大型焊接试验转子锻造工艺研究
2012-07-12张建国徐国涛曹志远
张建国 徐国涛 曹志远
(天津重型装备工程研究有限公司,天津300457)
焊接试验转子锻件材质为25Cr2Ni4MoV,锻件毛坯轴身截面尺寸为∅2 900 mm,截面较大,决定在150 MN水压机上进行锻造。转子锻造主要有两大难点:一是由于截面尺寸大,锻造时首先要解决的是锻件心部压实的问题;二是焊接试验转子形状特殊,轴颈与轴身直径相差很大,如何解决最终锻件成形的问题也很关键。因此,需要采用有效的压实方法和合理的成形方式,以便最终获得内部质量和外部尺寸均合格的焊接转子锻件。
1 锻造工艺方案的确定
焊接试验转子锻件图见图1。

图1 焊接试验转子锻件简图Figure 1 The diagram of welding test rotor forging
鉴于转子轴身∅2 900 mm的超大直径,为完全压实转子心部孔隙性缺陷,并保证转子整个轴身在锻造过程中变形均匀,决定采用两次镦粗+两次FM法拔长的压实方法。由于两端轴颈与轴身直径相差太大,为解决锻件最终合理成形问题,决定在最后出成品工序采用上下漏盘镦粗的方式。锻造过程见图2。
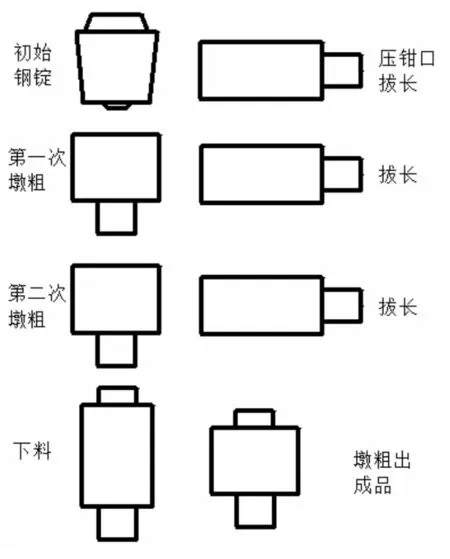
图2 焊接试验转子锻造过程示意图Figure 2 Schematic drawing of forging process of welding test rotor
2 焊接试验转子上下漏盘镦粗模拟
焊接试验转子的锻造工艺采用两次镦粗+两次FM法拔长的压实方法和上下漏盘局部镦粗的成形方法。有关镦粗+FM法拔长压实的研究和实际应用已有很多资料及文献报导,本文主要对锻件最终成形工序进行数值模拟分析。
2.1 模型的建立
模拟上下漏盘镦粗工艺建立的几何模型如图3所示。
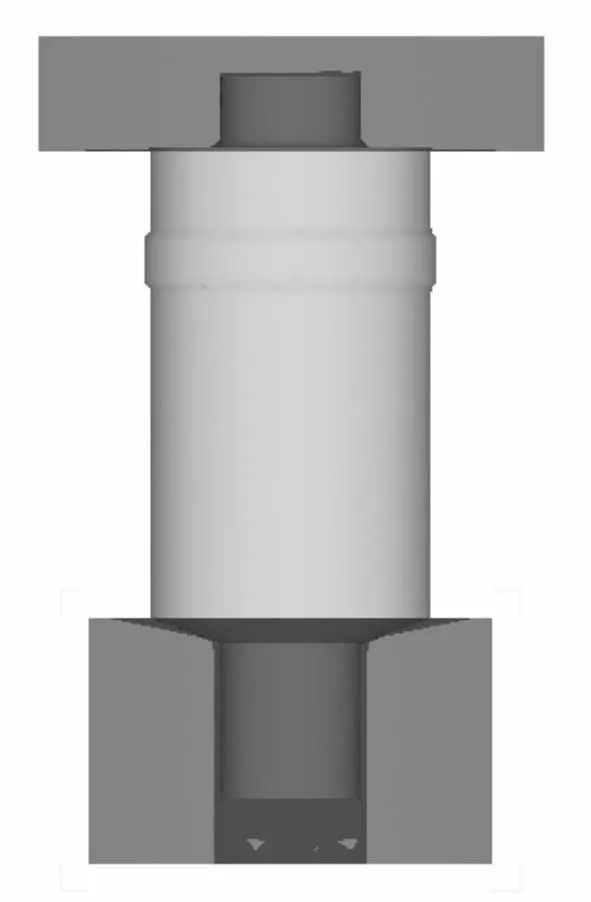
图3 上下漏盘镦粗工艺几何模型Figure 3 Geometrical model of up-and-down drain plate upsetting process
根据编制的锻造工艺,进行上下漏盘镦粗工序时坯料料身尺寸为∅2 500 mm×4 200 mm,下端轴颈为∅1 270 mm×1 600 mm,上端轴颈∅1 250 mm×650 mm,坯料中间靠上的环带是为预防到最后镦粗立料时钳爪坑过深而预留的。坯料划分网格数60 000个,上下漏盘网格数为30 000个。坯料与辅具之间要考虑传热因素。上模的压下速度按压机实际压下速度进行设置,随压力增大,压下速度相应降低。上模压下量为40%,总压下时间约6 min。
2.2 镦粗结果分析
试验转子坯料在上下漏盘镦粗时,主要关注两个指标:一是坯料在镦粗过程中轴身处的等效应变的变化情况;二是成形后坯料的形状及尺寸参数。等效应变的大小和分布关系到镦粗工序轴身内部组织的均匀性以及后续锻造完成后最终的晶粒尺寸,这关系到锻件最终的力学性能及超声检测结果。最终锻完坯料的形状和尺寸参数的重要性不言而喻,二者必须在锻件要求的公差范围内。
2.2.1 镦粗过程中坯料轴身等效应变的变化情况
图4是坯料在压下量分别为20%、30%及40%时,截面上等效应变的分布变化情况。从图4可以得出,坯料在上下漏盘镦粗过程中,除与上下漏盘接触的肩部区域外,心部材料先开始变形,最大等效应变区在轴身心部,并且随着压下量的增大,坯料心部等效应变增大,大等效应变区增大,等效应变最小值区域集中在两轴颈及其和料身的延伸部位。当压下量达到40%时,轴身心部最大等效应变值达到0.75,等效应变值达到0.5的区域超过整个截面的3/4,两轴颈以及其在轴身的延伸部位等效应变值小于0.25,延伸深度约500 mm。
由等效应变值的分布和大小可以得到以下结论:轴身部位在镦粗时变形较均匀,但轴颈及其与轴身延伸部位材料变形量偏小,等效应变值小于0.25,容易在锻造过程中造成该部位坯料晶粒粗大,但轴颈直径较小,在后续热处理过程中轴颈及其附近部位材料晶粒比较容易细化,因此该处粗大晶粒可通过锻后热处理进行细化。
2.2.2 镦粗后坯料的形状及尺寸
坯料在上下漏盘镦粗及滚圆后坯料与锻件形状的比较结果见图5。

(a) 压下量20%(b) 压下量30% (c) 压下量40%图4 坯料在不同压下量下截面等效应变的变化情况Figure 4 Equivalent strain change situations of blanks bottom sections under different screw down amounts
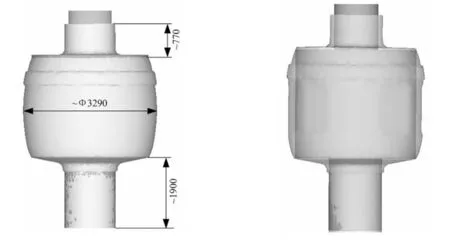
(a) 镦粗后坯料关键部分尺寸及与锻件尺寸的比较结果(b) 滚圆后坯料形状与锻件形状的比较结果 图5 坯料镦粗及滚圆后关键部位尺寸与锻件尺寸的比较结果Figure 5 The comparison result of key position dimension and forging dimension after blank upsetting and rounding
由图5a可以看到,镦粗完成后,上端轴颈及下端轴颈都有所伸长,除轴身上端直径比锻件直径略小外,轴身其它各处直径基本满足锻件要求,轴身部位高度略小于锻件名义尺寸,可通过滚圆后坯料长度有所增加进行补偿。从图5b可以看到,坯料轴身滚圆后,轴身部位直径及高度完全满足锻件的形状和尺寸要求,上端小轴颈高度比锻件小,需进行拔长。
通过数值模拟分析可知,锻造工艺参数基本能满足转子的技术要求。实际锻造时,除略微增加上端小轴颈高度外,其余按原工艺参数进行。
3 焊接试验转子的锻造
在充分考虑设备和实际锻造条件后,最终形成焊接转子的锻造工艺方案。在实际锻造过程中,通过两次镦粗+两次FM法拔长的压实方法解决坯料的压实及其组织均匀性的问题;通过上下漏盘镦粗实现焊接试验转子毛坯的成形,并最终通过滚圆修整锻出转子的成品。
通过对比锻件毛坯实际尺寸与模拟结果发现:锻件实际镦粗后的鼓肚比模拟时的小,轴身上下两端直径比模拟的稍大;实际镦粗后上、下轴颈的伸长与模拟的结果相差不大,误差小于5%;由于轴身钳爪坑较深,达100 mm左右,可见在钳爪立料部位增加环带很有必要。
4 结论
针对轴身与轴颈直径相差很大的焊接试验转子锻件,提出采用两次镦粗+两次FM法拔长的压实方法,并最终采用上下漏盘镦粗出成品,解决了焊接试验转子心部压实、组织均匀性控制以及最终成形的问题。通过对转子上下漏盘局部镦粗过程的模拟并结合实际生产条件,对锻造工艺进行了分析和优化,最终成功锻造出满足锻件形状和尺寸要求的锻件毛坯。
[1] 袁朝龙, 钟约先, 马庆贤. 大型锻件内部孔隙性缺陷修复规律的研究. 锻压技术, 2002 (3):3-6.
[2] 马庆贤,曹起骧,钟约先.大型锻件的模拟技术及内部质量控制研究. 中国机械工程, 1999, 10(9):1021-1023.
[3] 俞汉清. 金属塑性成形原理. 北京:机械工业出版社, 1999.
[4] Qingxian Ma, Zhicheng Wang, Yuexian Zhong. The machanism of faults originating from inclusions in the plastic deformation processes of heavy forging. Journal of Materials Processing Technology, 2002 (123):61-66.
[5] 赵俊伟,陈学文,史宇麟,张琪.大型锻件锻造工艺及缺陷控制技术的研究现状及发展趋势. 锻压装备与制造技术, 2009, 23(6):24-25.
[6] 廖培根,方刚,雷丽萍. 大锻件中心压实法(JTS)锻造过程有限元分析. 锻压技术, 2007, 32(6):43-45.