激光加工中自动旋转校位切割的研究
2012-06-28张文斌孟宪俊孟凡辉杨松涛
张文斌,孟宪俊,孟凡辉,杨松涛
(中国电子科技集团公司第四十五研究所,北京101601)
激光加工技术是随着激光技术发展而兴起的一种新型加工工艺。由于激光具有高亮度、高方向性、高单色性和高相干性四大特性,因此激光加工就带来了一些其它加工方法所不具备的特性:可控性强、能量稳定集中、光束方向性好、光束细等,是新型陶瓷切割处理的理想工具[1]。但随着激光加工工艺的发展以及自动控制技术的不断提升,对激光的切割效率及自动化功能实现的要求越来越高,单纯的手动控制模式已经难以满足客户和市场的需求,对此,本文介绍了基于图像识别技术的自动晶片切割道校位、自动晶片轮廓提取以及自动设置切割街区的功能实现方法,使激光这一新型加工技术更加完善地融入到现代工业生产之中。
1 软件主体控制时序
该型激光加工平台是应用紫外激光束,经激光聚焦导光系统产生聚焦光斑,并通过图像视觉模块完成Al2O3晶片的横向/纵向切割街区的校位之后,然后控制工作台运动,对Al2O3圆晶进行直线切割。
本软件主要由机器视觉模块、运动控制模块和激光器控制模块组成。机器视觉模块用来处理CMOS摄像头的工作台图像;运动控制模块用来控制工作台x、y轴、旋转向θ向电机以及z向电机运动;激光器控制模块用来控制激光器重复频率、功率百分比以及电流大小的设定,3个模块共同配合来完成Al2O3晶圆的切割。
在整个软件系统中的机器视觉模块、运动控制模块和激光器模块分别初始化完成之后,需要将工作台移动至上片位,把贴好膜的Al2O3晶片放置于工作台中心,完成上片之后,需要根据Al2O3晶片的规格参数来编辑并设置激光加工参数(这些参数主要包括:Al2O3晶片的直径、横向/纵向切割道的间距以及横向/纵向街区的宽度等)。
以上操作完成之后,点击“自动校位切割晶圆”,如图1所示,软件开始执行自动校位切割Al2O3晶片的模块。

图1 控制界面示意图
2 自动校位切割功能的设计与实现
自动校位切割功能模块主要包括:晶片轮廓的识别、晶片翘曲状况的识别、晶片切割街区的校位识别以及切割街区的设定,然后开始晶片的自动切割,最终实现自动校位切割。如图2所示。
2.1 识别晶片轮廓
用来获取Al2O3晶片的半径以及圆心坐标,主要通过图像对比处理技术得到。该功能需要提前保存一幅没有晶片的工作台背景图作为对照,如图3所示。

图2 自动校位切割功能的设计
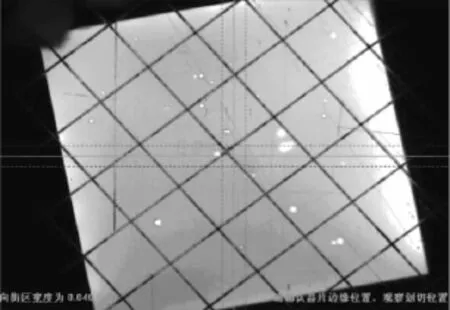
图3 工作台背景图
在自动校位切割功能启动之后,再获取一幅带有晶片的工作台背景图,如图4所示,然后通过图像对比技术获取晶片圆心和半径大小,并通过数学转换,得到相应的物理数据。
2.2 识别晶片翘曲状况
用来获取晶片表面的翘曲数据,以实现变焦切割。该功能通过接触式高度识别传感器提取晶片表面的6个不同点的高度值作为参照,拟合出整个晶片的翘曲状况,为切割数据的形成提供参数来源。

图4 上片后的工作台示意图
2.3 识别切割街区并校位
由于晶片在手动放置到工作台上之后,其切割道方向会与工作台的直线切割方向存在一定的角度偏差,如图5所示。

图5 晶片角度校正前示意图
通过图像自动对比识别技术来提取数据,实现的校位功能就是用来消除这个偏差。整个校位过程在初步设计中,主要分为两次粗调和一次精调,但在实际实验中发现横向切割道与纵向切割道并不完全垂直,于是在原有调节的基础上,又在横向切割道上加了一次精调,才达到切割要求,如图6所示。
2.4 设定横向/纵向切割街区
在获取到晶片的半径以及圆心坐标之后,只是得到了晶片的主体数据,但其切割道所在位置并没有得到,在晶片完成校位之后,就可以设定晶片的横向/纵向切割街区所在位置了。考虑到提高切割效率的需要,将设定切割街区所在位置合并到切割街区的校位过程中完成。
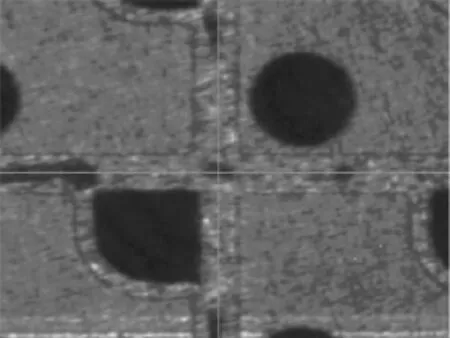
图6 晶片角度校正后示意图
2.5 自动切割
以上步骤完成之后,就可以计算得到晶片每一条切割道的数据,从而开始晶片的自动切割。在加工过程中,软件自动判断切割是否全部结束,如果切割完成,则退出自动校位切割功能模块。
3 效率验证
通过上述设计并编程实现,上机调试完成之后,在相同的切割速度和相同的晶片尺寸下,进行手动校位切割测试和自动校位切割测试,发现在保证原有切割精度的基础上,自动校位功能的实际运行时间缩短为270 s左右,与原有手动运行效率对比见表1。

表1 校位切割效率运行对比
对于表1中手动校位切割、自动校位切割分别按照下面公式求取平均值:

得出的结果分别为320.5 s、259.8 s。
然后在校位切割所需时间的平均值基础上,加上手工上下片所需的30 s,再利用每小时3 600 s,计算得出每小时本设备可完成加工的片数,计算公式如下:
得出的结果分别为10片/h、12片/h。
4 结束语
自动校位切割功能的实现是通过图像识别技术来提取三氧化二铝晶片的数据,并在此基础上,进行数据处理,得到所需结果的。今后我们将继续改进设计并不断优化软件设计思想、逻辑流程,以保证设备的可靠性和稳定性,提高设备的生产效率,满足客户的自动化需求。
[1]张国顺.现代激光制造技术[J].北京;化学工业出版社,2005.
[2]杨松涛,韩微微等.355nm激光新型陶瓷加工研究[J].电子工业专用设备,2011(2):8-11.