真空炉金锡封焊
2012-05-31陈洁民
刘 艳,徐 骁,陈洁民,陈 凯
(中国电子科技集团公司第55研究所,南京 210016)
1 引言
在军事和民用高可靠电子领域,封装气密性是最重要的可靠性指标之一,AuSn合金气密封装,不但其密封性和耐高温性能好[1],同时其工艺还具有很多优势:(1)盖板厚度无要求,封焊后机械强度大,盖板耐压大;(2)对封装材料无要求,柯伐合金、铜、铝均可以实现气密封装;(3)封装应力小,只要选取与壳体一致的材料作为盖板材料,就可以使器件承受最严酷的使用条件;(4)无须经过任何特殊处理就可经受住盐雾试验,使器件可以在腐蚀性气体下长期可靠地运行。因此该工艺在很多需要高可靠性陶瓷金属结构气密封装的微波半导体器件和集成电路中应用广泛。
真空炉金锡封焊工艺具有多品种的生产特性,采用该工艺可以通过程序设计控制产品质量,实现整批次同时封焊,能够很大程度地提高生产效率。
2 技术研究
2.1 试验采用的封焊夹具
为实现批次同时进行封焊并保证其精确定位,采用了倒置型批次封焊夹具,在托盘的槽孔里面依次放入盖板、合金预制片、壳体、压块,然后将托盘放入真空加热箱,加热到熔点温度后形成共熔/共晶,将壳体和盖板密封焊接在一起,如图1。
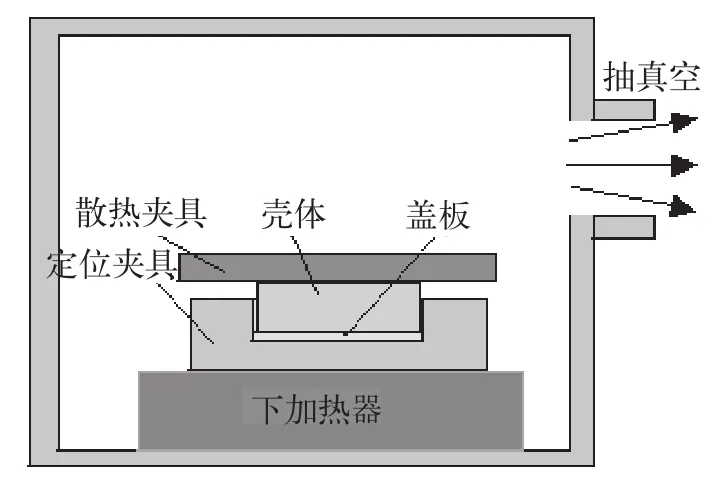
图1 封焊示意图
2.2 影响因素
2.2.1 管帽镀层质量对焊接质量的影响
镀镍层如果不够致密,或者过薄的情况下,基材中的某些微量元素(如Fe)能显著促进合金的氧化,析出Fe能形成FeSn初晶[2],影响AuSn合金的流动,进而影响气密性。
2.2.2 合金状态对焊接质量的影响
在AuSn合金封装前,预制成的附有合金圈的管帽应保存在氮气柜中,使用前用特制的清洗液加以清洗,以去除合金圈表面少量SnO或SnO2及其他污染物。
根据AuSn合金封装中锡的氧化机理,空气中的氧易与AuSn合金中的锡反应生成金属氧化物,在表面形成氧化膜,随着温度的升高,合金分子热运动加剧,其碰撞机率大大提高,从而加快合金中锡的氧化[3]。
在一定温度下,氧化物按分配定律可部分溶解于AuSn合金熔液中,同时由于浓差关系使氧化物向金属熔液内部扩散,进而阻碍液态焊料与固体母材的润湿,还会导致氧化膜进入焊缝,产生各种连接缺陷,从而影响封焊效果。据报道,合金中氧含量必须低于0.5%,否则很难取得密封效果。
2.2.3 封接面表面状况对焊接质量的影响
必须确保外壳封接面的洁净。当封接面存有玷污,浸润性就会很差,在金锡熔融的状态下,沾污处会形成气泡,在加热、加压的时候,气泡延展、爆破,造成漏气或金锡焊料飞溅。
2.2.4 压块大小对焊接质量的影响
由于加热方式以热板式为主,它的传热方向依次为盖板→焊料环→壳体,在壳体上加夹具,这样不仅能够控制导热,同时也起到了高温加压作用。管壳表面平面度存在差异,针对管壳的大小差异调节压块的大小以此弥补管壳差异。加载在封装盖板上的压力要适中,压力过大会使焊料在焊接时流出,压力过小,焊接的密封性较差。
2.2.5 焊料厚度的选择
为了避免合金向外堆积以及有利于焊料铺展,必须设计适合焊料环的大小及厚度,这决定了产品的成品率。常用的合金情况见表1。

表1 壳体封装面积与焊料厚度
2.2.6 加热程序是成品率的重要保证
真空炉金锡封焊整个工艺过程分为三步:真空烘烤→充氮熔封→快速冷却。
通过程序设计,精确控制加热时间、加热速度、降温速度、氮气压力、真空度,摸索出最优的温度曲线,保证封帽的成品率,如图2。
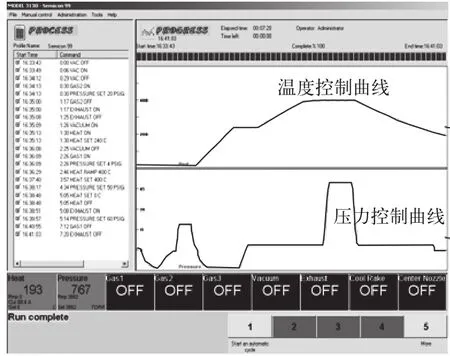
图2 工艺温控及压控曲线图
金锡合金的熔点在共晶温度附近对成分是非常敏感的,当金的重量比大于80%时,随着金的增加,熔点急剧提高。而被焊件往往都有镀金层,在焊接过程中镀金层的金会浸入焊料。在过厚的镀金层、过薄的预成型焊片、过长的焊接时间下,都会使浸析入焊料的金增加,从而使熔点上升[4]。所以上述各类焊接参数都需优化,AuSn(80:20)合金焊料在焊接时所施加的温度应使焊料能够有足够的流动性和润湿性,通常炉子峰值温度应选在约为350℃,焊接时间为2min~4min,焊接成品率可在98%以上,具体时间主要取决于电路及焊料环大小。
3 结论
真空炉金锡封焊工艺的关键是焊接的气密性。焊接设备、夹具的设计、工艺参数程序设计以及表面状态等都对焊接的气密性有着较大的影响。由于AuSn合金气密封装工艺自身的特性,在高质量军用电路封装中得到了广泛应用。在进行了大量真空炉金锡封焊工艺技术研究的基础上,通过工装模具的改进及工艺参数的优化,解决了焊接过程中出现的影响气密性的若干问题,经封装后的微波器件或集成电路气密性高,漏率≤5.0×10-9Pa·m3/s,产品的一次合格率达到99.5%以上,该技术已大量用于产品的批量化生产,其可靠性指标均已通过GJB128A-96或GJB548B-2005质量标准考核。
[1] 刘泽光,陈登权,罗锡明,等. 微电子封装用金锡合金钎料[J].贵金属,2005,26(1):62-65.
[2] 李丙旺. AuSn焊料低温真空封装工艺研究[J].集成电路通讯,2010,28(1).
[3] 杜长华,陈方. 电子微连接技术与材料[M].机械工业出版社,2008.
[4] 姜永娜,曹曦明. 共晶烧结技术的实验研究[J].半导体技术,2005,30(9):53-57.
