采用特种聚合物的精密磨床床身动态性能分析
2012-06-02王毅,李娟,宋鹍
王 毅,李 娟,宋 鹍
(1.重庆理工大学,重庆 400054;2.重庆机械电子技师学院,重庆 400037)
随着现代科学技术的发展,机械加工正在向着高自动化、高精密化、重切削等方向发展,而加工效率和加工精度是评价机床优劣的重要标志。实际生产中,尽管增大机床功率可以提高机床的金属切除率,但在增大金属切除率的同时往往会引起机床振动,使加工质量下降,以致机床性能不能得到充分发挥,振动严重时还会产生崩刃打刀现象,使得加工过程无法进行。为此,必须在不断提高机床自动化程度的同时,尽可能地改善机床的静态、动态性能和热稳定性[1]。
由于特种聚合物人造花岗岩具有高阻尼,抗振性好,刚度质量比高,热稳定性及抗环境干扰特性强等特点,在超精密机床上已得到了一定应用。自1975年瑞士斯图特(Studer)公司成功地把人造花岗岩材料应用到外圆磨床上后,世界上许多国家(如德国、日本和英国等)也相继开展了人造花岗岩材料的研究[2]。作为铸铁的替代材料,人造花岗岩主要用来制造机床的非运动部件,如床身、立柱和主轴箱等。
1 特种聚合物的基本性能
1.1 特种聚合物静态力学性能
机床的静刚度是指机床在静载荷作用下抵抗变形的能力。制造机床构件材料的静态力学性能将直接影响机床的静刚度或静态特性[3]。根据机床通常所承受载荷的主要形式和研究的实验条件,本文主要对特种聚合物的抗压弹性模量、泊松比等进行了实验研究。
本文所用实验机为深圳市瑞格尔仪器有限公司制造的RGM-4300型微机控制电子万能实验机,采用的实验压块为重庆科菲精密机械有限公司制作的100 mm×100 mm×100 mm的立方体,经测试:受压弹性模量平均值为3.03×1010Pa,约为铸铁弹性模量的1/4;通过贴片方法测量其横向和纵向应变来计算泊松比,经测试,其泊松比平均值为0.228,与铸铁相比略小;密度平均值 ρ=2 311 kg/m3,约为铸铁的1/3。
1.2 特种聚合物化学性能
由于在进行加工时磨床床身不可避免地要接触水和切削液,因此用作磨床床身的特种聚合物也应具有较好的吸水率和耐腐蚀性能。经测试,特种聚合物的综合吸水率约为0.062%,具有良好的吸水率,同时具有高的防腐蚀性能,有利于保证用该材料制成的机床基础件的耐用持久性。
1.3 阻尼比
本文所讲的阻尼既是指材料的阻尼,又指材料的内摩擦。从原则上讲,直接测定阻尼的方法并不是总能实现,因此,可以用阻尼的特征值对材料的阻尼做出评价。作为阻尼的特征值必须有3个条件:能反映阻尼耗损机械振动能量的物理性质;阻尼所表现的各种现象有密切联系;它的量值是可以测定的,其误差在工程上是可以接受的。描述阻尼性能的物理量为对数衰减率、损耗因子η和阻尼比ε。η、ε值越大,表示阻尼越大,振幅衰减越快[4]。
2 精密磨床床身结构设计准则
2.1 精密磨床床身的静刚度
磨床床身的静刚度是指机床构件在静态力作用下抵抗变形的能力。一般说来静刚度越好,相应的动刚度也会越好。因此合理设计机床床身结构,提高其静刚度,对获得良好的机床性能非常重要[6]。
2.2 精密磨床床身的动态特性
振动特性指弹性系统在激振力作用下,其振幅和相位随激振频率变化的特性。判断振动特性的主要指标有频率和固有频率、阻尼比、动刚度或动态柔度、当量静刚度等。
1)频率f和固有频率ω0。固有频率ω0只取决于弹性系统的静刚度K和质量m,而与振动的初始条件无关。静刚度K和质量m是弹性系统本身的固有特性,所以这一重要的物理量称为固有频率。
2)阻尼比ξ。阻尼作用除了取决于阻尼比的大小之外,还与系统的固有频率ω0成正比。
3)动刚度Kd。提高系统的静刚度,增大系统中的阻尼比,提高系统的固有频率使之远离激振频率,都可以提高结构的动刚度。
3 床身的模态分析
3.1 模型的建立
将Pro/e中建好的模型导入ANSYS,导入ANSYS后床身模型的初始状态如图1所示。
图1 导入ANSYS后床身模型的初始状态
选择床身的单元类型为ANSYS提供的SOLID 92,分别定义2种材料。2种材料的主要性能参数如表1所示。
采用智能网格划分,选择7级精度,即设置单元尺寸等级为7,对所有实体一次划分网格。网格划分完成后共包含192 855个节点和102 544个单元。根据床身的固定条件,在4颗地脚螺钉处施加x、y、z三个方向的约束。划分网格并施加约束后的图形如图2所示,至此有限元模型建立完毕。
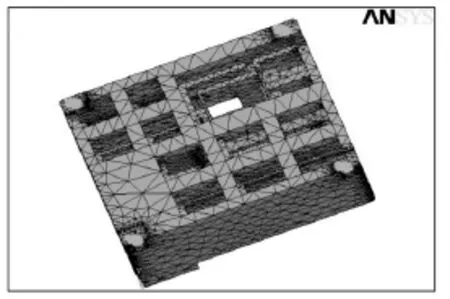
图2 床身有限元模型
3.2 对2种材料床身的模态分析
由于机床的床身是一个连续体,应具有无穷多个自由度,也应该有无穷多个模态。事实上,由于激振频率一般不是很高,因而只有低阶模态的固有频率才有可能与激振率重合或接近,高阶模态的固有频率对加工质量的影响不大,所以为了对比铸铁床身和特种聚合物床身的动态性能,计算2种不同材料在相同床身结构下的前5阶固有频率以及相应的振型。铸铁床身固有频率如图3所示。特种聚合物床身固有频率如图4所示。
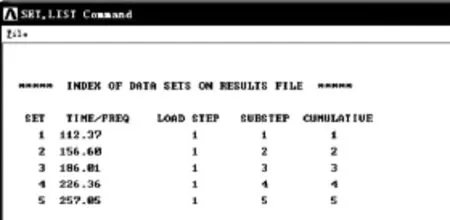
图3 铸铁床身固有频率
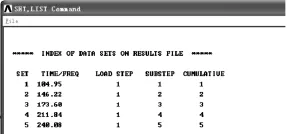
图4 特种聚合物床身固有频率
相同结构下铸铁床身的固有频率和特种聚合物床身的固有频率如表2所示。
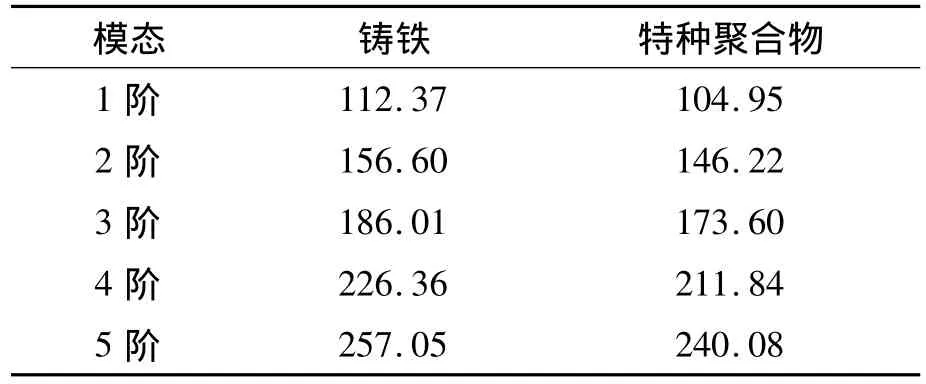
表2 2种材料床身的固有频率 Hz
从表2可以看到,在相同的结构条件下,铸铁床身的每一阶模态的固有频率均比特种聚合物床身的固有频率高,即在同等构造和体积下,铸铁床身的动态性能稍好。
3.3 对床身进行结构优化
在床身的结构和体积相同的条件下,铸铁床身的动态性能优于特种聚合物床身的动态性能。但是由于特种聚合物的密度不到铸铁密度的1/3,因此体积相同的条件下特种聚合物床身的质量只有铸铁床身质量的1/3,可通过增加肋板和壁厚的厚度来不断提升床身的动态性能。
根据磨床设计零件图,对特种聚合物材料的磨床床身进行优化设计,在保持外形尺寸不变的情况下增加磨床肋板厚度和壁厚。为进一步了解床身增加肋板厚度和壁厚后其动态性能的变化情况,分别将肋板厚度和壁厚增加2倍、2.5倍、3倍、3.5倍、4倍和5倍,观察其固有频率的变化情况。
床身优化改造前的透视图和增加肋板厚度和壁厚值为原值的2倍、2.5倍和3倍、3.5倍、4倍、5倍的床身透视图如图5~11所示。
图5 优化改造前床身透视图
图6 肋板和壁厚增加为2倍时床身透视图
图7 肋板和壁厚增加为2.5倍时床身透视图
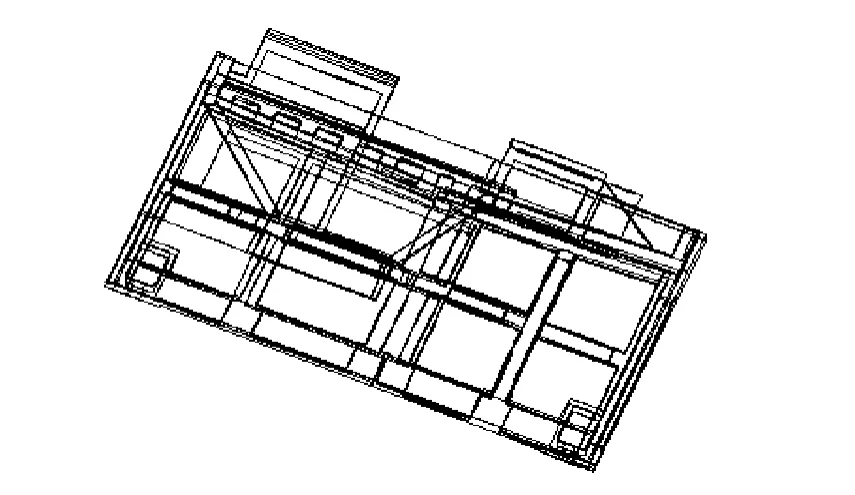
图8 肋板和壁厚增加为3倍时床身透视图
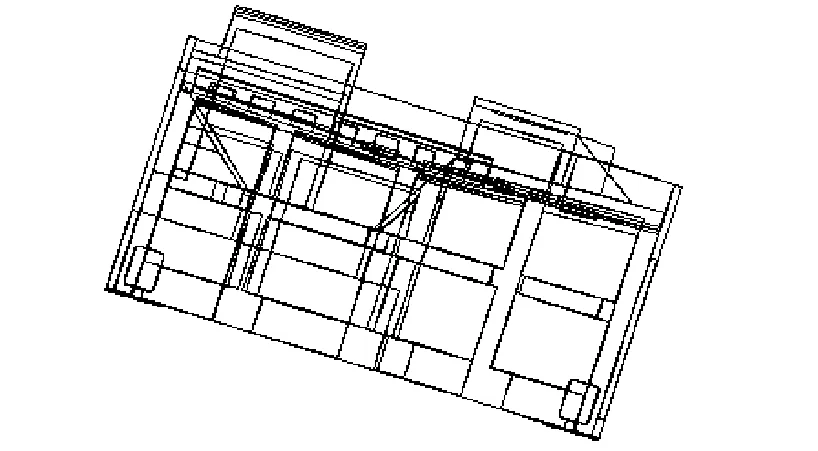
图9 肋板和壁厚增加为3.5倍时床身透视图
对优化改造后的特种聚合物床身进行模态计算,得出6种壁厚状态下床身的固有频率,如表3所示。
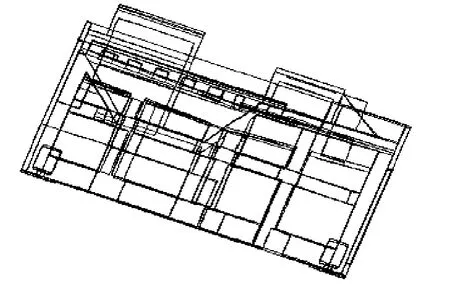
图10 肋板和壁厚增加为4倍时床身透视图
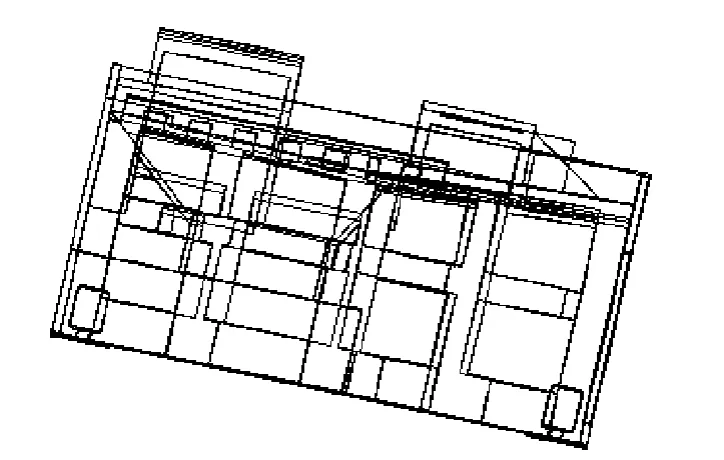
图11 肋板和壁厚增加为5倍时床身透视图
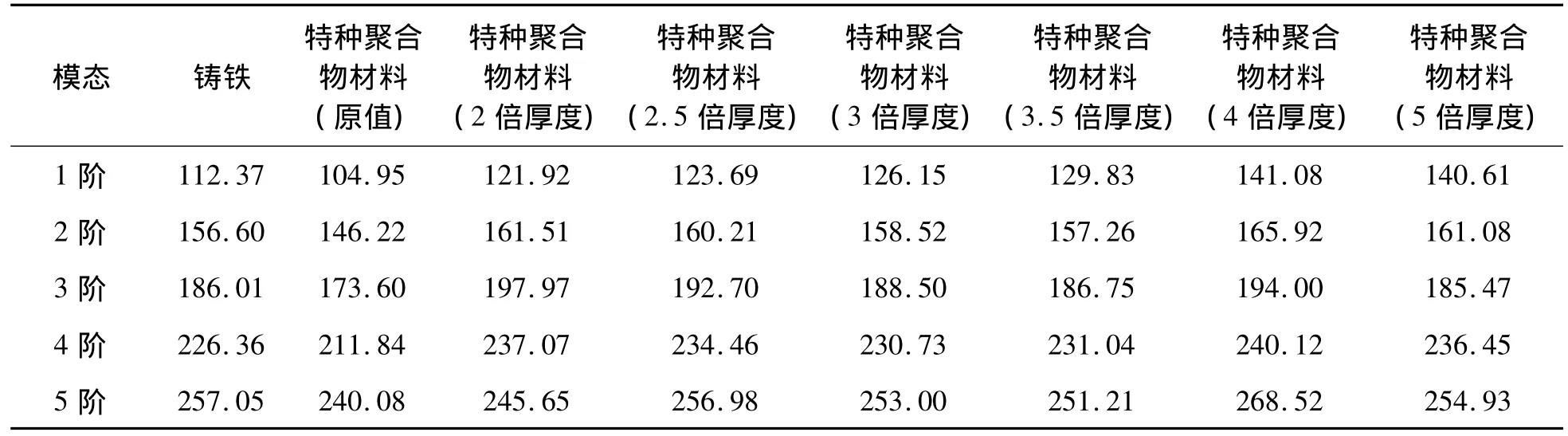
表3 床身改造前后固有频率对比 Hz
对比几种厚度下固有频率的变化情况,增加壁厚有利于提高床身的固有频率,但并不是厚度越大越好,在4倍壁厚状态下固有频率达到最大值。
4 结论
1)若将特种聚合物材料直接用于磨床床身,效果并不理想,在尺寸不变情况下,与铸铁材料的磨床床身相比固有频率低。
2)增加壁厚有利于提高床身的固有频率,但并不是厚度越大越好,在4倍壁厚状态下固有频率达到最大值,即4倍壁厚状态下床身动态性能最好。
[1]朱乐平.混凝土在机床构件中的应用[J].机械制造,1991(5):5-6.
[2]候镇冰,诸乃雄,陈建龙.机床结构新材料-人造花岗岩[J].机械工程,1989(5):27-28.
[3]张玉龙.高技术复合材料制备手册[K].北京:高等教育出版社,2003:65-66.
[4]刘敬福.钢纤维增强聚合物矿物复合材料(SFPMC)研究[D].阜新:辽宁工程技术大学,2001.
[5]崔剑.钢纤维聚合物混凝土材料优化及其机床床身的研究[D].阜新:辽宁工程技术大学,2003.
[6]孙恭寿,汤锡拴.磨床精化与改造[M].北京:机械工业出版社,1986.
[7]徐卫东,任小洪,周天鹏,等.基于Matlab-GUI数控机床热误差补偿的仿真系统[J].重庆理工大学学报:自然科学版,2011(3):39 -42.
[8]安玉波,姚广鹰.用自制专用机床加工汽车前轴主销孔两端面[J].客车技术与研究,2011(3):36-37.
