油缸铸钢件缸头加工工艺
2012-07-08湖北工业大学机械总厂李先伟
湖北农机化 2012年3期
湖北工业大学机械总厂 李先伟
油缸铸钢件缸头加工工艺
湖北工业大学机械总厂 李先伟
0 前言

1 ZG35油缸缸头加工工序图表

序号 工序名称 工序内容1 车 车130、125、80、41,平端面保证尺寸110±1。2 车 钻中心孔。3 铣 铣耳部两侧,保证厚度60。4 车 车销轴孔75及卡簧槽。5 钻 锪40,钻油孔20,钻孔攻丝M27x2。
2 ZG35油缸缸头工艺制定
(1)基准分析。
(2)根据基准分析设计夹具见图3。

图3
在C6140车床上,工件安装在心轴上,根据分组缸头厚度选取调整垫片,调整涨紧心轴,推动涨块涨紧销轴孔,锁紧上螺母,使心轴与销轴孔同轴度得到保证,移动心轴使工件B面靠紧夹具A面,锁紧下螺母。装夹见图4。
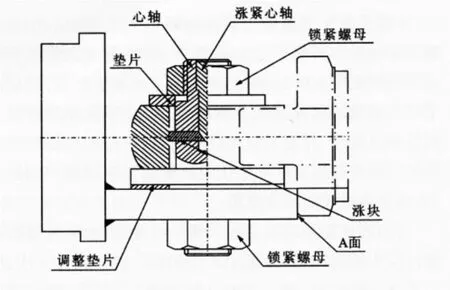
图4
2.2 钻中心孔
(1)基准分析。
(2)根据基准分析加工。
2.3 铣耳部两侧,保证厚度60
(1)基准分析。
(2)根据基准分析加工。
2.4 车销轴孔75及卡簧槽
(1)基准分析。
2)根据基准分析设计夹具见图5,图6。

(1)基准分析。
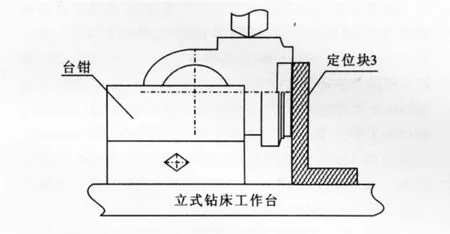
图9
(2)根据基准分析设计定位夹具见图9。在立式钻床上,固定定位块3,工件125端面靠紧定位块,装夹见图9。
3 同35棒料加工工序比较

35钢缸头加工工序图表
对比结果,ZG35较35钢棒料节省5道工序,既节省5台设备使用,又节省5道工序加工及辅助时间。
4 结束语
从经济性及加工工艺性角度出发,ZG35毛坯都具有优势,在对具有相同结构,缸径63油缸缸头加工时,我们采用更换图3夹具心轴及更换调整垫片实现该工序加工,同样在图5,图6夹具上增加过渡定位块实现该工序加工。
2012-05-13)