被动端面测量仪在数控磨床上的安全使用
2012-07-08张君清
张君清
(上海机床厂有限公司 上海 200093)
在FANUC-0i系统中利用Marposs T18被动端面测量仪信号和接近开关检测信号,通过可编程序控制器(PLC)编程实现数控磨床被动端面测量仪的安全使用。
下面将以Marposs T18测量仪在数控磨床上的安全使用为例进行介绍。
1 Marposs T18测量仪信号与接近开关信号
怎样利用Marposs T18被动端面测量仪的自身测量信号和测量仪位置检测接近开关信号在 PLC编程中实现安全动作?首先需要对Marposs T18测量仪的测量方式和测量信号进行一下说明。Marposs T18测量仪是开关量信号,测头自由状态下为常闭信号,在测量中触碰Marposs T18测量仪测头常闭信号将转变为常开信号,当测量结束测头离开测量面后自动复位,此时常开信号又转变为常闭信号。接近开关分别安装在检测前后位置,用来调整测量仪的量程距离。接近开关同样是开关量信号,在一般情况下以常闭信号输出。
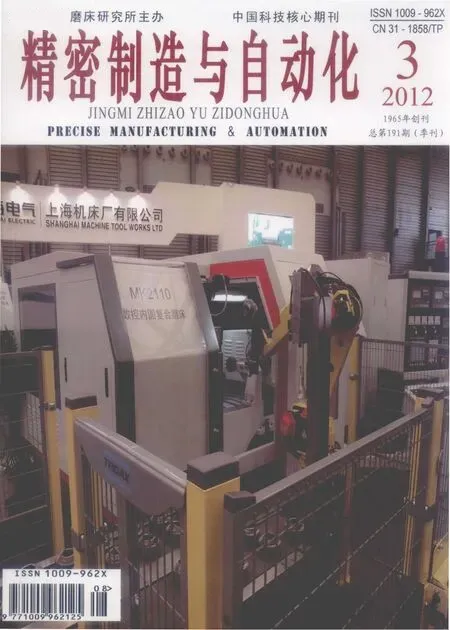
其次将Marposs T18测量仪与FANUC系统中的PLC进行连接,在Marposs T18测量仪中分出3根电线,分别为红色、蓝色和金属屏蔽线,如图 1所示。
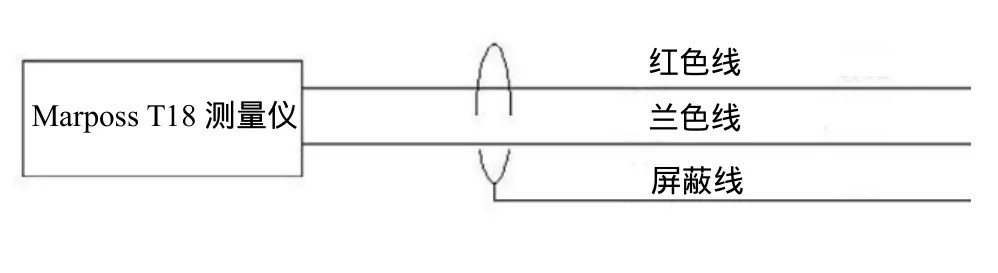
图1 Marposs T18测量仪中的金属屏蔽线
向FANUC系统中的PLC输入信号时,可以直接连接PLC的I/O输入信号,如图2所示。
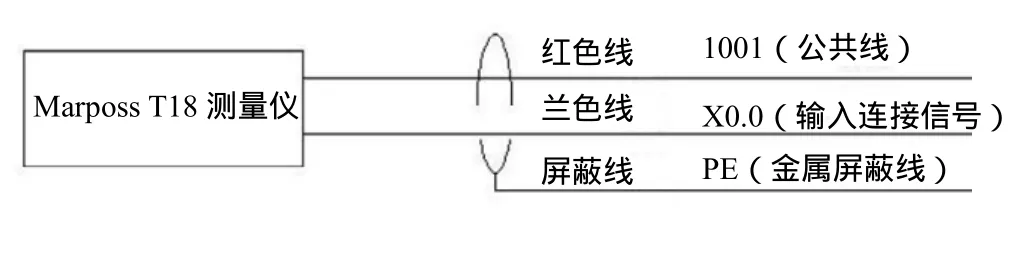
图2 连接PLC的I/O输入信号
将接近开关与FANUC系统中PLC进行连接,接近开关同样的也是开关量信号(这里以2线制接近开关为例),如图3所示。

图3 2线制接近开关
在这里假设测量在前检测接近开关连接的 PLC信号为X0.1,测量在后检测接近开关连接的PLC信号为X0.2,其中1001为公共线连接方式,如图4所示。
图4 检测接近开关连接的PLC信号
2 FANUC系统中的PLC梯形图介绍
FANUC系统中的PLC梯形图如图5所示。在图5中,X2.0为端面测量仪“进”按钮信号;X2.1为端面测量仪“退”按钮信号;R10.0为端面测量仪信号的中间继电器;R10.1为测量时在前接近开关信号的中间继电器;R10.2为测量时在后接近开关信号的中间继电器;Y0.0为测量前进时油缸控制电磁阀;Y0.1为测量后退时油缸控制电磁阀;R10.5为测量前进时油缸电磁阀的中间继电器;R10.6为测量后退时油缸控制电磁阀的中间继电器(使用中间继电器可以比较简便地实现连锁功能)。
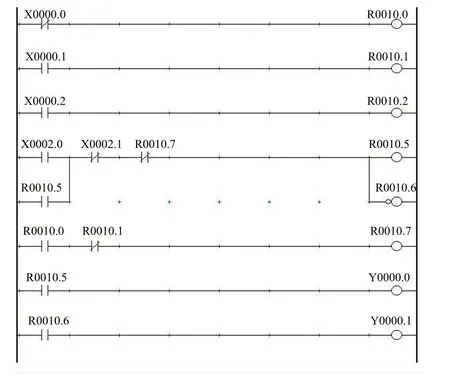
图5 PLC梯形图
Marposs T18测量仪和工件的安装位置如图6所示。
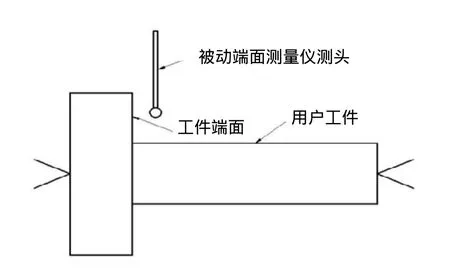
图6 Marposs T18测量仪和工件的安装位置
Marposs T18测量仪的工作程序:
先设定好测量仪进退的坐标值,能让测量仪安全地进出被测工件表面。按下测量仪“进”按钮,接通测量前进油缸控制电磁阀,测量仪上的油缸开始向前运行,运行到测量位置时,接近开关发出到位信号;此时磨床台面开始移动,将工件靠近测量仪测头处,测量仪测头触碰到工件后测量仪随即发出信号,数控系统记录当前坐标值并开始运算进行补偿,并将当前坐标偏置;测头离开工件后,测量仪退出测量位置,由接近开关发出后退到位的信号,磨床开始磨削工件。
在使用端面被动测量仪时发现,由于用户提供的工件关系及操作者的疏忽(没有控制好端面尺寸,超差过大,在使用中输入坐标发生错误等),都会导致测量仪受损。为了降低维修费用和维修时间,可以在数控系统和测量仪上进行优化设计。
功能及原理:
Marposs T18测量仪在自由状态下信号控制触点呈常闭状态,因此在梯形图中为常闭触点,接近开关在自由状态下呈常开状态,在梯形图中为常开触点。当按下X2.0进行测量时,R10.5被接通测量油缸进电磁阀吸合同时断开测量退电磁阀油缸,同时R10.5的常开触点被接通并自锁住X2.0信号;在测量开始前进行动作,前进中碰到异常时测量仪即发出信号,X0.0从常闭状态转变为常开状态并接通R10.0,同时将R10.7接通,这样将R10.7的常闭触点转变成常开触点时就断开了 R10.5,同时接通了R10.6,油缸向后运行,测量仪退出测量位置。其中R10.7线圈前面的常闭信号 R10.1的作用是在Marposs T18测量仪运行到位时,取消自动回退功能,以防止测量仪在进出工件端面时,若碰到异常情况就会自动保护测量仪,避免测量仪受损。当Marposs T18测量仪运行到正常工作位置时(测量仪没有碰到异常情况)不会回退,待进到位后,R10.1从常开信号转变为常闭信号,将R10.7线圈断开,就可以进行正常的测量了。
3 结语
使用Marposs T18端面测量仪可以对工件进行检测。所提供的方法能避免仪器在操作失误和对用户提供的毛坯工件出现较大变化时,可以利用接近开关与PLC编程实现对测量仪的保护,避免了测量仪器在工作中的损坏。在不影响正常使用 Marposs T18端面测量仪的情况下实现了对测量仪的保护,减少了维修时间,节约了生产成本。
[1] FANUC公司.BEIJING-FANUC PMC MODEL PA1/SA1/SA3梯形图语言编程说明书[Z]. 2001.
[2] Marposs公司.Marposs T18用户使用手册[Z]. 2001.
[3] 余英良.机床数控改造设计与实例[M].北京:机械工业出版社, 1998.