氢氧化钠预处理工艺对花生壳酶解制备还原糖的影响
2012-06-12余森艳王婷婷
余森艳,谢 敏,王婷婷
(湖北工程学院新技术学院生物化学系,湖北 孝感 432000)
0 引 言
我国是生产花生的大国,年总产量达1 450万吨以上,占世界总产量的42%,每年约产生450万吨花生壳[1],除少部分被用作饲料、制造胶合板等,其余大部分被丢弃或烧掉,造成资源的极大浪费和环境污染.花生壳中含有大量的纤维素、木质素、半纤维素等天然高分子物质,其中纤维素的含量最高[2],若将其转化为容易利用的单糖不仅可以解决环境污染问题,还能产生良好的经济效益.
天然纤维的水解常用的是酸解法和酶解法,由于酶解法条件温和,耗能少,因此,酶解法是纤维素水解的必然趋势.但对未经预处理的天然纤维,其水解效率极低,而NaOH有较强的脱木质素作用,可显著提高酶解糖化率[3].本研究采用NaOH预处理花生壳,并探讨不同的预处理工艺对酶解制备还原糖得率的影响,为花生壳及植物纤维原料用于制糖工业提供一定的参考和依据.
1 实验部分
1.1 材料与设备
花生壳:市售普通花生取壳;纤维素酶:酶活力4 500 IU/mg,宝丽美化工生产;NaOH等试剂,均为分析纯.
721型紫外分光光度计;DGX-9243BC恒温鼓风干燥箱;FW135中草药粉碎机;JY2002电子天平;HH-6数显恒温水浴锅等.
1.2 实验方法
1.2.1 葡萄糖标准曲线 采用DNS(3,5-二硝基水杨酸)法[4]绘制葡萄糖标准曲线,见图1.
回归方程为 y=1.681 8x-0.144 2,R2=0.987 3.
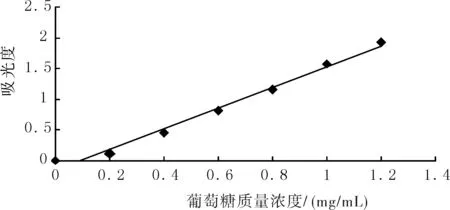
图1 葡萄糖标准曲线图Fig.1 The standard curve of glucose
1.2.2 NaOH预处理花生壳 花生取壳后,经清洗、风干,粉碎后过孔径为0.425 mm筛,称取一定量筛分后的花生壳粉于250 mL 三角瓶中,按照固液比1∶10(g/mL,下同) 加入一定体积和质数分数的NaOH,在不同温度、时间、NaOH用量下对花生壳粉进行预处理试验.NaOH预处理后样品用蒸馏水洗至中性,烘干后用于酶解试验.
1.2.3 NaOH预处理花生壳后酶解及还原糖含量测定 向NaOH预处理后的花生壳粉中加入0.6 IU/g 纤维素酶,在pH 4.8,50 ℃条件下酶解反应48 h.水解结束后在80 ℃灭酶一段时间,离心10 min取上清液,脱色,在具塞刻度试管中加2 mL待测液和1.5 mL DNS试剂,沸水浴中反应5 min,取出冷却至室温,用蒸馏水定容至10 mL,加塞摇匀,在540 nm波长下进行比色测定,对照标准曲线得到样品中还原糖的含量.
1.2.4 单因素试验及正交试验 主要以NaOH质量分数、预处理温度、预处理时间进行单因素试验.在单因素试验的基础上确定正交试验工艺参数范围,因素水平见表1.以酶解后还原糖得率为指标,得出NaOH预处理花生壳的优化工艺条件.
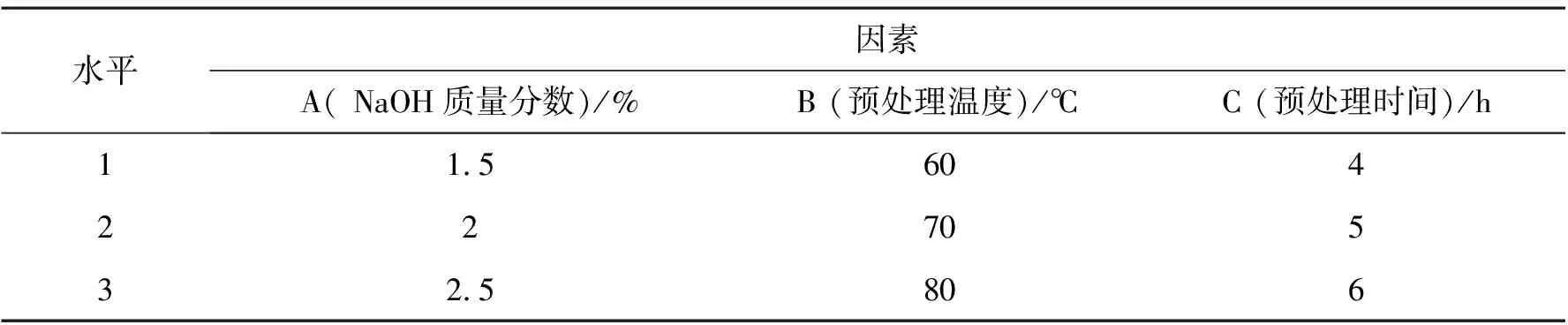
表1 NaOH预处理工艺正交试验因素水平表Table 1 Orthogonal test on preparation by sodium hydroxide of peanut shell
2 结果与讨论
2.1 单因素试验结果
2.1.1 不同质量分数NaOH预处理对花生壳酶解制备还原糖的影响 花生壳在温度70 ℃,固液比1∶10的条件下用不同质量分数的NaOH预处理4 h,同时做对照试验,反应结束后酶解测定其还原糖得率.

图2 不同质量分数NaOH预处理对花生壳酶解还原糖得率的影响Fig.2 Pretreatment by different sodium hydroxide concentration on reducing sugar of peanut shell by enzymatic hydrolysis
如图2所示,还原糖得率随NaOH质量分数增加呈现先上升、到某一最大值后又下降的趋势.对照实验中,未进行预处理的样品酶解后还原糖得率较低,只有18.6%.因花生壳中的木质素对纤维素的降解有屏蔽作用,导致水解糖化率低[6-7].因此,在对花生壳酶解前,用NaOH预处理除去木质素后,能有效提高水解糖化率.在本试验条件下,NaOH预处理质量分数为2%时,酶解后还原糖得率较为理想.
2.1.2 预处理温度对花生壳酶解制备还原糖的影响 花生壳在固液比1∶10,不同温度条件下用质量分数为2%的NaOH处理4 h,反应结束后酶解测定其还原糖得率.
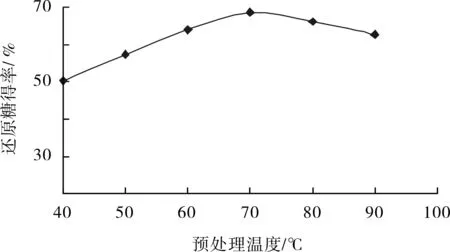
图3 预处理温度对花生壳酶解还原糖得率的影响Fig.3 Pretreatment of different temperature by sodium hydroxide on reducing sugar of peanut shell by enzymatic hydrolysis
如图3所示,一定温度范围内提高预处理温度对酶解后还原糖得率有较大影响,随着预处理温度的升高,还原糖得率也升高,在70 ℃时还原糖得率为71.5%达到最大,当温度超过70 ℃时还原糖的得率有所下降,因此预处理温度不宜过高.
2.1.3 预处理时间对花生壳酶解制备还原糖的影响 花生壳在70 ℃温度,固液比1∶10的条件下用质量分数2%的NaOH预处理不同时间,反应结束后酶解测定其还原糖得率.
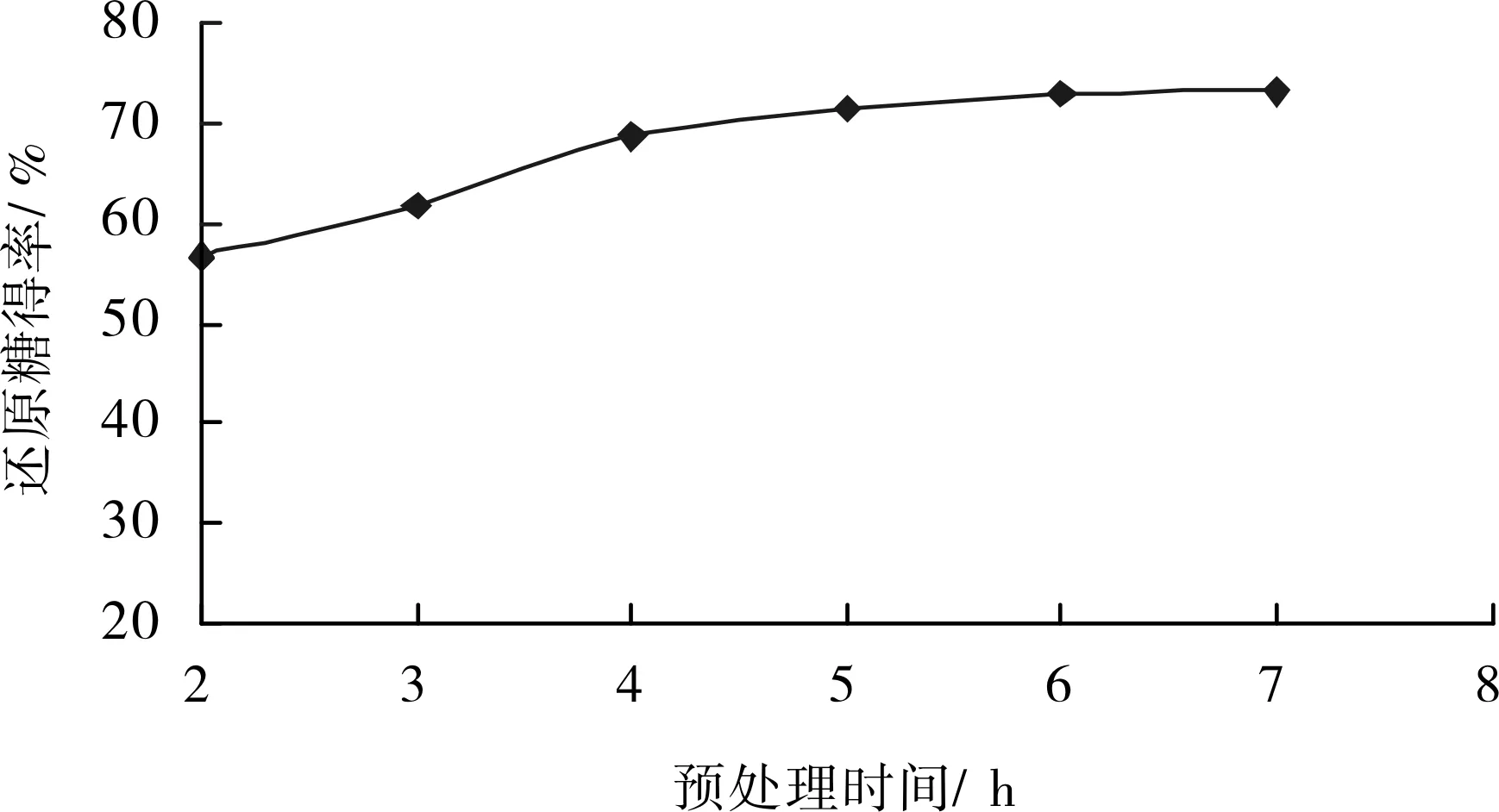
图4 预处理时间对花生壳酶解还原糖得率的影响Fig.4 Pretreatment of different time by sodium hydroxide on reducing sugar of peanut shell by enzymatic hydrolysis
如图4所示,随着预处理时间的延长,花生壳酶解后还原糖得率也不断增加,当反应时间超过6 h后酶解得率变化不大,影响不明显.
2.2 正交试验结果
根据单因素试验,以NaOH质量分数、预处理温度、预处理时间三个因素,按表1进行正交试验,以还原糖得率为参考指标,其结果如表2所示.
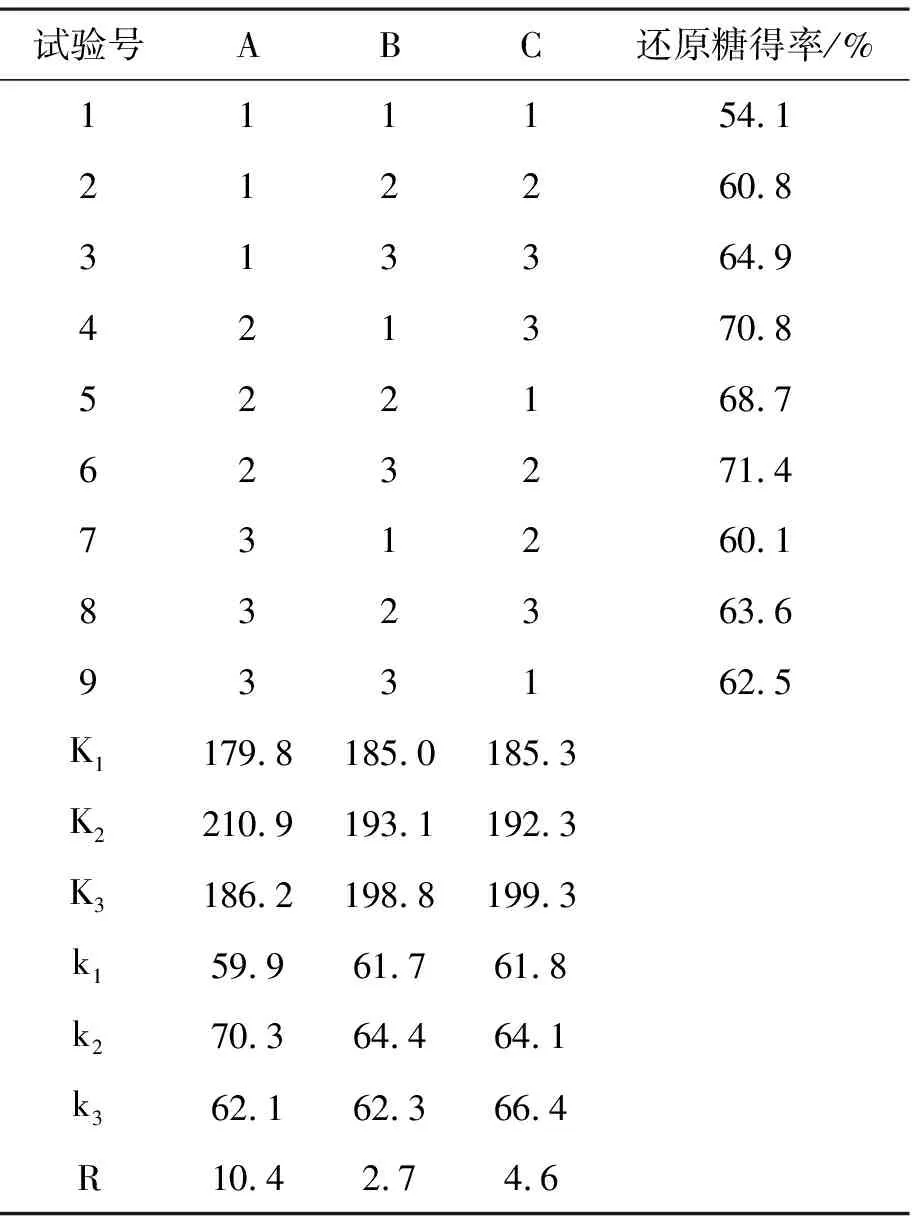
表2 NaOH预处理工艺正交试验结果Table 2 Results of orthogonal test on sodium hydroxide pretreatment
从表2结果可知,在NaOH预处理花生壳酶解制备还原糖的各个影响因素中,影响程度大小依次是:A>C>B,即NaOH浓度对还原糖得率的影响最大,预处理温度对还原糖得率的影响最小,最佳工艺参数组合为A2B2C3,即预处理NaOH质量分数为2%,温度为70 ℃,预处理时间为6 h.通过验证性试验,结果表明花生壳在最佳预处理工艺条件下还原糖得率达到72.5%,比未进行预处理直接酶解制备还原糖得率提高了53.9%.
参考文献:
[1] 周泉城,黄景荣,李全宏. 花生壳茎叶等综合利用研究进展[J]. 中国粮油学报, 2009,24(10):140-144.
[2] 李春光, 董令叶, 吉洋洋, 等. 花生壳纤维素提取及半纤维素与木质素脱除工艺探讨[J]. 中国农学通报, 2010, 26(22): 350-354.
[3] 鲁杰,石淑兰,邢效功,等. NaOH预处理对植物纤维素酶解特性的影响[J]. 纤维素科学与技术: 2004,12(1): 1-6.
[4] 陈毓荃. 生物化学实验方法和技术[M]. 北京: 科学出版社,2002.
[5] 唐楚颖, 马春燕, 陆豫, 等. 绿色木霉降解木薯杆产糖及其工艺优化研究[J]. 安徽农业科学, 2011, 39(31): 19310-19312.
[6] M-Zuhairs. The effect of erystallinity of cellulose on the rate of reducing sugars production by heterogeneous enzymatic hydrolysis [J]. Bioresource Technology, 2008, 99: 4078-4085.
