在第二汽车世纪破晓之际
2012-04-29
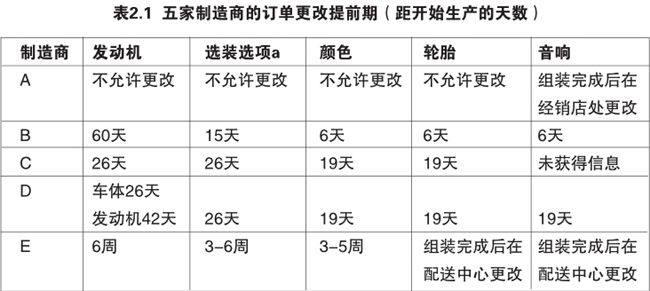
尽管订单更改并非一个严格的订单录入步骤,但是经销商可以在预测订单仍处于订单库或排产计划中时选择对其进行更改。在实际生产中,订单更改的最迟时间点随更改内容、制造商或生产工厂的不同而不同,如表2.1所示。经销商从他们自己的预测订单或系统——开放式订单渠道内所有未售出订单中选择部分订单,指明其面向顾客要求的配置修改方案(这里“未售出”指尚未分配给任何顾客)。开放式订单通道在本质上增加了从库存订单中发现顾客所需汽车的机会。
然而,如同表中所示,某些订单特定要求得以改变的机会非常小。车型与车体一般都被限定死了,而其他大多特定要求又受严格的时间范围约束。动力传动系统、内饰等级和特定选装配置的更改提前期最长,而颜色、轮胎和音响类型的更改在时间范围内具有较大的柔性。
因此,尽管开放式订单渠道显现了工厂按订单生产模式的一些方面,但它仍相当于是拼接了一个由库存订单驱动的系统。这种拼接并非没有风险。如果那些不能及时找到顾客继而进行准确配置更改的预测订单滞留在渠道内,那么制造部门极有可能在没有需求的情况下将生产出汽车来,而一旦生产完成放入库存,它们便会造成巨大的风险,诱发公司从营销到预测、周而复始的恶性循环。
在后面的多个方框中,我们将简要总结订单交付系统每一基本阶段内的延迟。
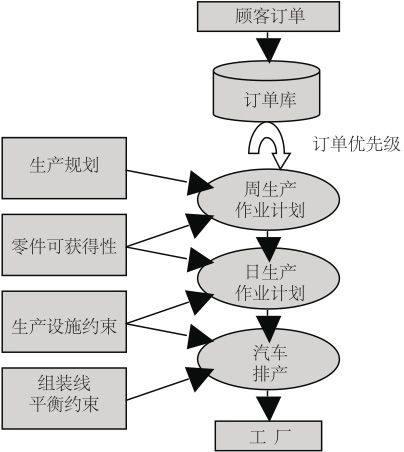
图2.2生产作业计划步骤
订单录入阶段平均延迟:3.8天
绝大多数的人们相信,在数字时代,订单录入可以在线进行甚至实时完成。订单可能通过网络在线录入,分配与制造可行性检查可能仅需要2小时左右,但实际上订单要等待一夜(经常还会更长)才被转换为所需要的物料清单。国家销售公司经常批量处理订单,因此更增加了延迟。
生产排程与排序
如图2.2所示,生产排程是一个复杂的阶段。计划团队利用一套专用排程算法将订单库中的订单转换为可行的工厂生产作业计划。作业计划确定所有由供应商提供的零部件的来源。生产排程过程几乎占订单在系统内所花费时间的一半。一辆汽车的零件数量多达1,5000件,组成2,000-4,000件独立部件,因此排程决不简单。尽管计划的计算部分是自动完成的,但仍需要大量的试错运算。
排程包括将订单库的订单依次放进周生产作业计划和日生产作业计划内,并由计划员对其进行生产排序。作为周作业计划制订的一部分,计划员在一些自动系统的辅助下根据各工厂的可用生产能力,尽力将订单分派下去。为确保计划遵从工厂的最大混合极限和能力约束,以及物料实体的可用程度,如可用发动机的数量与类型,排程工具为算法定义了“控件(control entities)”。例如,如果发动机供应商只能生产出200台V6发动机,计划员会插入一个数量为200台的控件来限制需要排程的V6发动机数量。大多数制造商的插入控件工作由手工完成。控件越多,算法得到可行计划的可能性就越小。
一旦每个工厂的周作业计划建立后,计划人员便转向制订日作业计划,他们将周计划分成每天计划完成的生产量。这种分割必须要考虑工厂的产量和混合度约束——旅行车的比例不超过60%,自动传动装置的比例不超过25%等等。日计划也要照顾到部件约束,例如不能将某供应商一周可以提供的V6发动机都安排在周一使用。生产排序把日作业计划转换成一条生产订单链,也叫做“珍珠串(string of pearls)”。在有些工厂会生成一个包括多个生产阶段的总顺序——例如,包括车体焊接车间,喷涂车间,以及组装车间(制造金属车体外壳,油漆,安装动力传动系和零部件)。另一些工厂则可能为每一个生产阶段编制独立的生产顺序。形成的最终生产顺序必须遵从车身线的能力与转换约束、喷涂的批量规则和用于平衡每一工人工作量的组装线劳动力约束,以保证工厂的劳动效率能够达到一个满意水平。
复杂性来源
单单设备约束就给排程带来非常高的复杂性,例如,2000年日产汽车公司在森德兰(Sunderland)以两个生产平台生产两个车型:Micra和Primera。工厂拥有两个车身车间,两个油漆车间,两条组装线。Micra和Primera拥有各自的车体焊接车间,但由于Micra的生产量大得多,因此也会使用Primera车型喷涂车间的一部分生产能力。Primera喷涂车间全部是基于溶剂上色,而Micra喷涂车间既可以基于溶剂上色也可以基于水上色,于是,汽车分别经过两个车间的喷涂、烘干后提前期便出现了不一致。喷涂过后,两个车型可进入任何一条组装线,但右侧驾驶的Micra车却只能在1线组装。
排程过程受制于一系列技术和物流约束,其中的大部分与内饰件和最终装配线的生产能力有关。一辆汽车有许多选配项,使得工人难以在分配的时间内完成任务。例如在旅行车上安装顶棚衬垫要比在有仓门式后背的车上安装花费多得多的时间。工厂通过交错排列劳动强度不同的车型来解决上述差异,由此平衡组装线上的劳动量。结果,工人获得了在旅行车上安装顶棚衬垫所需要的时间,但却必须在此之后至少组装一辆有仓门式后背的车或轿车,或许还不止一辆,来使工作效率最大化。尽管这种方法确实解决了效率问题,但它使得整个组装线变得非常刚性,并大大增加了工厂响应顾客各种需求与期望的难度。(未完待续)
