M1083无心磨床导轮电机调速方式的改进
2012-06-11曹德宝陈云龙
曹德宝,陈云龙
(1.哈尔滨中润房产经营物业管理有限公司, 黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 南直轴承分厂, 黑龙江哈尔滨 150036)
1 前言
M1083机床是无锡机床厂生产的外圆磨床,主要对加工工件的外圆进行磨削,主砂轮采用18.5kW三相异步电动机,导轮采用JDO2-31-4 3.0kw三相异步电动机。转速为1 450r/min,无法实现导轮的无级调速,无法满足各尺寸工件对机床导轮电机转速的不同要求,影响了加工工件的表面尺寸精度、表面光洁度及生产效率。
2 改进方案
影响机床加工精度的主要因素是导轮电机无法调速,因此,只要改进了导轮的无极调速也就解决了机床加工工件的质量要求。因此,采用电动机交流变频调速方式,使导轮电机实现平滑无极调速。
2.1 原机床导轮电机控制原理
控制原理:按压SB2, KM1吸合,电动机M运转;按压SB1,KM2断电,电动机M断电,停止运转控制原理见图 1 所示。
2.2 改进后调速原理
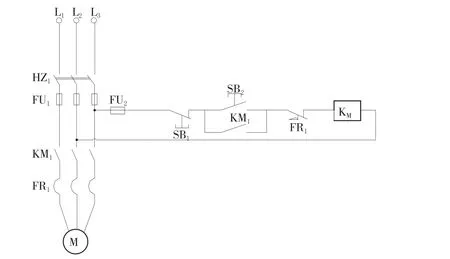
图1 改进前原理图
根据机床导轮电机应实现转速平滑、可调速且具恒转矩、恒功率的特性,因此采用艾默生电气公司EV 1 000型变频器,作为导轮电机的变频电源,其电气接线图如图 2 所示。
电气控制原理:按压SB2, KM1吸合,电动机M得电,电机运转;按压SB1, KM1断电,电动机M断电、电机停止,调节电位器R可使电动机从0至电动机额定转速之间任意调节,满足了工件的加工要求。
2.3 改进前后各项指标对比
改进后机床及导轮电机各项性能指标有了很大的提高,改进前后各项性能对比见表 1。

图2 改进后控制原理图
3 结束语

表1 改进前后机床及导轮电机各项指标对比
改进后的M1083外圆磨床导轮电机调速系统不但使电动机具有防雷击、过压、欠压、过流等各种保护,也提高了加工精度及生产效率,能够满足各种尺寸工件对机床加工精度的要求,节约了生产成本、提高了经济效益。