CBGA、CCGA植球植柱焊接返工可靠性研究*
2012-07-02丁荣峥杨轶博高娜燕
丁荣峥,杨轶博,陈 波,朱 媛,高娜燕
(中国电子科技集团公司第58研究所,江苏 无锡 214035)
1 前言
多功能、高性能、高可靠性及薄型化、轻量化是集成电路发展的趋势。以航空航天为代表的高可靠应用中,CBGA和CCGA形式的封装需求在快速增长。CLGA外壳/基板植球或植柱之后的CBGA和CCGA电路二次组装使用中,常出现焊球或焊柱的焊接不良、焊球或焊柱的各种损伤、变形等导致电路不能继续使用甚至失效的情况,处于经济、环保等考虑,必须进行植球或植柱的焊接返工。在返工过程中,除对焊接外观、焊接层孔隙等进行控制外,研究返工过程对植球植柱焊盘镀层的影响也是保证焊接可靠性的重要工作。一次返工后焊盘表面镀金层已不存在,继续返工时需要在残留少量焊料的镍层刷焊膏然后植球/植柱,焊接面的可焊接性等性质与镀金层已完全不同;同时再次植球/植柱时由于焊接层中金含量极少,而镀镍层部分也被熔蚀,因此焊接层中的金属间化合物含量和成分与首次返工前有明显不同。这对植球植柱的焊接质量、焊接可靠性是否存在影响及影响程度都需要进行分析。
根据焊接及以往引线器件焊料焊接返工的可靠性经验,返工有三个重要的注意事项:
(1)从外壳/基板上铲除焊球或焊柱要求不对外壳/基板焊盘以及其他布线、密封框、标志等造成损伤,即返工不能带来任何损伤。
(2)返工后,重新焊接的焊球直径、高度、位置度、共面性等要满足相关要求,即返工前后尺寸一致,以保证二次组装质量及质量的一致性。
(3)在规定返工次数范围内,返工重新焊接的焊球或焊柱,其抗拉强度、抗剪强度符合相关要求,即返工前后的可靠性符合要求。
CBGA、CCGA返工工艺质量及返工后的可靠性研究目前还未见报道。本文主要研究采用无铅焊料SAC305(Sn96.5Ag3.0Cu0.5)焊接和采用有铅共晶焊料(Sn63Pb37)焊接的两种返工工艺,在多次返工过程中镀镍层熔蚀变化的趋势以及随着返工次数的增加焊球/焊柱拉脱强度和剪切强度的变化趋势。本文实验采用两家陶瓷外壳厂商的CLGA基板分别进行植球返工,对两套数据进行对比分析。
2 CBGA、CCGA植球植柱焊接返工流程
CBGA/CCGA植球植柱返工工艺流程包括:CBGA/CCGA焊料温度确认、焊接加热温度-时间工艺曲线调试、CBGA/CCGA植球植柱铲除/拆卸、CBGA/CCGA焊盘上焊料清处、外壳/基板清洗、CBGA/CCGA植球植柱焊膏印刷(低温焊球可印刷助焊剂)、回流焊、清洗、外观检查。参见图1。
在外壳/基板研制、植球或植柱工艺开发阶段,以及CBGA和CCGA器件板级组装,CBGA转换成CCGA,有铅焊料与无铅焊料、不同焊料柱或不同镀层金属柱转换中,返工是不可避免的。
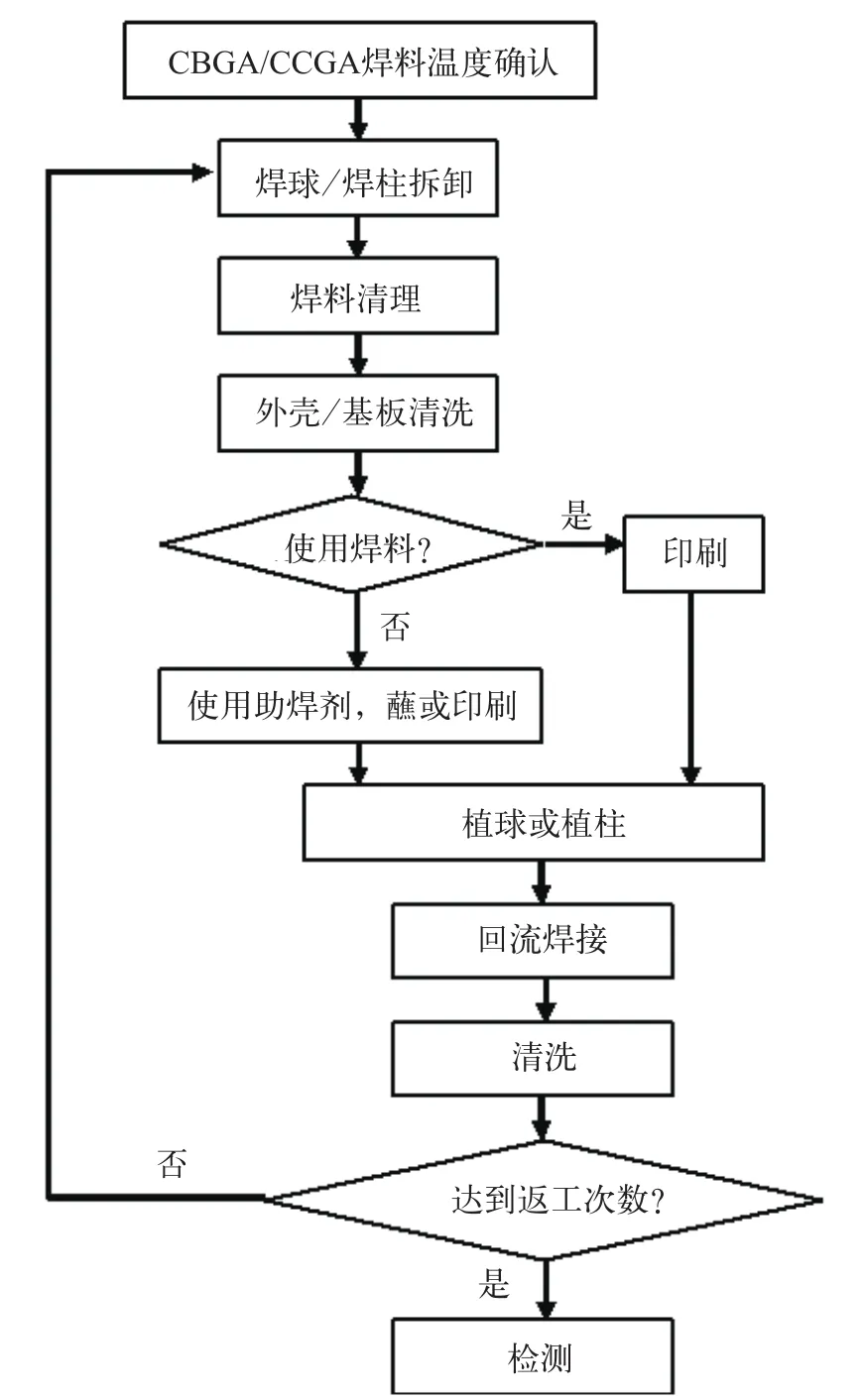
图1 CBGA/CCGA植球植柱返工流程图
3 焊接返工试验方案
3.1 焊接返工可靠性试验用材料
选用2家外壳生产厂的高温氧化铝共烧陶瓷外壳分别为CLGA729和CLGA429,焊盘W金属化层上镀Ni-Au(Ni≥3.5μm,Au≤0.3μm),焊盘直径Φ0.60mm,CLGA729的焊盘节距为1.27mm,CLGA429焊盘节距为1.00mm。
焊膏为免清洗型SAC305和免清洗型Sn63Pb37;1.0mm节距的CLGA729植球采用Φ0.60mm 的Sn10Pb90高温焊球,1.27mm节距的CLGA429植球采用Φ0.76mm的Sn10Pb90高温焊球。
3.2 焊接试验设备及焊接和回流/返工工艺曲线
3.2.1 焊接试验设备
回流焊炉TYR108N-C,控温加热台JRT-0606C。
3.2.2 返工工艺流程
Sn63Pb37焊膏植球的返工去球及去焊料:高精度控温加热台JRT-0606C温度设定为220℃,待温度到达设定值,用金属镊子将待返工电路放置在加热台上保持60s,用刮刀刮除焊球并用吸锡绳吸去残留焊料,最后取下电路冷却。
3.2.3 植球回流焊接工艺曲线
采用Sn63Pb37焊膏,植球回流焊接工艺曲线如图2。
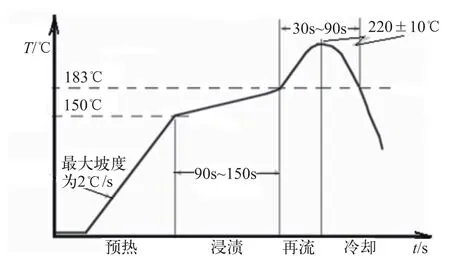
图2 Sn63Pb37共晶焊膏植球焊接工艺曲线图
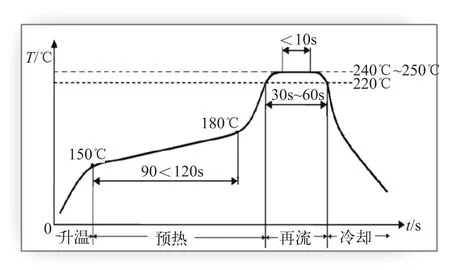
图3 SAC305焊膏植球焊接工艺曲线图
采用SAC305焊膏,植球回流焊接工艺曲线如图3。
3.2.4 SAC305焊膏植球的返工去球及去焊料
高精度控温加热台JRT-0606C温度设定为250℃,待温度到达设定值,用金属镊子将待返工电路放置在加热台上等待60s,用刮刀刮除焊球并用吸锡绳吸去残留焊料,取下电路冷却。
3.3 焊接返工可靠性试验样品制备
将SAC305无铅焊膏、Sn63Pb37焊膏分别进行返工1次、返工2次、返工3次、返工4次和返工5次。返工流程按图1进行。
4 试验样品分析与检测
返工后对焊球进行抗拉强度测试、抗剪强度测试。参见图4。
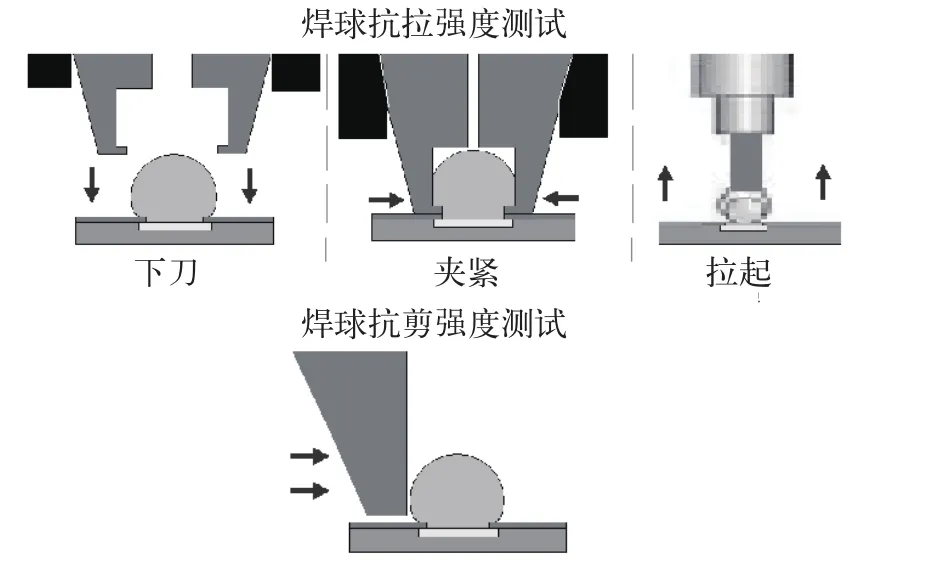
图4 焊球抗拉强度测试和抗剪强度测试示意图
去球后,对焊盘进行解剖。参见图5。
焊球拉脱强度检测采用DAGE4000微测仪进行,拉升速度为0.20mm/s,CBGA729和CBGA429试验样品的焊球抗拉强度测试值见表1和表2。
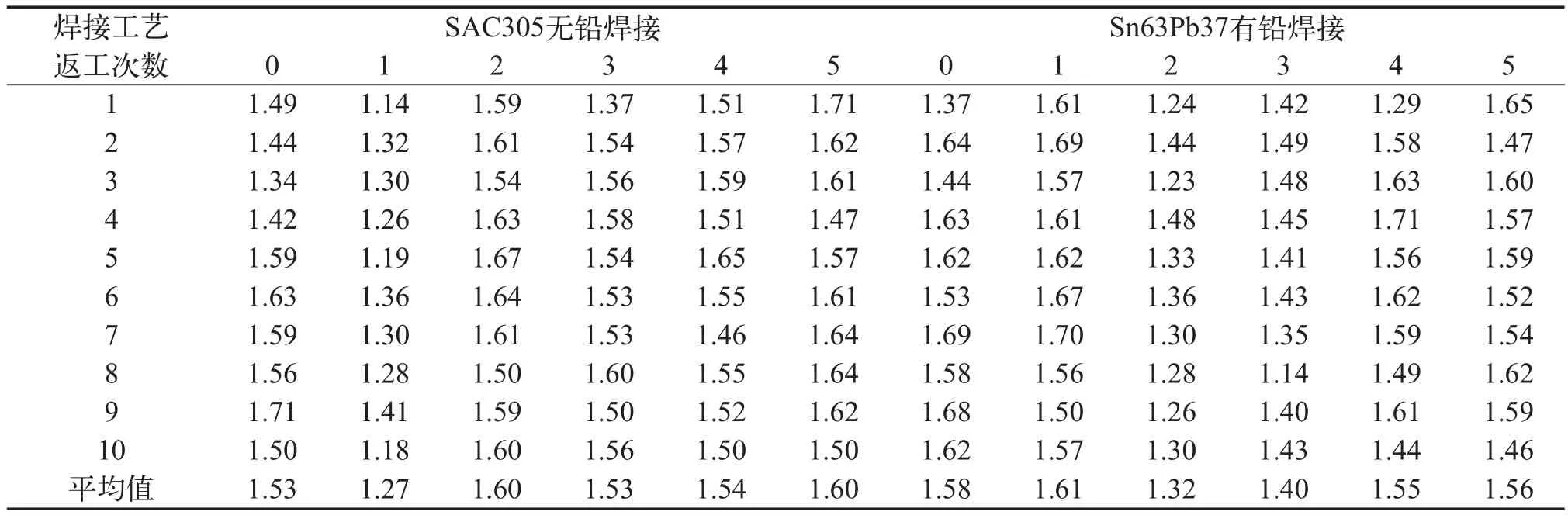
表1 CBGA729焊接及不同返工次数后的拉脱强度单位/ kg
去除焊球后清理焊料不干净、焊接内部孔隙甚至检测人员人为因素也会引起焊球抗拉强度值的波动,观察返工及返工次数对焊接强度的影响,应看出整体有变弱趋势,而不应仅看测试值的波动。从表1和表2可以看出焊球返工第1次、第2次、第3次、第4次和第5次,焊球的抗拉强度均无明显的变弱趋势。
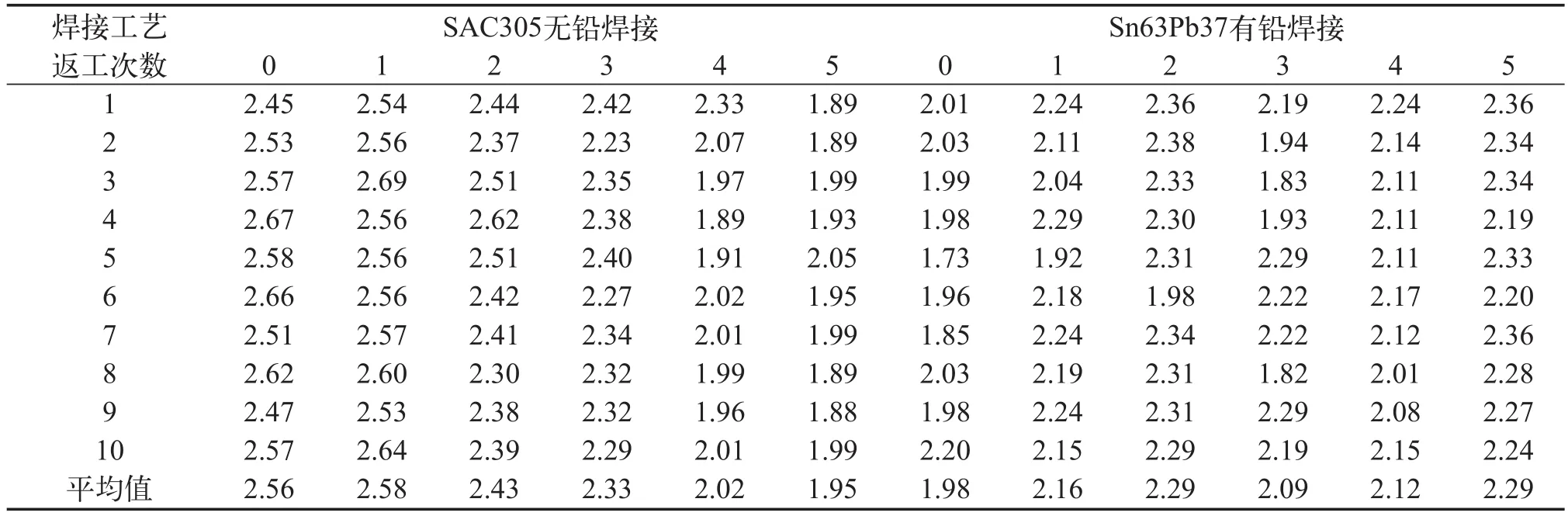
表2 CBGA429焊接及不同返工次数后的拉脱强度单位/ kg
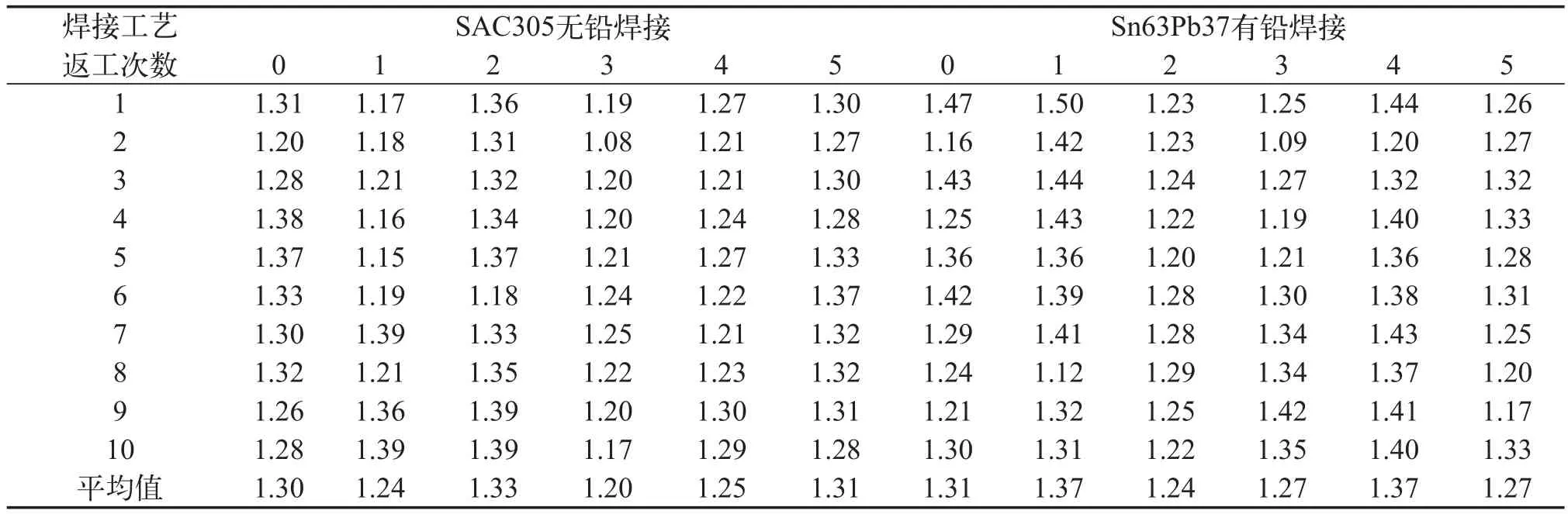
表3 CBGA729焊接及不同返工次数后的剪切强度单位/ kg
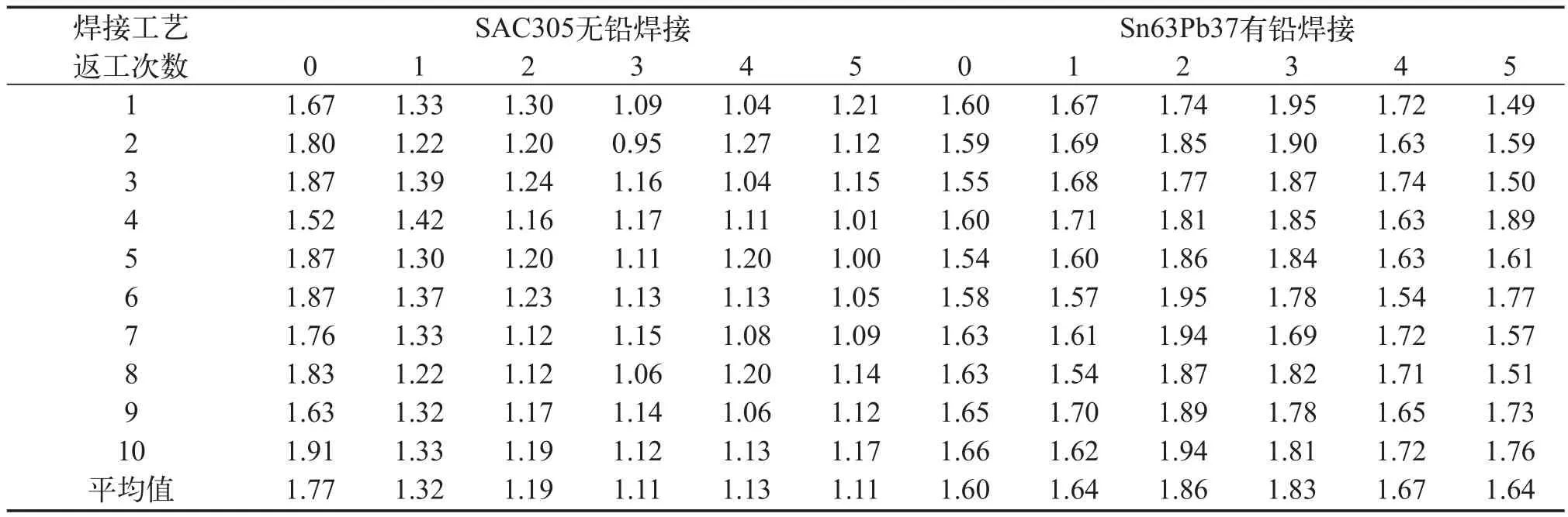
表4 CBGA429焊接及不同返工次数后的剪切强度单位/ kg
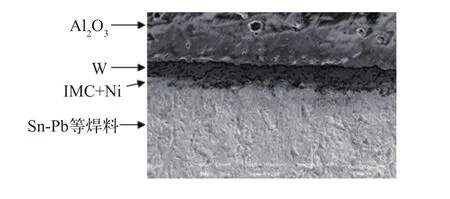
图5 返工后焊盘解剖局部图
焊球剪切强度检测采用DAGE4000微测仪进行,推速为0.10mm/s,CBGA729和CBGA429试验样品焊球剪切强度测试值见表3和表4。
同样,从表3和表4可以看出,除采用SAC305焊料的CBGA429焊球剪切强度与返工第1次、第2次、第3次、第4次和第5次后的剪切强度有明显变化外,其他均未出现焊球抗剪强度随返工次数的增大而有明显变弱的趋势。采用SAC305焊料的CBGA429出现反常,分析认为是镀层表面状态引起,与返工次数无关,第1次、第2次、第3次、第4次和第5次返工后的测试值无明显变化趋势。
采用德国蔡司ZEiss Super55扫描电镜对解剖样品镀镍层厚度、成分等进行分析,参见图6。
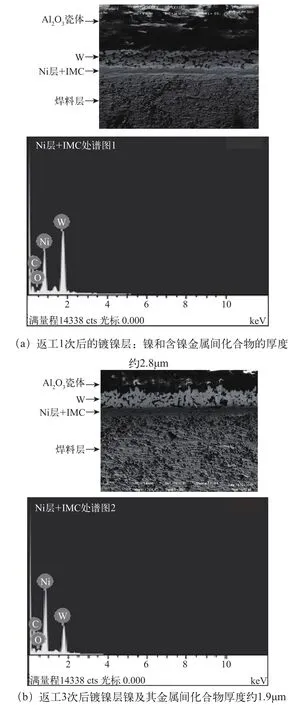
图6 随着CBGA植球返工次数增加,镀镍层厚度变化趋势
从分析图上可以看出,返工一次后的能谱图中未出现金元素,表明金层在第1次铲去焊料时即完全去除。随着返工次数的增加,镀镍层及其焊接生成的金属间化合物层厚度明显减小,当返工次数达到一定数量时,金属钨表面的含镍层可能消失,如果再进行返工回流焊接,就会形成“虚焊”。故CBGA、CCGA植球或植柱外壳的镀镍层厚度要严格控制,通常将烧结致密的镍层厚度控制在3.8μm以上。
5 试验结果分析
将表1、表2、表3和表4的数据代入到数据统计分析软件中,均符合正态分布,表明返工及返工后的拉脱强度、剪切强度测试正常。
图6的电镜照片和能谱数据表明,在第一次回流焊接后,镀金层全部溶解到焊料中,并在第1次返工过程中随焊料去除。因此,CBGA、CCGA的植球和植柱的返工全部在镀Ni层上进行。
当镀镍层厚度达到3.8μm或更大时,外壳/基板能经受5次返工,且镀镍层随着返工次数的增加,厚度逐渐减小,因此要提高CLGA外壳/基板耐返工的次数,必须控制镀镍层具有足够厚度。相比起润湿焊料和防氧化作用的金层,镍层对于SAC305、Sn63Pb37等焊料具有优异的抗熔蚀能力。在镀镍层消失前,镍层厚度对植球植柱的可焊性无影响,焊球或焊柱的拉脱强度、剪切强度亦无明显变差的趋势,控制返工次数可以保证植球或植柱的焊接质量及其可靠性。
6 结论
通过对高温氧化铝共烧陶瓷外壳/基板CLGA729、CLGA429的焊球返工试验,发现对于厚度大于3.8μm的镀镍层,返工后焊球或焊柱的拉脱强度值、剪切强度值没有明显变化。且植球植柱焊盘能经受5次返工,不存在PBGA基板返工后焊盘脱落等问题。CLGA外壳/基板的耐焊接性显著强于覆铜结构的印刷线路板,CBGA或CCGA植球或植柱返工是可行的,在控制镀镍层厚度与返工次数后其可靠性是有保证的。
[1] 孙忠新. BGA组装与返修技术[J].印刷电路与贴装,2001,1:71-75.
[2] 胡强.BGA的返修工艺与技术[J].电子工艺技术,2006,27(1):19-25.
[3] 成立,杨建宁,等.焊球阵列封装及其返修工艺技术[J].2007,32(6):535-538.
[4] 李全英,朱珠,等.BGA焊球返修工艺[J].兵工自动化,2010,29(3):31-32.
[5] 张伟,孙守红,等.无铅BGA返修工艺方法[J].电子工艺技术,2012,33(2):86-89.