MBF-23 型磨煤机动态分离器的改造
2012-07-18蔡洁聪潘国清
蔡洁聪,潘国清
(浙江省电力公司电力科学研究院, 杭州 310014)
发电技术
MBF-23 型磨煤机动态分离器的改造
蔡洁聪,潘国清
(浙江省电力公司电力科学研究院, 杭州 310014)
针对 MBF-23 型磨煤机煤粉细度调节性能差、煤粉颗粒偏粗且均匀性不佳等问题, 对其进行了分离器改造,把原有的静态折向门挡板改成动态分离器。分离器改造前后的对比试验表明:动态分离器调节性能要优于静态折向门挡板,提高了煤粉管内煤粉的均匀性;获得相同煤粉细度时,动态分离器改造后的磨煤单耗要小于改造前; 煤粉细度 R75相同的情况下, 改造后的磨煤机出口煤粉管中150 μm 以上的煤粉颗粒量要少于改造前,有利于减少飞灰中的未燃尽碳量。
磨煤机; 动态分离器;煤粉细度; 磨煤单耗; 飞灰含碳量
某发电机组选用 MBF-23 型环-辊式中速磨煤机,煤粉细度采用静态折向门调节,自机组投运以来,一直存在煤粉细度调节性能差、煤粉颗粒偏粗且均匀性不佳等问题,影响锅炉经济性。针对上述问题, 对 MBF-23 型磨煤机现有的分离器进行改造。
改造目标是在确保不影响机组稳定运行和磨煤机出力的前提下,煤粉细度 R75在 10%~30%范围内可调, 并能确保磨煤机累计运行 12 000 h 情况下, 煤粉细度 R75低于 20%, 同时煤粉均匀性系数大于 1.2, 从而有效降低锅炉飞灰含碳量,提高锅炉经济性。
考虑到煤粉细度和均匀性系数与煤种、磨煤机出力、弹簧加载力、磨胎和衬瓦磨损程度、风环间隙等诸多因素有关,因此在改造前进行基准试验,改造结束后进行性能试验,在上述因素不变的情况下进行分离器改造前后的对比试验,并评价改造效果。
1 动态分离器改造情况
机组采用正压直吹式制粉系统,6台磨煤机在锅炉满负荷时5台投运,1台备用。每台磨煤机出口有4个煤粉管与前墙或后墙 1层4个燃烧器相连接。 排列方式从上至下依次为前墙 C/D/E,后墙 A/B/F。 磨煤机分离器改造将磨煤机出口原有的固定叶片分离器更换为动态分离器,动态分离器为动静组合。
从研磨区送来的气粉混合物进入分离器,首先通过静止百叶窗产生一定的切向速度,大的颗粒由于质量较大,直接通过回粉锥返回研磨区,其余煤粉气流进入转子部分。通过调节转子的转速,使合格煤粉颗粒的离心力和气流的拽引力平衡,而不合格的颗粒在离心力的作用下返回研磨区重磨, 旋转分离器的电机转速设计保证在 73~730 r/min(对应的动态分离器转速调整范围为 14~140 r/min), 煤 粉细 度 R75在 10%~30%范 围 内 可调。 磨煤机主要参数见表1。

表1 磨煤机与动态分离器主要参数
2 动态分离器改造前基准试验
改造前对磨煤机进行了变折向门挡板开度调整试验。试验煤种为大混煤,试验过程中维持给煤量 50 t/h, 一次风量 85 t/h, 进口一次风压 10.8 kPa 以及出口风温 80℃不变,改变折向门挡板开度从 65%~100%, 观察磨煤机出口煤粉细度、 电耗及其他参数的变化情况。
由试验结果可知, 将折向门开度由 65%调至100%, 煤 粉 细度 从 R75∶22.24%,R200∶0.72%变 化至 R75∶47.80%,R200∶12.52%, 均 呈 增 大 趋势,具体变化如图1所示。折向门挡板开度减小,煤粉变细,煤层厚度有所增加,磨煤机差压变大,风粉回流加剧,磨煤机的电流和功率有所增加,磨煤单耗也随着折向门开度的减小而增大,见表2。
3 动态分离器改造后试验
磨煤机在动态分离器改造后进行了动态分离器转速调整试验。试验煤种为大混煤,试验过程中维持给煤量 50 t/h、 一次风量 86 t/h、 进口一次风压 10.8 kPa 以及出口风温 80℃不变, 改变磨煤机动态分离器转速分别 为 54.6, 59.4, 64.4, 68.7, 72.5 r/min, 观察磨煤机出口煤粉细度、 电 耗及 其他参数的变化情况。 动态分离器转速由 54.6 r/min增 加 至 72.8 r/min 的 过 程 中 , 煤 粉 细 度 R75, R200都随着分离器转速升高而减小,线性度较好,如图2所示。

图1 折向门挡板开度对煤粉细度的影响

表2 改造前磨煤机试验数据

图2 动态分离器转速对煤粉细度的影响
动态分离器转速提高,煤粉变细,同时磨煤机内风粉回流加剧,煤层厚度增加,磨煤机进出口一次风压差变大,磨煤机的电流和功率有所增加。在给煤量不变的情况下,磨煤单耗随着动态分离器转速的增加而增加。动态分离器电流相对磨煤机电流小很多,由此产生的单耗只占整个磨煤单耗的很小一部分, 约 2%, 见表3。

表3 改造后磨煤机试验数据
4 动态分离器改造效果分析
通过动态分离器改造前后的对比试验,从改造前后的磨煤单耗、煤粉均匀性、煤粉细度、调节性能等方面对改造的效果进行了分析。动态分离器可在线调节,操作便捷度要大大优于折向门挡板。同时,动态分离器煤粉细度的可调范围大,也要优于折向门挡板。
图3是动态分离器改造前后磨煤单耗随煤粉细度 R75的变化曲线。 虽然动态分离器会增加部分电耗,但是由图3可以看出,达到相同的煤粉细度 R75, 动态 分 离 器 改 造后 的磨 煤 单 耗仍要小于改造前。 例如煤粉细度 R75在 22.2%左右时, 改造后的磨煤单耗为 7.28 kWh/t, 比改造前的磨煤单 耗 6.78 kWh/t 要 小 0.5 kWh/t。 按 机 组 年 运 行300 天, 平均负荷率 75%计算, 动态分离器改造后的 1 台磨煤机每年可节约用电约 17 万 kWh。

图3 煤粉细度R75对磨煤单耗的影响
由 图4, 5 可 知 , 煤 粉 细 度 R150随 煤 粉 细 度R75的减小而减小, 均匀性指数 n 随着煤粉细度R75的减小而增大。 动态分离器转速越高(折向门开度越小),煤粉越细,均匀性指数越高,大粒径煤粉越少。 相同的煤粉细度 R75下, 动态分离器改 造 后 的 磨 煤 机 出 口 煤 粉 管 取 样 煤 粉 细 度 R150要小于改造前的煤粉细度 R150, 改造后的煤粉均匀性指数n也要高于改造前的煤粉均匀性指数n。 正常运行时, 要求控制煤粉细度 R75<25%, 相比 折 向 门 挡 板 , 两 者 达 到 相 同 的 煤 粉 细 度 R75,动态分离器减小了煤粉中 150 μm 以上大颗粒的数量。

图4 煤粉细度R75对煤粉细度R150的影响
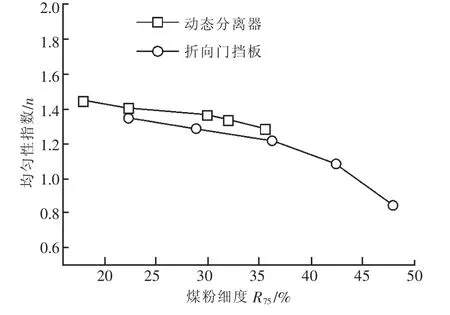
图5 煤粉细度R75对均匀性指数 n 的影响
煤粉细度 R75相同的情况下,动态分离器改造后的磨煤机出口煤粉管中 150 μm 以上的煤粉颗粒量要少于改造前的量,动态分离器对大煤粉颗粒的控制要优于静态折向门挡板,研究表明这对减少飞灰中未燃尽碳量是有帮助的。通过对1台磨煤机动态分离器改造前后该机组锅炉经济的对比分析试验,结果显示,动态分离器改造后比改造前的飞灰未燃尽碳量减少了 0.41%, 在其他条件不变的情况下, 锅炉效率可提高 0.1%左右。
同时,通过对磨煤机4根出口煤粉管风速及粉量偏差的测量可以看出:磨煤机的各煤粉管流速均匀性偏差在±5%以内; 磨煤机出口煤粉管煤粉偏差在±10%以内, 见表4。 动态分离器对磨煤机出口煤粉分布均匀性控制比较理想,有利于炉膛内部的平衡燃烧。

表4 磨煤机出口煤粉管均匀性测试结果%
5 结论
通过对 MBF-23 型磨煤机动态分离器改造前后的对比试验,可以得出如下结论:
(1)煤粉 细 度 R75, R200都随 着 动态 分离器 转速增加而线性减小。给煤 量为 50 t/h,一次风量为 86 t/h, 动 态 分 离 器 转 速 为 54.6 r/min 时 , 煤粉细 度 R75为 35.52%;动态分离器转 速达到 72.8 r/min时, 煤粉细度 R75为 17.76%, 动态分离器转速仍可继续提高来获到更小的煤粉细度。
(2)在相同的煤粉细度 R75下,动态分离器改造后的磨煤单耗要小于改造前。 例如煤粉细度 R75在 22.2%左右时,改造后的磨煤单耗为 7.28 kWh/t,比改造前要小 0.5 kWh/t。
(3)试验结果发现, 煤粉细度 R75相同情况下,改造后的磨煤机出口煤粉管中 150 μm 以上的煤粉颗粒量要少于改造前,动态分离器对大煤粉颗粒的控制要优于静态折向门,可减少飞灰中的未燃尽碳量。
(4)磨煤机出口煤粉管均匀性测试结果表明:使用动态分离器的磨煤机各煤粉管流速均匀性偏差可控制在±5%以内、 粉量偏差可控制在±10%以内。
[1]应 明 良 , 戴 成 峰 , 胡 伟 锋.600 MW 机 组 对 冲 燃 烧 锅 炉 低碳 燃 烧 改 造 及 运 行 调 整[J].中 国 电 力 ,2011,44(4)∶55-58.
[2]王祥薇.MPS-89G 型磨煤机分离器改 造及性 能 试验 分析[J]. 热 力 发 电 ,2011,40(5)∶48-52.
[3]朱 小 东.火 电 厂 磨 煤 机 节 能 潜 力 分 析[J].陕 西 电 力 ,2011(1)∶77-80.
[4]王晋一.MPS-89G 型中速磨煤机液压 加载改 造 及性能优化[J].热力发电,2010,39(2)∶70-74.
(本文编辑:陆 莹)
Retrofit for Dynam ic Separator of MBF-23 Coal Pulverizer
CAIJie-cong, PAN Guo-qing
(Z(P)EPC Electric Power Research Institute, Hangzhou 310014, China)
In view of poor performance of fineness adjustment of MBF-23 pulverizer and coarse pulverized coal, the separator is retrofitted by replacing baffle of deflector with dynamic separator.The comparative experiment of the separator before and after the retrofit shows that the adjustment performance of dynamic separator is superior to thatof baffle of deflector, and uniformity of dust coal is improved.In case of the same coal fineness, unit consumption for pulverization after retrofit is less than that before retrofit.At the same pulverized coal fineness R75, pulverized coal particles above 150 μm at outlet of dust coal pipe after retrofit are less than thatbefore retrofit, which helps reduce unburned carbon in flying ash.
coal pulverizer; dynamic separator; pulverized coal fineness; unit consumption for pulverization;carbon content in flying ash
TK223.5+28
: B
: 1007-1881(2012)11-0027-04
2012-02-27
蔡洁聪(1983-), 男, 浙江绍兴人, 硕士, 工程师,主要从事太阳能热电联用、锅炉性能优化及试验研究工作。
