船舶轴系漂浮状态下的拆卸研究
2012-06-30顾熀兴杜海霞
顾熀兴,杜海霞
(江苏新世纪造船有限公司,江苏 靖江 214518)
0 引言
首制163000 t油船在试航过程中出现尾管轴承高温报警故障,导致无法进行船舶海上试验。返航后,船东和船检人员要求检修尾管轴承是否损坏。按照常规的检修程序,船舶必须在坞内进行轴系拆卸工作。按照这样思路,必定影响船舶的交船日期并给公司带来巨大损失,经研究,决定采用轴系拆卸的方法。本文以163000 t油船为例,详细介绍轴系水下拆卸工作,为今后相关船舶的检修提供有益的参考和帮助。
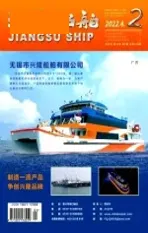
1 主要量度

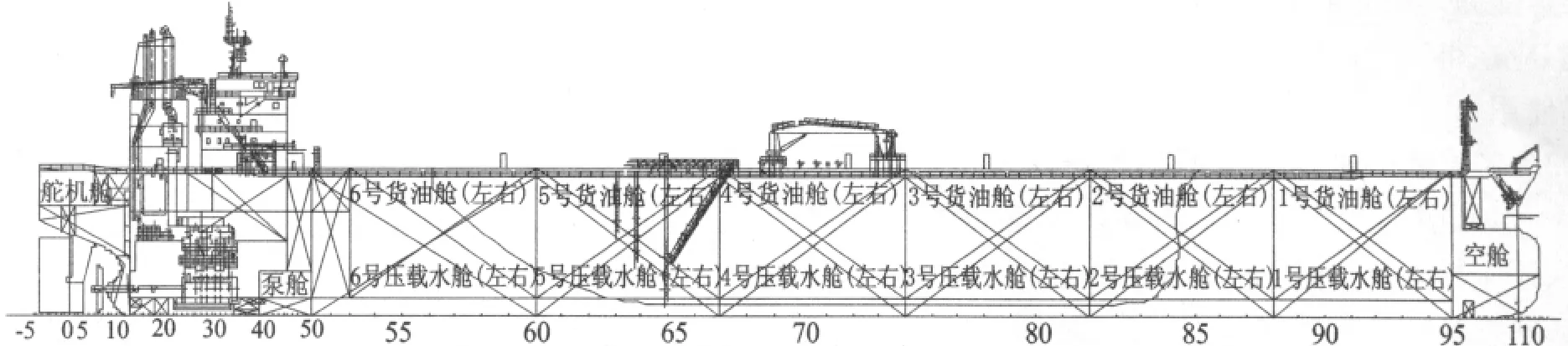
图1 163000 t油船总布置图
2 拆卸前准备
(1)船首压载,使船尾螺旋桨桨毂露出水面,保证轴系拆卸过程中,水不能进入尾管,具体按实船需要调整。
(2)根据安全施工条例,进行尾部脚手架搭设,搭设完毕必须得到相关部门确认,悬挂合格牌。
(3)利用扳手松开尾管保护罩上的渔网切割刀,然后拆除尾管保护罩。
(4)根据要求安装起吊螺旋桨的吊耳,有检验部门进行相关检测试验。
(5)主机盘车把螺旋桨上的起吊螺钉位置转到正上方,并装上螺旋桨的专用吊环。
(6)拆卸工具准备到位。
3 拆卸程序
(1)检查螺旋桨、中轴、尾轴拆卸的所用工具、吊索具是否安全可靠。
(2)利用气钻先把螺栓钻通到规定的孔径(以方便进行镗削为准),然后用镗孔机进行镗削,直至螺栓壁厚达到0.2 mm左右,用木槌把螺栓拿出。利用该方法拆除所有的尾轴与中间轴、中间轴与主机联轴节铰制螺栓。
(3)拆除尾部前后密封的螺栓,松开尾管前密封的定位环,测量尾轴与轴管之间间隙,再将尾轴向船尾方向移动300 mm(使用2只15 t油压千斤顶,千斤顶安置于螺旋桨与尾管铸件之间,必须确保千斤顶对称放置,避免损坏螺旋桨和尾轴表面)。
(4)松开中间轴承与机座的螺栓,清洗中间轴,利用机舱尾部起吊横梁上的起吊葫芦,将中间轴吊离后搁置于机舱底板并固定,保护到位。中间轴吊装图如图2所示。

图2 中间轴吊装图
(5)在机舱尾部船底板和尾管前舱壁的适当位置上焊接吊耳。经检验合格后,用5 t的手拉葫芦将尾轴前后方向固定,防止拆卸螺旋桨时尾轴前后移动。尾轴固定图如图3所示。
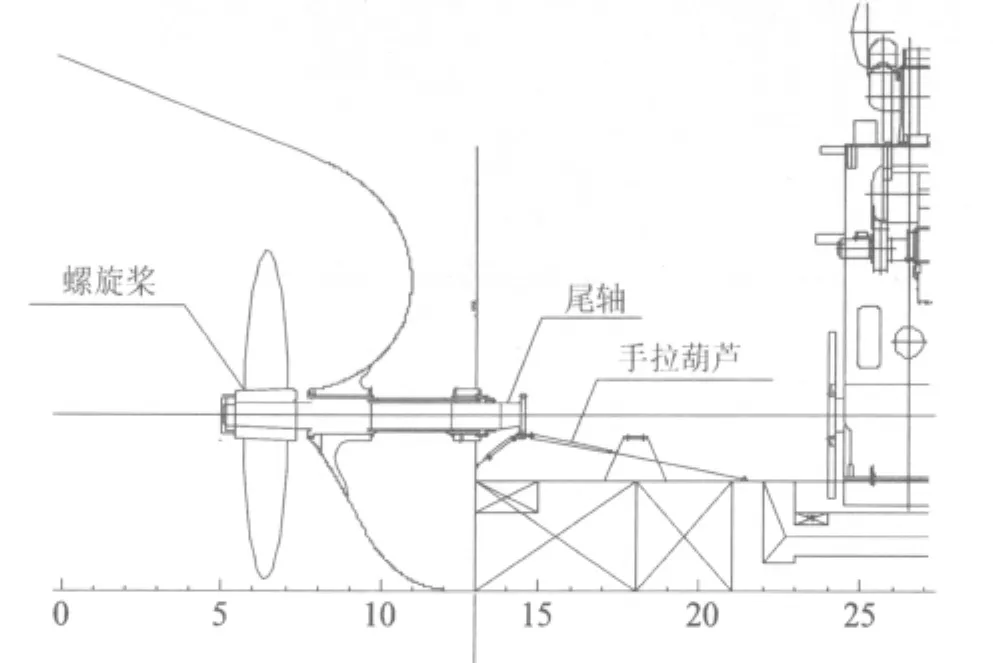
图3 尾轴固定图
(6)拆除将军帽上的密封,松开螺栓,用手拉葫芦移开将军帽。松开螺旋桨上的液压螺母20 mm左右,将吊装螺旋桨的吊索具安装连接到位。螺旋桨吊装图如图4所示。
(7)在液压螺母与螺旋桨毂之间对称放置厚度相等的木板(18 mm左右),避免拆螺旋桨时损坏液压螺母和螺旋桨表面。使用液压泵对螺旋桨径向加压直至螺旋桨与尾轴脱开。
图4 螺旋桨吊装图
(8)缓慢的使螺旋桨上的葫芦受力,目测尾轴与螺旋桨的间隙,利用手拉葫芦互相配合,把螺旋桨缓慢的向后移动。当螺旋桨与尾轴基本脱离后,增加2把葫芦保险,再将尾轴向前拉出。
(9)当尾轴拉出约3000 mm时,利用向下斜拉的葫芦将尾轴调平,一边调平一边向外拉,直至尾轴拉出。尾轴吊装图如图5所示。
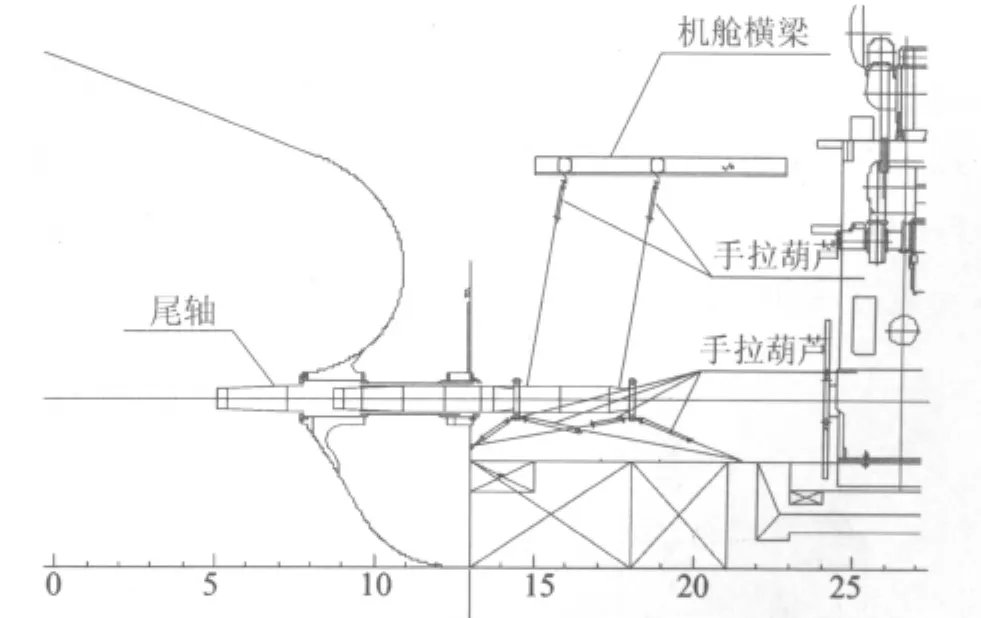
图5 尾轴吊装图
(10)尾轴拆出后,清洁尾轴表面,检查尾轴表面是否有损伤,如有,及时进行修复。如没有,则参照船舶大型精加工件保护指导书进行保护。
(11)检查尾管内轴承的磨损情况并记录。
4 结语
通过对该船的实际操作,该拆卸方案是可行的,能够保证轴系的各项性能要求,以及能够满足船级社相关规则规范,同时为工厂节省了成本。