基于外挂式同步控制卡的双轴同步驱动技术
2012-06-02常雪峰唐小琦
常雪峰,唐小琦,顾 超
(1.厦门理工学院 机械工程系,福建 厦门 361024;2.华中科技大学机械学院,武汉 430074)
以往在X-Y平台或多轴加工机床的控制应用中,各轴仅由单个电机驱动。然而,为了满足高加速度、高推力及高刚性的需求,数控机床开始采用平行安装的2组电机共同驱动移动部件来实现单轴的运动。在这种结构下,平行驱动的2个电机之间的位置误差,由于机械耦合的因素,除了会影响精度外,还有可能使耦合机构产生变形,造成受控系统损坏,甚者危害操作人员的安全。所以,确保平行驱动电机之间的同步运动是相当重要的一项研究课题[1-4]。
目前,国内数控机床广泛使用的都是脉冲式接口的数控装置和伺服驱动器,大量需要同步功能的数控机床的数控系统对数控控制功能的需求并不复杂。若选用国外具有同步功能的高档数控系统,价格昂贵,且许多功能又属多余,因而提高了设备成本[5-6];而选用价格较低的普及型数控系统,又缺少同步功能,不能满足同步控制要求。对于广泛使用“脉冲+方向”指令形式的普及型数控系统,如果在数控系统中实现同步功能,受CNC软件开放程度以及CNC实时处理能力等因素的制约,有较大困难。鉴于以上情况,开发一种数控机床同步控制装置,弥补普及型数控系统在同步功能上的不足,从根本上解决同步控制问题,具有非常重要的意义。
本文针对脉冲式接口数控系统的特点,设计了一种基于外挂式的同步控制装置,实现双轴驱动结构机床的同步运动控制。首先确定脉冲接口双轴同步控制的总体方案,并介绍脉冲指令调整补偿的原理,然后给出双轴同步控制装置的硬软件设计及实现方法,最后进行了相关的实验研究。实验结果显示,同步控制卡能有效提高平行双轴间的同步性能。
1 双轴同步控制的总体方案
普及型脉冲式数控系统由于缺少同步功能,一般都是采用将数控装置的一个轴的脉冲指令输出分成2路发送给两轴驱动器的“并列处理”方法,或是以CNC输出控制一个轴,该轴反馈又控制另一个轴的“主从跟随处理”方法。但是这2种处理方式都只是权宜之计,均无法实现对双轴同步误差的监控,使得这类数控机床都存在一定的安全隐患。
现有脉冲指令数控系统由于其软件开放程度不够及实时处理能力不足,通过在数控装置内部采用软件方式实现同步控制功能的难度较大,因此,提出了一种软硬件相结合的简易数控机床双轴同步控制装置,通过引入双轴同步误差补偿控制器进行快速调节,使同步误差渐进为零,从而实现数控机床双轴之间的位置同步。
脉冲接口双轴同步控制系统的结构如图1所示。双轴同步控制卡作为一个基本独立的单元,处于脉冲接口数控装置和伺服驱动器之间,主要承担数控系统脉冲指令的转发和补偿调整任务。
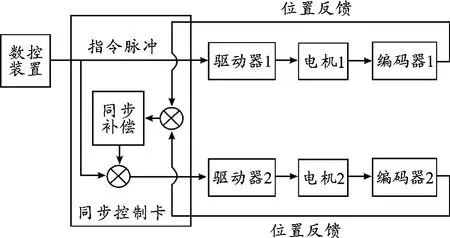
图1 双轴同步控制系统结构
2 脉冲接口同步控制的补偿原理
由于数控系统的运动指令是采用脉冲串的形式进行发送,因此对从轴的同步补偿主要是通过对上位机发送的指令进行增、减脉冲的方式实施,当从轴位置超前于主轴位置时进行减脉冲补偿,当从轴位置落后于主轴位置时则进行增脉冲补偿。
如图2所示,同步控制卡实时监测数控装置发送的指令脉冲,主轴脉冲只作转发,保持不变;当从轴需要作减脉冲补偿时,在当前指令脉冲的跳变沿保持电平不变即可实现减脉冲;当从轴需要作增脉冲补偿时,则在当前指令脉冲的跳变沿翻转电平,保持一段延时后再次翻转电平即可实现增脉冲。
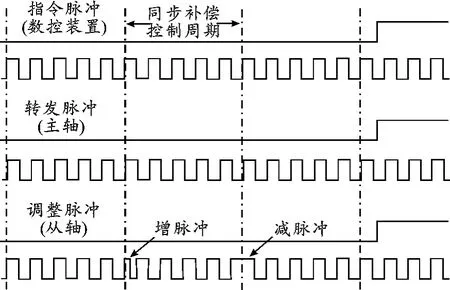
图2 同步控制脉冲调整原理
3 同步控制卡的硬软件设计
双轴同步控制卡总体结构如图3所示。该控制卡以FPGA+DSP为处理核心,其中FPGA主要负责按键操作的处理与显示、两轴码盘反馈信号的计数与运算处理以及和DSP的通讯等,DSP则主要负责与计算机的串口通讯和数控装置脉冲指令的接收、补偿及发送。

图3 双轴同步控制卡总体结构
3.1 同步控制卡的硬件设计
双轴同步控制卡的核心处理芯片DSP选择TI公司的32位处理器 TMS320F2812,FPGA选择ALTERA公司的EP2C8Q,除此之外,同步卡主要包括以下硬件模块:
1)电源模块。分别采用TPS75733、TPS76801和TPS54312电源芯片,提供同步控制卡所需的3.3 V、1.9 V 和1.2 V 电源。
2)指令脉冲输入/输出模块。采用差分接收和发送芯片与外部信号进行接口,由DSP接收指令输入信号,根据FPGA计算的同步误差信号进行补偿处理,并将调整后的位置指令输出。
3)码盘模块。同样采用差分接收和发送芯片与外部信号进行接口,由FPGA完成双轴电机码盘反馈信号的辨向和计数,并将2轴位置差值发传给DSP。
4)按键处理和显示模块。由FPGA完成对按键操作的扫描和处理,并在LED数码管中进行显示。
5)串口通讯模块。实现DSP和计算机之间的串口通讯,方便从计算机对同步卡内部参数进行设置。
6)电平转换模块。由于数控装置脉冲指令和电机编码器的接口电平标准都是5 V,而FPGA和DSP的I/O接口电平标准均为3.3 V,因此外围信号与FPGA和DSP接口都采用SN74ALVC164245进行电平转换。
3.2 同步控制卡的软件设计
双轴同步控制装置的软件主要是用VHDL硬件描述语言对FPGA编程,得到2个轴的实时位置和位置偏差,当偏差过大时进行报警以及按键与显示模块的处理;DSP部分采用C语言编写,主要包括初始化,与FPGA的通讯,上位机脉冲指令的实时接收、调整和转发等。
1)DSP程序设计。DSP程序设计主要有初始化模块、串口通讯模块和同步功能模块。初始化程序主要涉及系统初始化(设置系统时钟为150 M)、外部接口的初始化以及对使用到的I/O引脚以及事件管理器EVA/EVB的初始化等。
同步功能模块的软件流程如图4所示,主要包括的中断程序有:
①捕获中断。利用DSP事件管理器EVA的CAP1和CAP2引脚,实时接收NC装置发送的位置指令(包括脉冲和方向信号),将CAP1捕获引脚设置为同时检测上升沿和下降沿。当检测到位置指令的脉冲信号时,主轴脉冲信号通过DSP立即转发,DSP根据当前的补偿标志对从轴脉冲信号作相应的增/减补偿调整。
②补偿中断。利用EVB的T3定时器产生定时中断(中断周期1 ms),从FPGA读取主从轴同步误差,结合位置指令的方向信号,判断从轴应该采取何种补偿措施(增脉冲、减脉冲或者不补偿),并设置相应的补偿标志。如果同步误差超过设定值则通知系统报警。
双轴独立控制只需对DSP有关选择控制位进行设置,将NC装置的位置指令直接由FPGA转发即可。
2)FPGA程序设计。FPGA程序主要包括以下模块:
①键盘扫描模块。在每个周期内扫描一次键盘值,经过消抖后送入FPGA进行处理。
②键值处理与LED显示模块。在每个CLK的下降沿读出按键值,根据按键判断当前的菜单等级、上一个菜单等级、一级菜单序号和二级菜单序号这4个参数来判断应该执行的操作和LED应该显示的内容。
③码盘计数模块。对主轴与从轴的码盘反馈脉冲进行计数和辨向,并计算出2轴反馈的误差。
④DSP读写模块。根据DSP所发出的地址值、片选信号和读信号,将双端口RAM中的参数输出或读取DSP写入值。
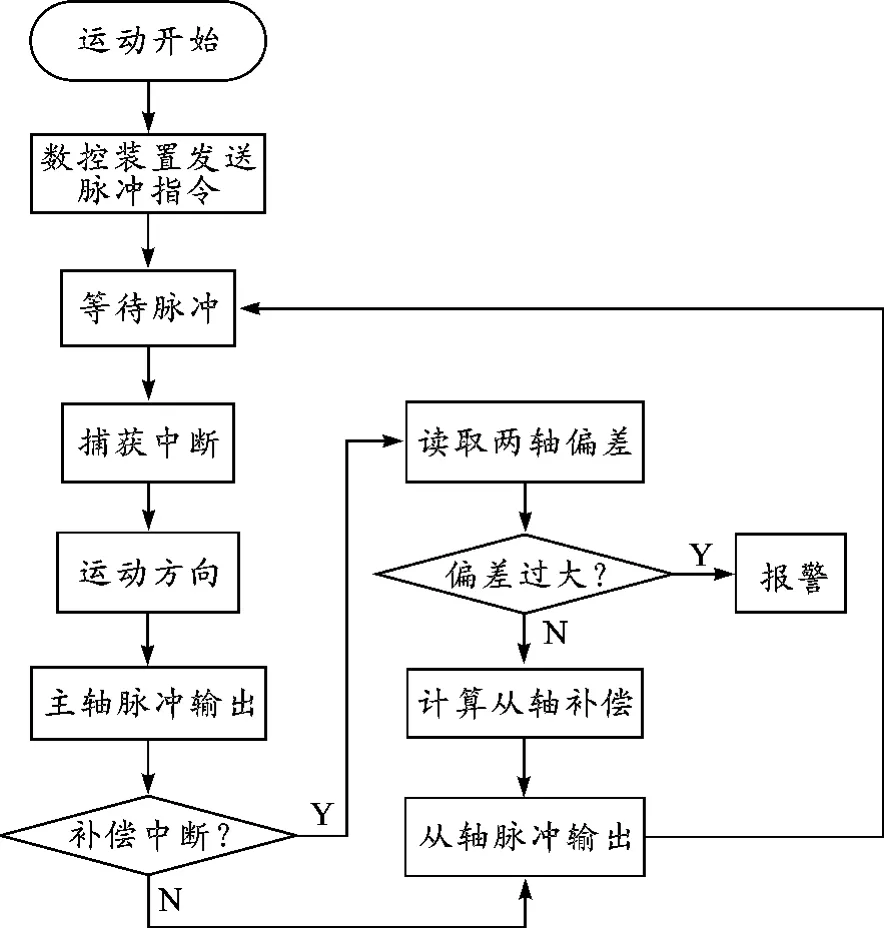
图4 同步控制模块软件流程
4 同步控制实验及结果
图5为脉冲式双轴同步控制实验装置实物,其中数控装置采用HNC-21TF,驱动器采用HSV-16-025,伺服电机采用 GK6041 -6AF31,同时采用同步控制卡实现2电机之间的位置同步。
以数控系统作为上位机,系统发出的脉冲指令经过同步控制卡处理之后再分别发送给伺服驱动器,然后驱动电机按照控制指令运转。通过按键操作可以将同步控制卡设置为转发指令或同步控制2种工作模式,以便对同步补偿的控制效果进行对比实验。在转发模式下,同步控制卡将上位机发送的指令直接转发给2个驱动器即可;而在同步模式下,同步控制卡将上位机发送的指令一路直接转发给主轴驱动器,另外一路发送给从轴驱动器,并根据两轴的同步误差对从轴脉冲指令进行补偿。
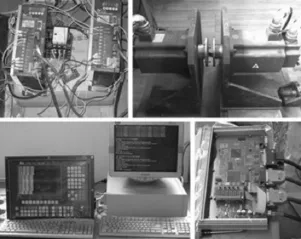
图5 脉冲式双轴同步控制实验装置
图6为同步控制卡在2种工作模式下双轴同步误差的实验结果,可以看出采用同步补偿算法对双轴同步误差有明显的改善效果。
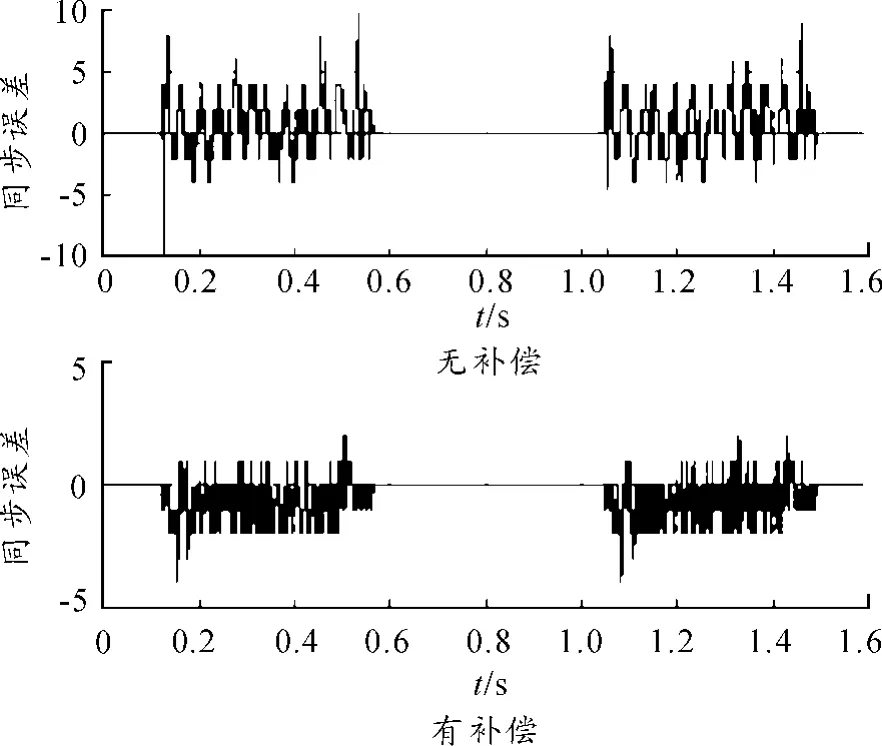
图6 同步控制实验结果
5 结束语
针对脉冲接口数控系统的特点,给出一种对脉冲指令进行增、减补偿的实现原理,由此提出一种基于DSP+FPGA硬件架构的同步控制装置,并给出了同步控制卡软硬件设计及实现方法。实验结果表明:所设计的同步控制卡能有效改善同步性能,具有较好的实用效果。
[1]Akasaka N.A synchronous position control method at pressure control between multi-AC servomotors driven in injection molding machine[J].SICE Annual Conference,2003,3:2712 -2719.
[2]Chu B,Kim S,Hong D,et al.Optimal cross-coupled synchronizing control of dual-drive gantry system for a SMD assembly machine[J].JSME International Journal Series C,2004,47:939 -945.
[3]Hsieh M F,Tung C J,Yao W S,et al.Servo design of a vertical axis drive using dual linear motors for high speed electric discharge machining[J].Int J Machine Tools and Manufacture,2007,47(1):546 -554.
[4]Lin F J,Chou P H,Chen C S,et al.DSP-based Cross-Coupled Synchronous Control of Dual Linear Motors via Intelligent Complementary Sliding Mode Control[J].IEEE Trans Industrial Electronics,2012,59(2):1061-1073.
[5]Siemens.840D/FM-NC Description of functions,special Functions(Part3)[M].[S.l.]:Siemens,1999.
[6]Fanuc.Parameter Manual of a-series AC Servo Motor[M].[S.l.]:FANUC,1994.
