RFID在箱体类柔性制造系统中的应用
2012-07-03严江云封光磊
邱 红,严江云,张 韬,封光磊
(沈机集团 昆明机床股份有限公司,昆明 650203)
0 引言
RFID(Radio Frequency Identification)技术,是利用无线电波或微波能量进行非接触双向通信,当贴有电子标签的待识别物料出现在读写器的读出范围内时,读写器自动以非接触的方式将电子标签内的约定识别信息取出,实现物料自动识别和数据交换功能。RFID自动识别系统一般由电子标签(Tag)、读写器(Reader)以及发送接收信号的天线(Antenna) 部分组成,在本文应用中还包括网络通信系统。本文基于设备层配置的是西门子S7-300 PLC控制,该系统具有PROFIBU集成DP接口,所以选用与之相匹配的RF 300射频识别系统,以便实现网络控制。RF 300具有可工作于恶劣环境、读取距离大、读取方便快捷、存储数据容量大、存储信息更改自如、诊断功能强和支持PROFIBUS-DP通信协议等特点,为RFID应用于FMS物料自动识别与监控提供了应用基础。
1 RFID应用于FMS的设计方案
昆机研发的FMS1600箱体类柔性制造系统共配置8套RFID系统,分别安装于7台加工主机和物流小车上,30 个移动工作台(以下简称托盘)安装RFID电子标签。设计方案基于PROFIBUSDP总线,集成RFID技术、PLC控制技术,网络通信技术,构建RFID与设备控制层、现场层控制管理系统的链接,实现对RFID电子标签的信息读写、托盘的自动识别与监控管理。设计方案如图1所示。
RFID通过通信模块ASM456与数控系统的集成DP口连接,经PROFIBUS总线连接到主控PLC系统,组态为物流系统的从站。WinCC上位机系统采用网络通信卡与主控 PLC以及RFID通信模块ASM456通信,主要任务之一是通过主控PLC向设备控制系统传递托盘任务及控制指令、监控电子标签MOBY的工作状态、监控托盘当前位置。小车控制系统按照上位机系统为托盘分配的任务和控制指令,控制RFID读写器对30个托盘上电子标签MOBY的初始化参数写入,写入信息包括:工作参数、托盘编码和工件类型编码等,自动执行30个托盘的识别与搬运。加工设备的RFID系统读取MOBY信息,判别小车送达托盘与主控PLC控制指令的一致性,同时依据本机加工工序完成情况实时修改MOBY的加工信息,反馈至上位机监控系统。实现设计方案主要包括RFID的通信和物流自动化控制功能的实现。
2 RFID通信
实现RFID网络通信需要经过通信模块硬件编码、工作参数设置、RFID组态和读写控制程序编程四个步骤。
1)通信模块硬件地址编码:PLC控制系统可以连接各种I/O模块,每个模块有特定的识别编码,同理,每个RFID需设置唯一的识别地址。
2)工作参数设置:FSM项目通过通信功能块程序(FC45)为ASM456写入工作参数,设置信息包括:RFID的类型、在PLC控制器中的I/O地址、通信通道、纠错码方式、工作方式5、读写数据的字节、指定读写数据存放的地址(数据块)和诊断信息等。

图1 RFID应用于FMS的设计方案
3)RFID组 态: 首 先 将RFID的GSD文件(GSD文件提供了RFID的选型和组态信息)安装到S7 project组态软件规定的路径下,新建SIMATIC→插入project→插入站→插入RACK-300→插入Rail→插入电源模块PS307(如果配置了该硬件)→插入CPU模块→双击硬件→右键点击DP→Add Master system→选PROFIBUS→产生一条线ProfiBus(1) DP master system(1) →光表对准这条线→右键点击→Insert object →Additional Field→ID systems→ASM456→OK 就插入了ASM456组态。
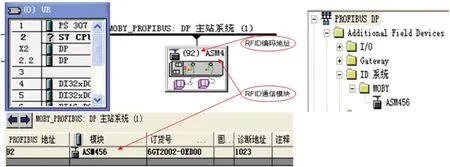
图2 单个RFID通信模块组态
组态完成,分配了FPOFIBUS总线通信的IP地址和诊断地址,FMS共8套RFID,照此方法一一组态到FPOFIBUS总线,所有RFID完成组态的总线连接如图3中的ASM456,PLC对MOBY的读写通过ASM456通信模块实现数据链接。
4)编程读写控制程序:编写RFID读写控制程序功能块FC45,FC45的背景数据块是DB45(用于存储MOBY参数),DB45中内嵌调用DB47(用于存储MOBY的命令)和 DB48(用于存储要读写的数据).。在加工设备、物流小车和主控PLC系统控制系统分别控制FC45功能块,即实现了电子标签的读写功能。读写程序如图4所示。

图3 MOBY 在PROFIBUS总线组态图

图4 读写程序
当搬运或交换托盘时,托盘上的电子标签进入读写器感应区域,读写器被激发,读取MOBY标签信息传递给PLC控制系统。小车系统和加工系统将读取托盘标签上的数据与主控PLC的控制指令做一致性比对,数据吻合小车执行搬运,加工系统执行加工或托盘暂存处置,否则向主控PLC发出错误信息,终止搬运或退回误送托盘。
3 上位机系统与PROFIBUS-DP从站的通信连接
FMS物流系统的托盘任务分配、托盘调度、运行控制以及对托盘信息的读写和监控,是通过构建现场层控制系统与设备层控制系统之间的网络通信链接实现的。主要经过PROFIBUS主控站和从站的硬件组态、系统参数配置、创建任务变量表(定义主/从站之间控制信号接口地址和控制功能)和创建视窗任务等步骤,完成物流系统主/从站之间的通信链接。
1)硬件组态:在WinCC侧硬件组态是通过组态软件,插入PC STATION,添加CP5613A2模块,并将其设为DP-MASTER(主站);PROFIBUS从站组态:添加CP342-5模块,并将其设为DPSLEVER(从站)。组态完成,将组态下载到PC STATION,在WinCC侧添加PRROFIBUS-DP协议,在DP协议下,设置连接从站地址。
2)配置系统参数:分别设置主站和从站的信号输入/输出地址,至此完成了WinCC与物流从站之间的PRROFIBUS-DP链接。
3)创建任务变量表:所谓变量表就是设计任务视窗使用的任务表,是以WinCC和数控系统都可以识别和应用的符号表、共享数据块DB和功能程序块本身要用的背景数据块DB的形式定义和编辑的。通过任务表,实现管理信息与控制信息的对接。
如图5所示,WinCC通过变量管理器处理变量的集中管理和WinCC项目产生的数据和存储在项目数据库中的数据。在WinCC 组态软件的运行环境下,现场状况将实时地反映在变量的数值中;操作人员监控过程数据,以及在WinCC视窗上设置的控制指令通过变量传送给现场PLC控制系统,所有的控制程序都以WinCC变量的形式从变量管理器中请求数据,这些数据包括图形运行系统、报警记录运行系统和变量记录运行系统等。
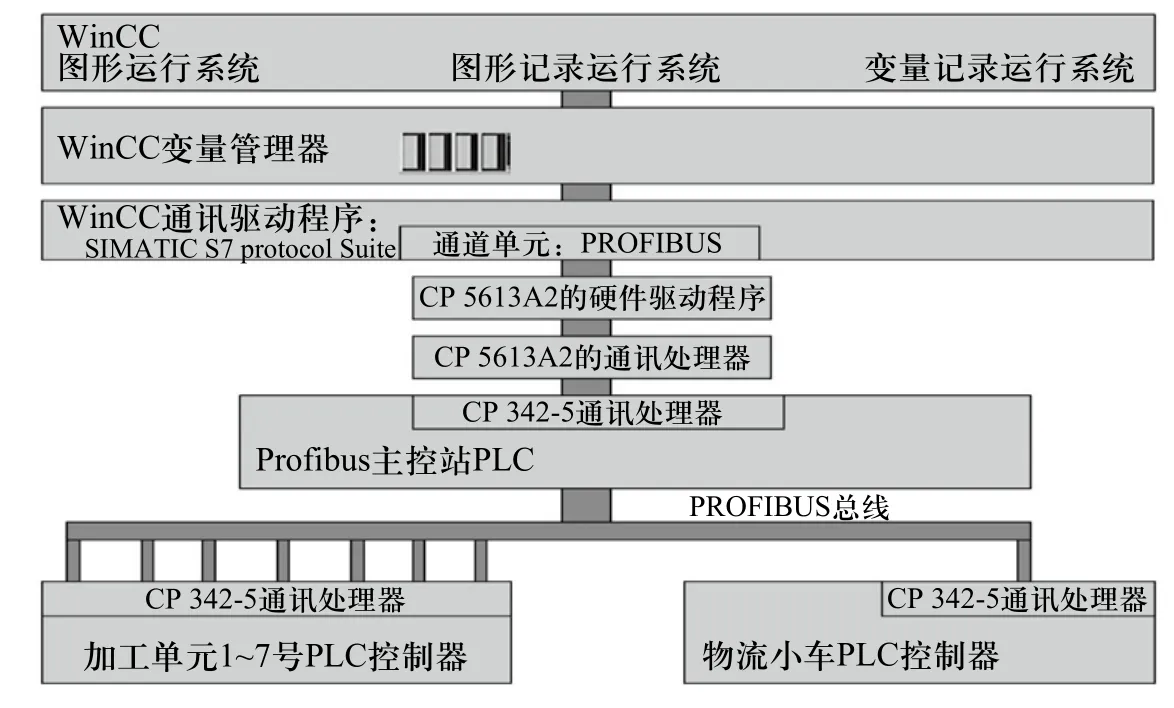
图5 WinCC与物流从站通信结构
4 物流储运系统自动化控制功能的实现
本项目物流主控系统是以WinCC上位机和主控PLC控制系统为核心,集成加工单元、物流小车的控制系统、PROFIBUS-DP现场总线、RFID、主/从站系统组态及网络通信等技术组成的现场控制管理系统。物流储运系统的自动化控制与管理功能主要包括:托盘任务分配、托盘调度与信息监控、托盘储运控制、RFID系统监控。监控管理任务如下:
1)分配托盘任务:由于柔性制造线可实现多类型工件混线加工,因此上位机系统对工件名称和类型进行定义、识别编码、便于控制系统识别和监控。
2)设置托盘信息:需要识别的信息包括托盘上有无工件、工件类型、工件是否已加工完成、托盘当前在物流线上的位置。WinCC上位机分配托盘任务的同时赋予了托盘承载工件的特征信息,以便托盘的搬运控制和跟踪记录。全线自动运行时,托盘电子标签的信息被实时更新。WinCC 显示的托盘信息与实际情况出现偏差时,经授权可以对托盘的信息进行手动修改。
3)监控MOBY状态:RFID的智能信息存储卡MOBY的工作状态对本项目FMS的物料自动识别、调度、管理的可靠性有着至关重要的作用。为此专门研发了机床MOBY状态监控视窗。WinCC通过设置的外部变量从控制系统的信息传递通道获取RFID状态信息:每台加工设备和小车上的RFID读写器是否准备就绪、是否有故障、30个托盘上的MOBY信息。
4)监控托盘移动位置:根据RFID信息的跟踪记录,监控机床双工位托盘架上有台或无台、是要加工还是暂存的工件、上下料站和缓存站上放的是几号台信息以及物流小车承载托盘信息的监控。
综上所述,基于RFID技术的研发应用,物流储运系统的工作过程是自动的,无需人工参与,保证了托盘信息采集、识别和处理的实时性及准确性,实现了托盘网络化自动调度和管理功能。
5 结束语
通过PROFIBUS现场总线和组态技术,RFID读写控制、物流主/从站通信与控制和WinCC上位机系统协调工作,实现了物流控制系统对所有RFID信息的自动获取、存储和在线更改功能。将RFID应用于FMS物流系统,实现物料的自动识别、调度和可视化监控功能。经实际使用验证,提高了托盘调度的准确性、可靠性和可维护性,以及物料搬运和存储的效率。
[1] SIEMENS, SIMATIC Sensors RFID systems ASM 456 interface module Operating Instructions[M]. 北京: 西门子,05/2007 J31069-D0162-U001-A3-7618.
[2] SIEMENS, SIMATIC SensorsSystem Manual [M] 北京:西门子, 09/2007.
[3] SIEMENS, MOBY FC 45 Technical Description 6GT2097-3AM00-0DA2[M]. 北京: 西门子, Published in 08. 2002.
[4] 华中生. 柔性制造系统和柔性供应链-建模、决策与优化[M]. 北京: 科学出版社, 2007.
[5] 陈在平, 等. 现场总线及工业控制网络[M]. 北京: 电子工业出版社, 2008. 5.
[6] 崔坚, 李佳. 西门子工业网络通信指南[M]. 北京: 机械工业出版社. 2004.
[7] 苏昆哲, 何华. 深入浅出西门子WinCC V6 (第2版) [M].北京: 北京航空航天大学出版社, 2004.
