船用MAN B&W主机技术改进后活塞和缸套的检查管理
2012-07-16大连远洋运输公司李玉全
大连远洋运输公司 李玉全
船用MAN B&W主机技术改进后活塞和缸套的检查管理
大连远洋运输公司 李玉全
MAN B&W 船用柴油机近些年进行了很多技术改进,使燃烧室部件寿命、安全性有了很大提高,延长了检修周期。同时船舶轮机管理人员日常管理工作相应跟进,增强了日常检查保养。及时发现和掌握燃烧室工作部件的工作情况,可以为合理延长检修周期提供可靠依据,从而减轻检修工作频次和提高经济效益。
工艺改进;新材料应用;延长寿命;管理跟进
一、MAN B&W燃烧室部件的改进
船用柴油机MAN B&W厂家近些年经过技术改进和新工艺、新材料的使用,各工作参数达到了极高的程度,各运动部件、燃烧室部件等的性能大大提高,增强了机器的可靠性和经济性,与此同时检修周期也大大加长。以我司常用的ME型和MC型主机为例,活塞、缸套的拆检周期由8 000工作小时提高到16 000工作小时,工作检修周期提高了1倍,能保证在主机延长检修周期内的工作可靠性和安全性。首先是厂家对主要工作部件进行了一系列改进来保证各主要部件的使用寿命和可靠性(燃烧室部件),其次是轮机管理人员对日常管理工作的合理跟进。
1. 活塞的改进
采用“高顶活塞”的设计(High Topland Pistonpiston where the topland is significantly higher than the ringland 高顶活塞顶部高度明显大于活塞环带)。新型High Topland“顶部高度”是Ringland“活塞环带”高度的150%,而传统的“非高顶活塞”只有84%。将活塞顶部加高的设计最终目的是将“活塞环带”区域下移,使活塞环远离燃烧室,减轻了高温、高压燃气对活塞环的破坏,从而减轻了结炭,降低了活塞环与环槽的磨损,保护了活塞环及环槽的润滑油膜。
2. 汽缸盖的改进
采用燃烧室上移式汽缸盖(low positioned mating surface),从外形上看,缸盖高度尺寸加大,缸盖与缸套的接触密封面降低。燃烧室的空间全部在缸盖内。
3. 活塞环的改进
采用重载组合式活塞环(heavy duty rings packages)。第一道活塞环,即CPR活塞环(control pressure relief),其采用重叠式开口,并在搭口两侧各有3道斜向深度为3mm的沟槽,称为“压力泄放槽”(此压力泄放槽的磨损程度是决定是否换新活塞环的重要依据)。
4.“W-seat”式密封排气阀座+N imonic排气阀
如图1所示,此种新型排气阀座与传统的全面积接触式相比,最大的改变在于形成两道环形气腔密封,第一道气腔(最外圈)与阀头有0.8~1.0 mm的间隙,在压缩冲结束时,新鲜空气被密封在第一道环形气腔内,起到了隔离的作用,在爆炸燃烧时的高温高压燃气不能进入环形密封腔,降低了排气阀面的温度。
5. 活塞清洁环(piston cleaning ring)
在缸套与缸盖之间安装一道“清洁环”(也称刮炭环)。清洁环内径尺寸既小于缸套又大于活塞顶(以S70MC机型为例,缸套内径700 mm,清洁环内径699 mm,小于缸套内径1 mm)。在活塞通过清洁环时,顶部的积炭被清洁环刮掉,这样不会在活塞顶部形成较厚的积炭而与缸套接触破坏缸套表面润滑及与缸套摩擦,起到了保护缸套的作用。
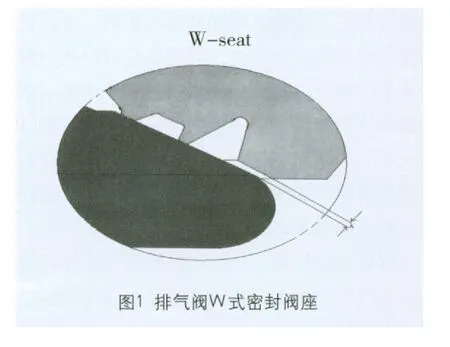
6. 最新滑阀式油头(slide-type fuel valve)
目前厂家全部安装了最新式“滑阀式”油头。使用传统的针阀式油头,喷油结束后在油嘴(nozzle)内(针阀座下部至喷油孔间)含有一定数量的燃油,此容积1 600 mm3左右。这部分燃油会滴漏,造成喷油孔周围结炭,影响雾化质量,严重时会堵塞喷油孔。见图2。
二、日常管理活塞环和缸套的检查
船舶轮机管理者针对新机型的管理应采取一系列措施来及时掌握设备的运行状态和工作部件(相对运动件)的工作情况。特别是通过对活塞、活塞环、缸套的检查,结合对主机运行参数的测量,能够准确地分析判断主机的运转工况,发现问题及时处理,这是决定能否延长吊缸检修周期的真实依据,也是轮机长必须亲自参与的重要检查,同时也是对轮机主管人员业务水平的检验。为此,厂家制定了详细的“活塞缸套检查程序”,即“Procedure For Inspection Of Piston& Liners”,检查人员要认真学习研究并结合本船实际对燃烧室重要部件进行认真检查和准确分析判断。
1. 检查工作实践
为保证检修周期延长后主机燃烧室部件运行的可靠性,扫气箱内的燃烧室部件检查周期由改进前的3个月缩短到现在的单个长航线或每一个月(短航线)。MAN B&W型主机在凸轮侧每缸都有一扫气箱人孔,同时在上方另设有一小型检查导门,如果没有充足的时间,可通过此检查导门对活塞、缸套及扫气口进行检查。但从此处检查视角有限,只能检查有无断环、润滑油状态、结炭情况等,对缸套的检查也只能限于扫气口周围,不能对活塞环、压力泄放槽等进行近距离观察和对其间隙的测量。较为全面的检查测量要在扫气总管内进行,从这里检查首先要有时间的保证,提前开启总管人孔,同时也要将凸轮侧的扫气箱人孔打开,这样做的目的除了有利于充分的通风、保证检查人员的安全外,还降低了总管内部的高温油气,有利于检查人员在总管内进行较长时间仔细耐心的检查。
值得重点提及的是,在打开凸轮侧的扫气箱人孔时,对残油泄放孔的检查非常重要,此泄放孔务必保持畅通,保证残油能随时泄放,防止聚积。此泄放孔一旦阻塞,聚积的残油夹带坚硬的残渣在活塞上下运动时就会飞溅起来,通过扫气口进入汽缸,会迅速磨损缸套。除了每缸的泄放孔保持畅通外,泄放总管也要畅通,此管一般从前至后有一定的倾斜度,方便残油的泄放。另外在前端法兰上有蒸汽吹放管,应该经常用蒸汽吹通此管,此管一旦被坚硬的残渣阻塞,就难以清通。可以通过检查主机盘根箱泄放柜位于甲板上的透气管判断此管是否阻塞,主机运行时此管在甲板上有较强的气流声(强弱会随主机扫气压力变化),如果气流声音减弱或消失,表明此管部分或全部阻塞。
2. 活塞、缸套检查要点
(1)活塞冷却油泵、缸套冷却水泵要在运转状态,保持平时工作状态下的压力,以使漏油、水的地方容易被发现。将盘车机的遥控开关带入总管内,按机器发火次序盘车,既方便又快捷。带入的检查测量工具要放在一个桶内,防止遗失在扫气总管内。
(2)对活塞的检查。
①结炭情况。一般来说,活塞顶部有层均匀、松散的结炭是正常的,如果在油头对应的喷射区域结炭较重,则应认为是油头雾化不良。在活塞头的四周不应该有过厚的结炭,如果某个部位结炭过厚,说明清洁环对应的部位磨损过大,如果进一步磨损到清洁环的内径大于缸套内径时,过厚的结炭层要与缸套接触摩擦,不但破坏油膜,也会将缸套拉伤。且在环槽间不应该出现结炭,否则说明它的上道活塞环漏气。
②在活塞顶部的漏水。一般认为是缸盖、排气阀、启动阀、油头孔座处漏下的,这些部位由于受到扫气口的限制是看不到的,只有通过相机拍照才能具体确认是哪个部位。如仍无法确认,有必要将排气阀拆下进一步检查。 此外,缸套漏水不会发生在活塞顶上,而是会顺汽缸壁流下来并从活塞与缸套间流入扫气箱内,同时也会在缸套壁上留下明显的痕迹。
③ 活塞顶部有油。要分清是燃油还是滑油,这一点从外观和黏度上比较容易判明。如是燃油,那必定是油头滴漏等问题,例如2007年,在对一艘VLCC主机检查时,发现活塞顶部有燃油,进一步检查发现为一只油头在喷油孔处断裂而造成活塞顶部积油;如果是滑油,一种原因可能是活塞裂纹,冷却滑油漏出,另一种原因可能是排气阀出现问题。
(3)对活塞环的检查:盘车机将活塞环处于扫气口处,对活塞环的磨损、结炭、润滑油状态进行检查。首先用肉眼判明活塞环的径向表面有无拉痕,光滑的摩擦面是否连续,同时用自己制作的T形木棒压活塞环以判断是“弹性良好(压入后能即刻弹出)、黏结(压入后迟缓弹出)、断环(压入后不能弹出或不能压入)”中的哪种状态。另外,可进行正、倒车交替盘车,如果从活塞环的上下端面有少量的滑油被挤出,表明活塞环无黏滞、卡阻等。测量环的天地间隙(经验表明:在测量天地间隙时,相同数值的塞尺在环的上端面插不进,但在下端面可以插进,这是由于下端面相对上端面磨损严重或者有台阶,细微的炭粒也积聚在下端面),测量压力释放槽深度(此时选择游标卡尺的深度测量杆的头要尽量窄,如果过宽,则不能插到槽的底部,导致测量结果不准)等。
(4)对缸套的检查:将活塞盘至下止点时,通过扫气口尽最大的仰视角度对缸套表面进行检查。但实际上由于受到空间的限制,缸套的上半部是看不到的,只有通过相机拍照才能检查到上半部。正常磨损缸套上的螺旋波纹(波纹可以包含滑油)应该清晰可见并连续,缸套表面光滑,磨损均匀,无拉痕。其实活塞环出现的任何不正常现象,如漏气、黏结、卡环、断环、拉痕等,在缸套的表面都会有所显示。
(5)关于对汽缸油量的正确判断,在检查程序和各专业教材中都有详尽的描述,但真正区别判断油量的“偏多”“偏少”“适中”等状态,取决于检查人员的实践经验及判断能力,这也是一项综合能力的体现。检查前主机的运行状态对分析滑油量的多少也有影响:如果检查前主机处于较长时间的低负荷运行,检查时就会发现在活塞环及环槽区域及扫气口区域油量较多且脏污严重;如果检查前主机处于高负荷运行,则检查结果会出现相反的情况,要区别对待。仅凭一两次检查就调整好汽缸油量的做法不可取,要分几次逐渐完成。
(6)进入扫气总管内,除了对活塞及环、缸套的检查外,也要对总管内其他附件进行检查,如口琴阀、辅助风机、空冷器、气水分离装置等。
(7)检查后及时将各测量数据及照片填写报告表,及时发给公司机务主管人员,以便分析并提出指导意见反馈给船舶。
三、结 语
总之,经过制造商的不断改进以及先进材料和新工艺的应用,延长吊缸检修周期已经具备了技术条件,但要真正实现这一目的,降低船东的经营成本,人的管理因素也是非常重要的,应该说这是个“人机合一”的问题。根据MAN B&W厂家的燃烧室部件的材料、结构设计和加工工艺,结合船上轮机管理人员的科学管理及日常检修数据的测量,主机的吊缸检修周期最终达到32 000 h是完全可以实现的。