加工中心悬浮系统基于优化函数二级模糊控制*
2012-05-28刘春芳邢银龙
刘春芳,邢银龙,王 通
(沈阳工业大学电气工程学院,沈阳 110870)
0 引言
经典控制理论的成熟和现代控制理论的发展,推动了现代工业技术的迅速发展。高精度的要求给现代工业加工提出了苛刻的要求。许多传统的工业加工技术已经无法满足高精度的要求。一个主要的原因是加工过程中存在摩擦。磁悬浮系统由于没有摩擦,因此磁悬浮技术的发展在很大程度上解决了这一问题。文章将磁悬浮技术应用于龙门数控加工中心,借助电磁铁的吸力将加工横梁与静止导轨分离,使横梁悬浮于导轨上方,根除机械摩擦。同时采用永磁直线电动机进行推进驱动即能实现高精度定位。
磁悬浮系统是典型的非线性系统。如果采用线性控制方法,很难达到控制的目的,如果将悬浮系统线性化之后再应用线性控制,虽然可以起到一定控制作用[1-2],但是线性化会给系统模型带来原始误差,与实际系统的差距变大,在实际系统应用中难以保证良好的控制效果。故本文采用无量化优化函数二级模糊控制方案直接对非线性系统进行控制器设计,避免了线性化带来的原始误差。无量化优化函数二级模糊控制是通过无量化优化函数来优化,可以使系统得到更加精确的控制量,同时无量化优化函数由于不受偏差量化等级的影响,不增加系统的寻优工作量。此外通过性能观测得到系统的输入输出动态偏差特性,得到合适的第二级控制量[3-5]。仿真结果可以验证,此控制方案具有小稳态误差,高鲁棒性[6]和自适应性且能使系统精确定位实现稳定悬浮。
1 无量化优化函数二级模糊控制设计
龙门移动式横梁两端垂直同步悬浮,除了要求悬浮的高刚度以外,还要保证悬浮的同步性、稳定性和精确性。通过理论分析,可以得出磁悬浮机床的每一个电磁铁都有独立控制自由度。因此系统可以解耦为单电磁悬浮系统的控制问题[1]。
由文献[7-9]可得单电磁铁悬浮非线性动力学模型方程为:

由公式(1)、(2)和(3)可得系统的非线性磁悬浮系统的开环结构如图1所示。

图1 非线性磁悬浮系统开环结构图
针对上述单电磁悬浮系统进行无量化优化修正函数二级模糊控制器设计。控制系统的方框图如图2所示。其中包含被控单电磁悬浮系统和控制器,控制器包括:优化函数、性能测量、控制量校正、模糊控制器。

图2 控制系统框图
1.1 自修正函数模糊控制器设计
模糊控制采用双输入-单输出形式。输入为偏差e和偏差变化率ec。根据经验得到输入变量位移偏差e的范围为[-2.52.5],位移偏差变化率ec的范围为[-50,50]。输出变化量控制电压u的范围是[-12,12]。E、EC、U0的论域均为{-3,-2,-1,0,,1,2,3},分别表示 NB(负大)、NM(负中)、NS(负小)、Z(零)、PS(正小)、PM(正中)、PB(正大)。量化因子 Ke=3/2.5、Kec=3/50,比例因子 Ku=12/3。输入输出变量的隶属函数采用常见的三角形隶属函数表示。
带有自修正函数的模糊规则如下表示:


所谓无量化优化函数是指公式(5)中函数α不受E的量化等级的影响,即无量化,通过α函数的设计对系统控制器进行优化,使系统具有更好的动态性能,故称公式(5)为无量化优化函数[10]。本文中E的量化等级为{-N,-N+1,…,0,…,N -1,N},公式(5)中存在|E|/N,因此无论E的量化等级取多大都不会增加对α的寻优工作量,即不受偏差E量化等级的影响,这就是所谓的无量化优化。在控制器设计过程中通过对α的寻优来实现一级模糊控制量U0误差和误差变化率的权重的修正。α0是|E|=0时的修正因子,0≤α0≤α≤1,0≤Kα≤(1 - α0),Kα是一常数,在进行仿真实验时可用试凑法具体给出。N=3,即偏差E的量化等级。由式(5)可以看出α与 α0、Kα及|E|有关,当α0、Kα确定后,α 只与|E|有关,体现了按误差大小来调整误差和误差变化率对权重的作用。带优化修正函数无量化模糊控制器可使模糊控制规则自调整,使模糊控制系统能在比较粗糙的初始规则的基础上,自动寻找比较理想的控制规则。模糊控制器的清晰化方法采用面积中心法。将α带入式(4),得到一级模糊控制U0。
1.2 性能测量
为衡量输出特性与期望特性之间的偏差,选取参变量为误差E及误差变化率EC。调整输出特性所需要的校正量为 P。E、EC、P的论域均为{-3,-2,- 1,0,,1,2,3}={NB,NM,NS,Z,PS,PM,PB}。输出量校正规则表如表1所示。

表1 P校正规则表
将表1转换为模糊数模型表,如表2所示。该模糊数模型相当于模糊控制规则查询表,根据E、EC便可查出校正量P,为了得到连续的校正量P,需要对P进行插值运算。为了便于插值分析与计算,将表2所述的模糊数模型表写成表3所述的模糊数模型表,这两个表格中的元素是一一对应的。文章应用泰勒二元函数的一次展开法进行插值运算。

表2 校正量模糊数模型表

表3 校正量模糊数模型表
上述表格用函数表示:

1.3 控制量校正
将性能测量得到的校正量转化为模糊控制器输出的校正量,并作用在被控对象上,改善系统输出。假设控制量的校正量为Up,则

其中KUp为校正系数。Up即为二级模糊控制。整个控制系统的最终控制量为:

2 控制系统仿真与分析
为了提高加工精度,实现横梁稳定悬浮于指定位置,要求所设计的控制器能够很好的适应不同输入偏差的变化,以保证控制器输出的灵活性,并在有扰动影响的情况下具有很强的鲁棒性。根据上述所设计的控制器,利用MATLAB7.1进行仿真,Matlab仿真框图如图3所示。

图3 控制系统matlab仿真框图
图3中封装的被控对象,即由图1所示系统建立的Matlab仿真模型,具体结构如图4所示。

图4 单电磁悬浮系统matlab仿真模型
仿真时取磁悬浮系统参数如下:悬浮横梁质量m=600 kg,铁心面积S=0.65*0.03m2,电磁铁绕组匝数N=380匝,电阻 R=1Ω,期望悬浮间隙 x=0.0015 m。给定输入为1.5mm,经过试凑法调整得到α0=0.2,Kα=0.6。图5为无量化优化函数二级模糊控制的响应曲线。从曲线可以看出,此种控制方案系统响应速度很快并且没有超调。图6为无量化优化函数二级模糊控制方案响应与传统模糊控制响应的仿真结果,图中实线为基无量化优化函数二级模糊控制响应曲线,虚线为传统模糊控制曲线。在0.3s时给两系统同时加入一个扰动的脉冲信号。从仿真结果曲线可以看出,无量化优化函数二级模糊控制经过0.1s恢复到原来平衡位置,传统模糊控制经过0.2s恢复到原来平衡位置。并且干扰大小相同时,文章所设计的方案比传统模糊控制方案的波动小。与传统的模糊控制相比,本文所用无量化优化函数能够实时根据偏差E调整优化函数,从而改变模糊规则表,改变了传统模糊规则表一成不变的原则,使输出能够更好的依据误差E及误差变化率EC而改变。而第二级模糊控制器的存在又使整个控制系统更完善。可见无量化优化函数二级模糊控制优于传统模糊控制。

图5 无量化优化函数二级模糊控制的响应曲线
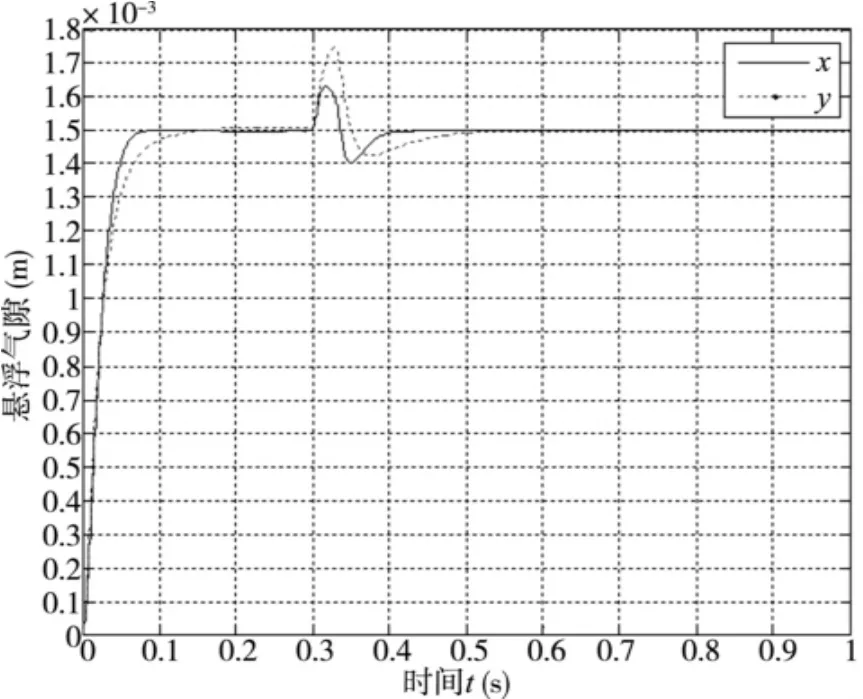
图6 二级模糊控制与传统模糊控制响应曲线图
3 结束语
文章将磁悬浮技术应用到龙门移动式加工中心中,使龙门横梁悬浮于导轨之上,消除摩擦,提高加工精度。为了保证横梁能够稳定悬浮,设计了无量化优化函数二级模糊控制器。无模糊量化方法能够从本质上消除模糊量化误差和调节死区给模糊控制系统带来的稳态误差与颤振现象,改善模糊控制系统性能。仿真表明该控制方案与传统模糊控制方法相比,该控制方案控制的系统响应速度快,外部扰动对输出影响不大,即系统具有较强的鲁棒性。
[1]王丽梅,石佳.基于反馈线性化的龙门数控机床磁悬浮系统滑模鲁棒控制[J].机床与液压,2008,36(5):254-256.
[2]王丽梅,石佳.龙门移动式数控机床横梁磁悬浮控制系统研究[J].制造技术与机床,2008(2):79-82.
[3]康珏,张福康.无量化模糊在均衡压榨控制系统中的应用[J].微计算机信息,2007(23):36-37.
[4]章卫国,杨向忠.模糊控制理论与应用[M].西北工业大学出版社,1998.
[5]石辛民,郝整清.模糊控制及其MATALB仿真[M].北京:清华大学出版社,2002.
[6]梅生伟,申铁龙,刘康志.现代鲁棒控制理论与应用[M].北京:清华大学出版社,2003.
[7]刘春芳,迟青光,王丽梅.机床横梁悬浮系统的动态积分滑模变结构控器的设计[J].制造技术与机床,2011(2):73-76.
[8]王通,迟青光.机床横梁悬浮系统的反演自适应动态滑模变结构控制研究[J].机床与液压,2011(39):16-18.
[9]刘春芳,安明伟,王丽梅.移动式数控机床横梁磁浮系统的滑模-H∞控制[J].沈阳工业大学学报,2010(32):443-448.
[10]冯江,冯秀娟.带优化修正函数的无量化模糊控制器的设计和应用[J].南方冶金学院学报,2004(25):35-38.