真空冷却过程中,食品中的水分在低压下汽化,产生水蒸气。在真空泵抽气的作用下,水蒸气进入真空室的自由空间,随后被抽走。因此,对于食品内部的水分汽化产生的水蒸气来说,需要克服食品结构带来的阻力,才能进入真空室的自由空间。同时,将食品看成是各向同性后,内部的气体将沿阻力最小的路径(内部到食品表面的最短距离)排出。
因此,一般来讲,对于多孔状食品的真空冷却(如:面包[7]),其内部汽化产生的水蒸气可以通过孔隙顺利到达自由空间;对于比表面积大的食品的真空冷却(如:生菜[8]),尽管其结构对水蒸气有一定的阻力,但是内部到表面的距离很短,产生的水蒸气也可以顺利到达自由空间。这两类食品真空冷却后,温度分布均匀性好,适合采用真空冷却进行处理。但是,对于结构紧密型且内部到食品表面的最短距离较大的食品(如:大块牛肉[6])真空冷却时,食品内部产生的水蒸气排出时遇到的阻力较大,难以迅速排出,阻碍了汽化的进行。阻力越大,汽化强度越小。因此,食品内部的温度下降速度存在差异,使得温度分布均匀性较差。
需要指出的是:对于具体的某种食品,由于其自身各部分之间的水分含量、水分活度、质构等参数的不同,使得它们在相同的低压环境中,水分的汽化强度不同。降温快慢取决于其水分的汽化量,因此也会造成真空冷却过程中温度分布不均匀的状况。例如:青菜在真空冷却过程中,根、茎、叶都会有不同的降温曲线。
2 温差表达式的推导
为了使得研究具有普遍性,将不考察具体的某种食品真空冷却,而是研究各向同性的理想食品真空冷却过程中的温度分布。
食品温度对应的饱和蒸气压力计算公式为[9]:

式(1)中:P′为食品温度对应的饱和蒸气压力,Pa;T为食品的温度,℃。
当真空室内压力低于食品温度对应的饱和蒸气压力时,水分开始汽化,其表面处的蒸发速率为[10]:


式(3)中:q为单位时间内水分汽化带走的热量,W;r为汽化潜热值,kJ/kg;m˙为食品中汽化产生的水蒸气的质量流量,kg/s。
由上一节中分析结果可知,食品内部水蒸气进入自由空间时,因为受到阻力,使得不同部位汽化强度不同,表面汽化强度最大。现定义:食品真空冷却透气性参数值是指在温度分布均匀时,各向同性的食品在气体稳定透过时,距离表面处最短距离为单位距离的某点处汽化强度和表面处汽化强度的比值,称为真空冷却过程中该食品的透气性参数值。食品真空冷却过程中的透气性参数值可用公式表示为:

式(4)中:qi为食品内部距离表面处最短距离为单位距离的某点处的汽化强度,W;qs为食品表面的汽化强度,W;kp为食品材料透气性参数值。
现将内部点的汽化等价为以该点处的温度均匀分布时的汽化。表达式为:

式(5)中:qs,i为以内部点温度均匀分布时表面处的汽化强度,W;m˙s,ti为表面点温度等于内部点温度 ti时表面处汽化产生的水蒸气的质量流量,kg/s;L为食品内部点到表面的最短距离,m。
从而,将内部点的汽化转换为表面点的汽化。表达式为:

式(6)中:P′ts为食品内部点温度ti对应的饱和蒸气压力,Pa。
内部点的某时刻单位时间内温度下降为:

式(7)中:c为食品的比热容,J/(kg·℃);m为质量,kg;ρ为食品的密度,kg/m3。
因此,任何两点(如图1中的点1和点2)间在某时刻单位时间内产生的温差为:

式(8)中:Δt1、Δt2分别为点 1、点 2 处的温度下降值,℃;P′t1、P′t2分别为点1、点2处的温度t1、t2所对应的饱和蒸气压力,Pa;L1、L2分别为点1、点2到表面的最短距离,m。
3 影响温度分布的参数分析
温差的产生直接影响温度分布的变化。因此,通过研究两点间的温差变化,来分析相关参数对温度分布的影响。以下将以初始温度均匀的各向同性的食品作为研究对象,考察其在真空冷却过程中的温度分布。
3.1 r、kf、c、ρ、kp对温度分布的影响
现将式(8)中的 Δt1、Δt2相除,可得:

可知,r、kf、c和 ρ对达到预定温度时的总温差没有影响。从式(7)中可知,r、kf、c和 ρ(不考虑这 4 个参数随温度的变化)是温度变化表达式的系数项,直接影响温度变化的速度。r、kf越大,c、ρ越小,那么温度下降的速度越快。
kp主要跟食品的透气性有关,0<kp<1,透气性能越好,kp值越大。kp值的极限为1(即完全不计透气过程中食品结构的阻力),那么从温差公式可以得出,整个过程将没有温差的产生。kp值较大的多孔性食品适合采用真空冷却。在其他参数不变的前提下,式(9)中kL1-L2p的越接近于1,即Δt1、Δt2的值趋于相等。因此,提高kp值是提高温度分布均匀性的一个措施。
食品的尺寸,关系到内部点到表面的最短距离L。食品内部到表面的最短距离越小,式(6)中的kLp值就越接近于1,因此该点的汽化强度也越接近于表面。因此,该点在冷却过程中和表面的温差越小。此类食品的特征是比表面积大或体积小,叶菜类蔬菜和颗粒食品是此类食品的代表,适合采用真空冷却。因此,食品的比表面积和个体体积直接影响到温度分布。内部点到表面的最短距离越小,温差也就越小,温度分布越均匀。从图(2)中可以看出内部到表面的最短距离对温度分布的影响。等温线和等距离(内部到食品表面)线是重合的。显然,将食品切片[11]、粉碎是减小温差的有效措施。
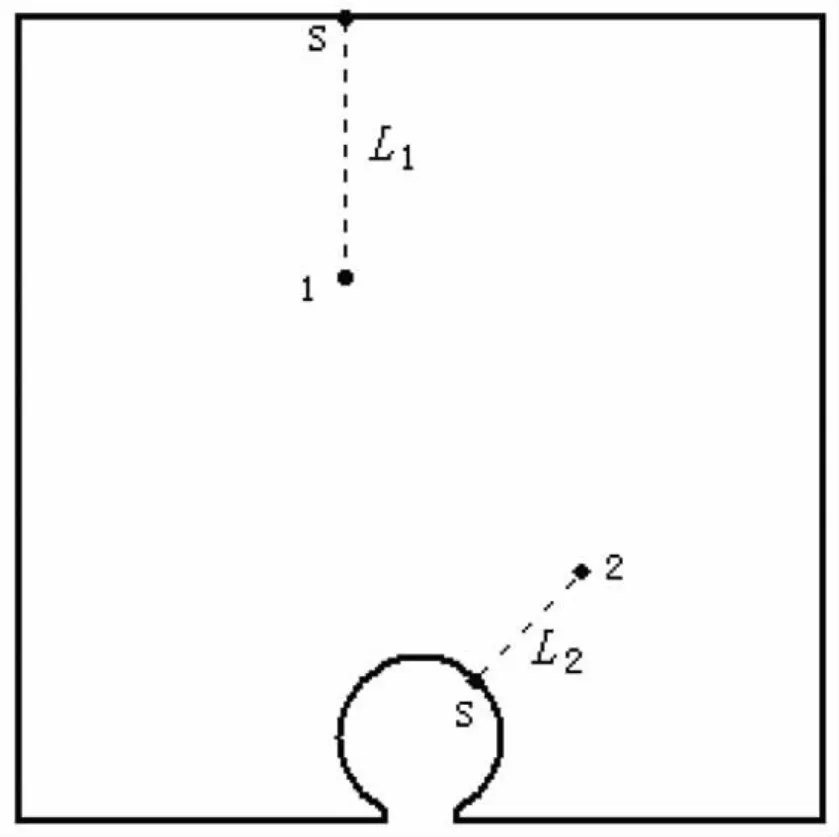
图1 无限长等截面食品的截面图Fig.1 The sectional view of infinite constant-dimension food
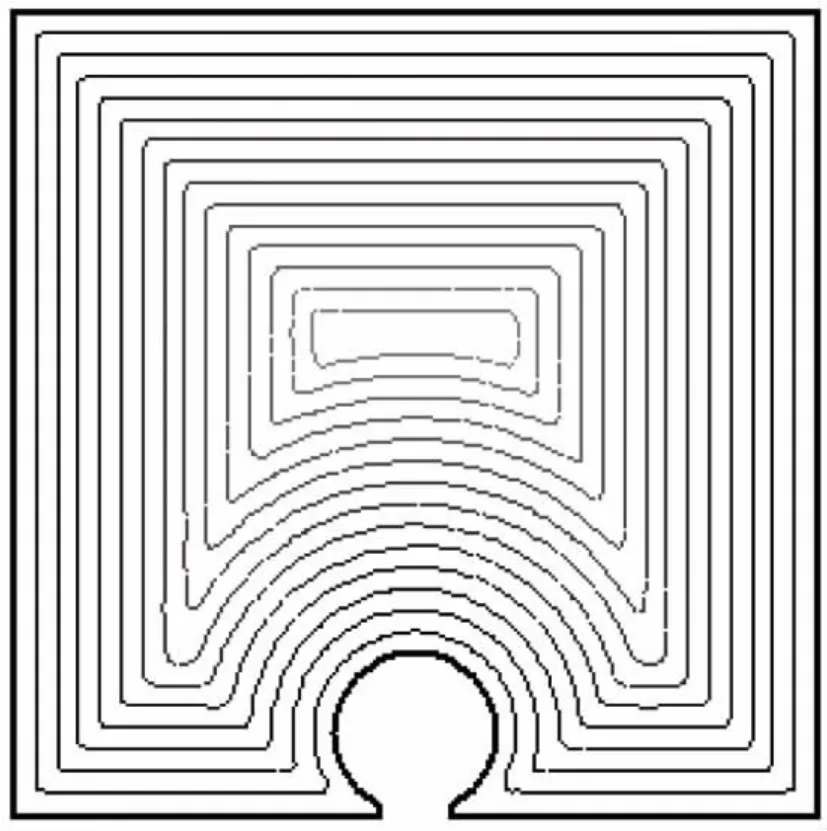
图2 真空冷却过程中食品内部等温线Fig.2 The isothermal in the food interior during vacuum cooling
3.2 Pvc对温度分布的影响
上述参数(除了r)都是跟食品本身有关系,因此当冷却对象(包括其形状和温度)已经确定,改变真空室压力(即温差公式中的Pvc)变化是影响温度分布的唯一途径。
为了便于分析,对式(8)进行简化,设点2为食品表面点,即L2=0。可得内部点(图1中的点1)和表面点(图1中的点S)之间的温差表达为:

由上式可知:若Δt>0,则说明此时刻点1处温度下降速度大于表面;若Δt<0,则相反;若Δt=0,则说明二者的温度下降速度相等。
冷却开始时,P′t1和P′ts相等,则 Δt1,s<0。表面温度下降的速度高于内部点,且二者温差不断增加;当(P′t1-Pvc)时,二者的温降速度相等,温差将保持不变;当(P′t1-Pvc)时,表面温度下降的速度低于内部点,二者的温差将变小,温度分布更均匀。显然,减小表面和内部的温差的必要条件是:

从上述分析中得知,在开始冷却阶段,表面温度下降的速度高于内部点,t1>ts,那么P′t1>P′ts。同时,为了保持冷却的进行,P′ts≧Pvc。而不同的食品值是不同的,0。那么要确保温差减小(即不等式(11)成立),应取Pvc=P′ts。但是,从公式(2)可知:当二者相等时,表面将停止汽化。因此,要使得食品表面温度降到冷却预定的终了温度,可取Pvc=P′t0(P′t0为冷却预定的终了温度对应的饱和蒸气压力),那么整个冷却过程为:食品表面快速降温至t0,然后停止降温。内部各点持续降温,直到温度分布达到满意的状况。需要补充的是:在实际过程中,尽管汽化换热是食品温度变化的主导因素,但是食品和真空室内气体发生的对流换热、食品和真空室内壁发生的辐射换热、食品自身各部分之间的导热都会影响食品温度的变化。因此,建议根据具体情况的不同,Pvc可在[P′t0-200 Pa,P′t0+200 Pa]之间选取。
4 结论
以各向同性的理想食品作为研究对象,推导出真空冷却过程中食品各部分温差的表达式。并分析了各相关参数对温度分布的影响,对于提高真空冷却过程中食品温度分布均匀性有重要的现实指导意义。主要结论为:
(1)食品内部点的汽化可以等价为以该点处的温度均匀分布时的汽化。从而,将内部点的汽化转换为表面点的汽化,有利于对食品内部点汽化的研究;
(2)食品的比热容、沸腾系数和密度影响温度下降的速度,但是对达到预定温度时的总温差没有影响;
(3)提高食品的透气性参数值和减小食品内部点到表面的最短距离,可以减小温差;
(4)可以通过调节真空室的压力变化,提高食品温度分布均匀性。
[1]SUN D W,ZHENG L Y.Vacuum cooling technology for the agri-food industry:Past,present and future[J].Journal of Food Engineering,2006,77(2):203-214.
[2]谢 晶.食品冷冻冷藏原理与技术[M].北京:化学工业出版社,2005:176-180.
[3]HANDE M O,HARUN K O.Effect of pressure on the vacuum cooling of iceberg lettuce[J].International Journal of Refrigeration,2009,32(2):402-410.
[4]陈羽白,林海英,赵华海,等.菜心真空预冷效果的实验研究[J].农业工程学报,2003,19(5):161-165.
[5]ZHENG H B,HSUEH C F.Multi-stage vacuum cooling process of cabbage[J].Journal of Food Engineering,2007,79(1):37-46.
[6]KARL M D,SUN D W.Effect of evacuation rate on the vacuum cooling process of a cooked[J].Journal of Food Engineering,2001,48(3):195-202.
[7]KARL M D,SUN D W.Vacuum cooling technology for the food processing industry:a review[J].Journal of Food Engineering,2000,45(2):55-65.
[8]HE S Y,LI Y F.Experimental study and process parameters analysis on the vacuum cooling of iceberg lettuce[J].Energy Conversion and Management,2008,49(10):2 720-2 726.
[9]WANG L J,SUN D W.Modelling vacuum cooling process of cooked meat-part l:analysis of vacuum cooling system[J].International Journal of Refrigeration,2002,25(7):854-861.
[10]SMITH R E,BENNETT A H.Mass-average temperature of fruits and vegetables during transient cooling[J].Transactions of the ASAE,1965,8(2):249-253.
[11]ZHANG Z H,SUN D W.Effect of cooling methods on the cooling efficiencies and qualities of cooked broccoli and carrot slices[J].Journal of Food Engineering,2006,77(2):320-326.
