焊后处理工艺对Q345E低合金钢焊接接头疲劳性能的影响
2012-07-02陈大庆陈增有马清波许鸿吉
陈大庆,陈增有,马清波,许鸿吉
(1.齐齐哈尔轨道交通装备有限责任公司,黑龙江 齐齐哈尔 161002;2.大连交通大学 材料科学与工程学院,辽宁 大连 116028)*
0 引言
随着我国铁路运输的第六次大提速,客运平均可以达到160 km/h,货运也可以达到120 km/h,而焊接构架式转向架是我国高速货车必然采用的走行部技术模式[1].转向架焊接构架不仅是铁道车辆钢结构中的主要构件,也是负载条件特别苛刻的零部件,在车辆运行过程中,承受各安装部件的工作载荷以及牵引,制动和惯性力[2-3].
众所周知,疲劳破坏是焊接结构破坏的重要形式.统计资料表明,由于疲劳而失效的金属结构,约占失效结构的90%[4-5].由于在焊趾处具有应力集中、焊接缺陷和焊接残余应力,焊接接头的疲劳断裂主要从焊趾部位开裂,接头处焊趾的形状对疲劳性能有较大影响[6-8].大量运用实践表明焊接接头的疲劳强度问题相当突出,已严重制约结构的安全可靠及耐久运用,故对焊接结构的疲劳强度分析和优化得到了极为广泛的关注与重视[9-10].本文以Q345E低合金钢为对象,研究焊趾不处理、焊趾打磨、焊趾喷丸、焊趾打磨+喷丸处理对焊接接头疲劳性能的影响.
1 试验材料及方法
1.1 试验材料
试验材料为Q345E低合金结构钢,热轧状态供货.选用SM-70焊丝,焊丝直径为1.2 mm,保护气体为80%Ar+20%CO2.其化学成分、力学性能分别见表1、表2.

表1 试验材料的化学成分 %

表2 试验材料的力学性能
1.2 试验方法
对机械加工的K型坡口Q345E低合金钢角接接头进行三点弯曲疲劳试验,试件宽为25 mm.试验设备为PLG-100型微机控制高频疲劳试验机.技术规格为静态负荷精度±1%,动负荷平均波动度±1%,动负荷振幅波动度±2%,循环应力比R=0.1,指定循环寿命取2×106次.
2 试验结果及分析处理
2.1 焊趾不处理
由升降法确定焊趾不处理K型(机械加工坡口)角接接头指定寿命为2×106次循环下的疲劳极限,有4级应力水平,有效试件数18个,有7个字样对,结果如图1所示.
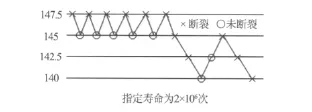
图1 焊趾不处理条件疲劳极限升降图
由升降法确定的焊趾不处理K型(机械加工坡口)角接接头指定寿命为2×106次循环下的中值疲劳极限为:

最终确定的焊趾不处理K型(机械加工坡口)角接接头三点弯曲疲劳(应力比R=0.1)的中值S-N曲线如图2所示.

图2 焊趾不处理S-N曲线

图3 焊趾打磨处理条件疲劳极限升降图
2.2 焊趾打磨试验结果及分析
通过升降法确定焊趾打磨K型(机械加工坡口)角接接头指定寿命为2×106次循环下的疲劳极限,有6级应力水平,有效试件数15个,有7个子样对,其结果如图3所示.
由升降法确定的焊趾打磨K型(机械加工坡口)角接接头指定寿命为2×106次循环下的中值疲劳极限为:
最终确定的焊趾打磨K型(机械加工坡口)角接接头三点弯曲疲劳(应力比R=0.1)的中值S-N曲线如图4所示.

图4 焊趾打磨S-N曲线
2.3 焊趾喷丸试验结果及分析
通过配对如图5升降法确定焊趾喷丸处理K型(机械加工坡口)角接接头指定寿命为2×106次循环下的疲劳极限,有6级应力水平,有效试件数12个,共有4个子样对.

图5 焊趾喷丸处理条件疲劳极限升降图
由升降法确定的焊趾喷丸处理K型(机械加工坡口)角接接头指定寿命为2×106次循环下的中值疲劳极限为:

最终确定的焊趾喷丸K型(机械加工坡口)角接接头三点弯曲疲劳(应力比R=0.1)的中值S-N曲线如图6所示.

图6 焊趾喷丸S-N曲线
2.4 打磨+喷丸试验结果及分析
通过升降法确定焊趾打磨+喷丸K型(机械加工坡口)角接接头指定寿命为2×106次循环下的疲劳极限,有4级应力水平,有效试件数12个,共有6个子样对,其结果如图7所示.
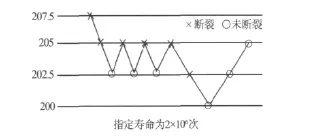
图7 焊趾打磨+喷丸处理条件疲劳极限升降图
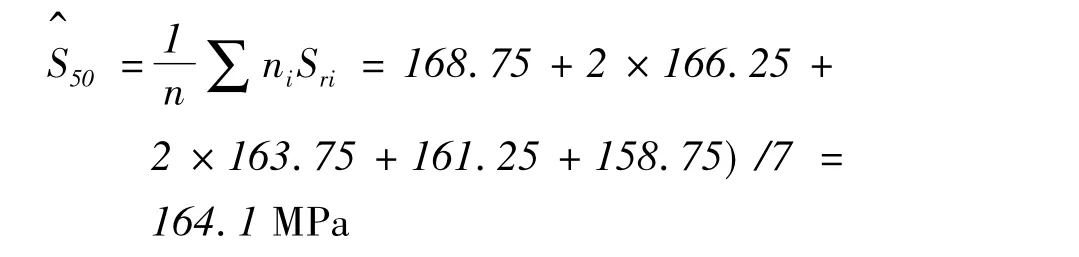
由升降法确定的焊趾打磨+喷丸处理K型(机械加工坡口)角接接头指定寿命为2×106次循环下的中值疲劳极限为:

最终确定的焊趾打磨+喷丸K型(机械加工坡口)角接接头三点弯曲疲劳(应力比R=0.1)的中值S-N曲线如图8所示.

图8 焊趾打磨+喷丸S-N曲线
2.5 焊趾不处理、打磨、喷丸、打磨+喷丸对比
图9是Q345E低合金钢焊趾不同处理方法K型(机械加工坡口)角接接头中值S-N曲线的对比.可以看出:三点弯曲疲劳试验确定的指定寿命为2×106次的中值疲劳强度σ0.1:焊趾不处理K型(机械加工坡口)角接接头为145.2 MPa,焊趾打磨K型(机械加工坡口)角接接头为164.2 MPa,焊趾喷丸K型(机械加工坡口)角接接头为180.6 MPa,焊趾打磨 +喷丸 K型(机械加工坡口)角接接头为203.7 MPa,焊趾打磨、焊趾喷丸和焊趾打磨+喷丸处理分别比焊趾不处理提高了19、35.4 和58.5 MPa.可见,焊接接头焊后细节处理工艺对焊接接头疲劳性能的影响十分显著,焊趾打磨和焊趾喷丸均是提高焊接接头疲劳性能的重要手段,而焊趾打磨+喷丸处理这种综合处理时效果最佳.

图9 S-N曲线对比
3 结论
(1)由三点弯曲疲劳试验确定的Q345E低合金钢T型接头指定寿命为2×106次的中值疲劳强度,焊趾不处理、打磨、喷丸、打磨+喷丸K型角接接头分别为 145.2、164.2、180.6、203.7 MPa.
(2)焊接接头焊后细节处理工艺对焊接接头疲劳性能的影响十分显著,焊趾打磨和焊趾喷丸均是提高焊接接头疲劳性能的重要手段,而焊趾打磨+喷丸处理这种综合处理时效果最佳.
[1]胡毓仁,陈伯真.船舶及海洋结构疲劳可靠性分析[M].北京:人民交通出版社,1997.
[2]机械工业技师考评培训教材编审委员会.焊工技师培训[M].北京:机械工业出版社,2005.
[3]中国机械工程焊接学会.焊工手册[M].北京:机械工业出版社,1998.
[4]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[5]李沛,傅茂海.我国高速货车转向架发展模式[J].中国铁路,2001(5):12-15.
[6]张毅,黄小平.对接接头焊趾应力集中有限元分析[J].船舶力学,2004(5):91-99.
[7]MIKI C,ANAMI K,TANI H.Fatigue strength improvement methods by treating the weld toe[J].Welding Journal,1999,13(10):795-803.
[8]HOBBACHER A.Recommendations for fatigue design of welded joints and components(First draft for development)[M].ⅡW DocumentⅩⅢ-1593-96/ⅩⅤ-845-96,Germany:Hobbacher A,2002:88-98.
[9]霍立兴.焊接结构的断裂行为及评定[M].北京:机械工业出版社,2000.
[10]GURNEY T R.Cumulative damage of welded joints[M].Cambridge:Abington Publishing,2006.