回转窑窑尾密封的安装技巧
2012-04-16李会玲严志刚
李会玲 郭 强 严志刚 陈 涛
(安阳钢铁股份有限公司建安分公司 河南 安阳 455004)
回转窑常用于建材(水泥、耐火材料等)、冶金、碳素、化工、轻工(造纸等)等生产系统的工程内,用其完成原材料的煅烧、烘干、冷却等作业。特别是冶金行业回转窑关键生产设备,用于完成氧化球团的焙烧工序,经过预热的氧化球团在回转窑内翻滚焙烧后进入其它设备,其窑头和窑尾都安装有密封装置,目的是为了减少外界冷空气进入窑内,同时防止窑内空气携带物料外泄,对氧化焙烧的整个工艺参数和设备高效运行具有重大意义。然而回转窑属高温连续运转的大型设备,筒体径向跳动、轴向窜动,对密封的安装提出了较高的要求。尤其是窑尾密封处的筒体,距离支承位较远,长期运转变形较大,运转中径向跳动大,密封安装质量直接影响着密封的使用效果、寿命和回转窑的运转率。
1 存在的主要问题
回转窑窑尾密封形式主要有两种,一种迷宫式密封,另一种径向接触式密封。
安装窑尾密封存在的主要问题是密封处的筒体径向跳动值过大,密封的找正非常困难。筒体径向跳动主要有两种情况:(1)筒体弯曲。 (2)筒体变形。 分别见图1(a)和(b)。
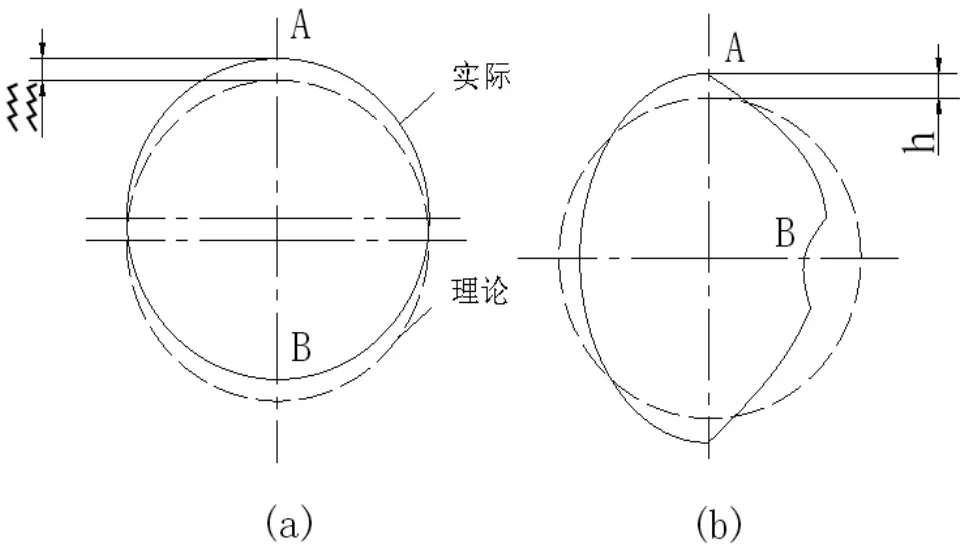
图1 筒体径向跳动截面示意图
密封处筒体径向跳动值过大,对于径向接触式密封,会损坏静密封环,维修频繁;对于迷宫式密封会造成筒体与密封碰撞,或者因动静圈间隙过大而失去密封作用。回转窑窑尾径向跳动量通常在40~60mm,而迷宫式密封动静圈间隙设计一般为70mm,显然找正是最大难点。如图1,如果以A点为基准,按70mm间隙安装密封静圈,静圈中心相对于筒体回转中心必偏向A点,静圈下半圈可能安装不上,或者当筒体A处转至下方位置时,有可能与静圈碰撞。如果以B点为基准,情况则相反。如果没有一定技巧,反复测量安装,难以达到理想状态。当然在安装密封前,最好先使筒体弯曲和变形通过找正和筒节的校园、更换达到设计规范。
另外窑尾筒体存在热胀冷缩及轴向窜动量,需要经计算和测量进行轴向定位;还有窑尾罩的安装斜度等都是安装窑尾密封的关键。
2 安装技巧
安钢水冶永通公司120万吨球团工程中回转窑为径向接触式密封,径向接触式密封的安装要点,径向接触式密封(图2)与筒体的接触点在动摩擦圈上,这就要求动摩擦圈在随筒体旋转过程中的径向跳动量不能过大。因此安装密封的重点在控制动摩擦圈的跳动值。
安装顺序是:动摩擦圈→连接密封罩(固定密封罩)→静密封装置→附属部分。
动摩擦圈由两边侧板和盖板组成。
(1)轴向安装位置的确定动摩擦圈轴向安装位置不准,会由于筒体的轴向窜动造成静摩擦圈脱离动摩擦圈而毁坏密封,形成事故。动摩擦位置确定主要依据窑体在运行中的轴向窜动量。该值与窑体运转时在液压系统的控制下正常轴向窜动量S和窑尾热膨胀伸长量C有关。以窑尾密封结构为例说明动圈位置确定方法:回转窑的轴向居中位置一般以传动大小齿轮接触面中心重合为基准。窑体轴向正常窜动量S<100mm,即窑体居中时上窜量A和下窜量B各为50mm。如果测量当前窑体大小齿轮接触面中心相对位置,发现窑体的上窜量20mm,则取A=30mm。窑尾筒体热膨胀伸长量C根据下式计算:C=△TaL。
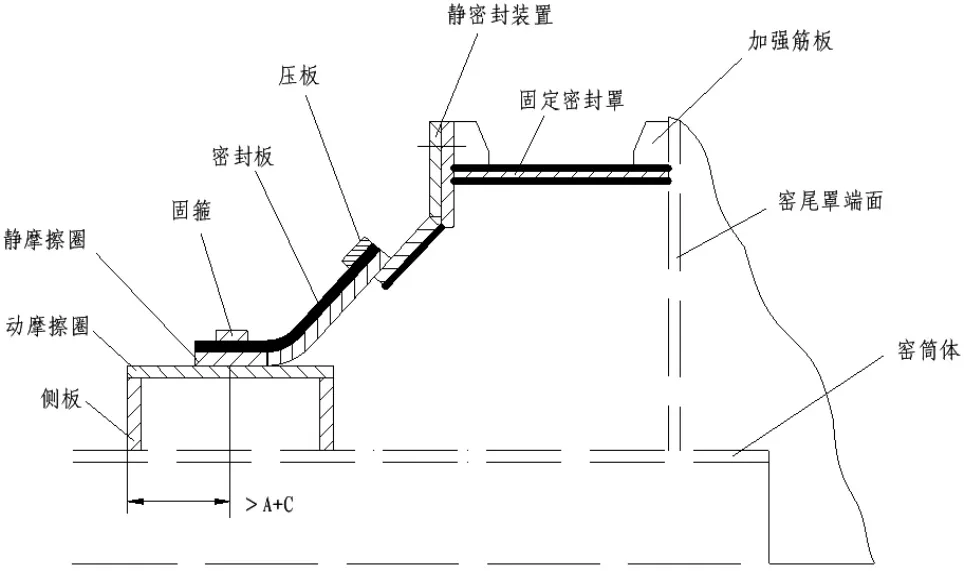
图2 径向接触式密封结构简图
△T取窑体正常运转过程中窑尾温度,一般为250℃,碳钢线膨胀系数α取13×10-6/℃,L为安装挡轮处 (一般在靠近传动装置的支承位)至窑尾筒体的长度。此文所述回转窑L=35000。则:

因此确定摩擦圈接触处距离动圈外侧板应大于A+C=143.75mm。最后结合密封设计尺寸综合计算,加上一定的余量,确定出动摩擦圈内侧板在筒体上的准确位置。

图3
(2)两边侧板的安装,根据上述确定的位置,先安装内侧上半圈侧板,在附近筒体上找一旧环缝(筒体对接时的环形焊缝)作为基准,取5个或7个点测量找正侧板,使其与筒体垂直。先把4个圈都点焊组对到位,二次找正调整后再焊接牢固。
(3)确定动圈盖板安装位置,在侧板上确定盖板内径位置,消除动圈跳动量是其重点和难点。方法是参照前述筒体最凸点A的确定方法,在筒体下方固定一带弹簧划针(见图3)。
测量并计算侧板处筒体各点的跳动值和盖板内径与筒体理论外半径之差在侧板上定出盖板内径位置基点,通过此基点旋转筒体画圆,用气焊按此圆切去侧板余量。为保证精度,最好转动筒体用自动气割。
(4)盖板的组对焊接,先上半圈,后下半圈,用倒链拉紧并点焊后,旋转筒体,测量盖板两端径向跳动,使其动圈摩擦面跳动<5mm,达到图纸要求。最后焊接牢固,打磨平整。
(5)固定罩的安装,以动圈摩擦面为基准,根据固定罩外径,作一长划针,旋转筒体在窑尾端面划线,即为固定罩外径安装位置线。最后还要根据斜度修整固定罩,使其与筒体同轴,其误差≤5mm。同时保证端面垂直于筒体轴线,垂直度偏差≤2mm。最后根据设计要求用筋板及下支撑加固。
(6)精密封装置、摩擦环及附件的安装,只要动摩擦圈和固定罩安装正确,精密封装置和摩擦环就容易组装,注意紧固装置的松紧要适度,摩擦环与动摩擦圈在整个圆周上要接触均匀。用石棉绳确保密封各组件的严实。
3 效果
实践证明,窑尾密封按此工艺安装,弥补了简体跳动过大的缺陷,保证了安装精度。在熟料窑运转过程中,接触式密封均取得很好的使用效果。
