恒线速无卡旋切机变速进给自整定PID控制
2012-03-25杨素珍
杨素珍
恒线速无卡旋切机变速进给自整定PID控制
杨素珍
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
针对当前无卡旋切机的变速进给系统存在开环控制下无法补偿系统不确定性和干扰,闭环控制下控制器复杂且控制参数不易确定,提出一种结合前馈和基于单神经元网络在线参数自整定PID控制的复合控制器,该控制器结构简单,有效消除系统干扰,且收敛迅速,控制精度高,仿真结果表明该控制器的有效性。
无卡旋切机;恒线速;变速进给;PID控制;自整定
0 引言
世界森林资源日益匮乏,通过人造板生产来高效益利用圆木,提高木材的综合利用率有利于缓解当前突出的供需矛盾。旋切机作为单板和胶合板生产的主要设备,对其进行相关技术研究意义重大。当前旋切机主要可分为有卡轴和无卡轴两类,相比之下,无卡旋切机采用驱动辊驱动圆木进行旋切,取消了有卡旋切机的卡轴,极大地减小了木材剩余木芯的直径,进一步提高了木材的利用率,因此成为目前旋切机的主流机型。
为了提高旋切机旋切单板的质量,单板厚度均匀与否是关键,厚度均匀的单板有利于胶合板生产后续工艺的进行,从而提高成品的质量。在理想状态下,旋切机在旋切单板的过程中,如果单板厚度均匀,则旋刀刀刃在木段横断面上的运动轨迹是近似阿基米德螺旋线[1],当无卡旋切机驱动辊保持恒定转速,即恒线速驱动圆木段,而旋刀刀刃进行变速进给则可实现所需运动轨迹控制,现有的旋切机对变速进给的速度控制大都采用开环方式[2-4],该方式要求系统的输入与输出之间关系应保持较好的稳定性[5],一旦这种稳定性无法保证,如系统出现得不到补偿的刚性下降或较大干扰等,往往导致无法获得所需单板厚度精度。鉴于此,文献[5]设计一种基于模糊控制的伺服控制器,并采用模糊自适应来调整电机输入电流的比例系数,该方法有效抵御系统的不确定和干扰,然而整个控制器的设计依赖于设计者的经验去制定模糊逻辑,加大了控制器设计的不确定性和难度,文献[6]采用常规PID反馈控制的方法,该方法结构简单,但是PID参数不易确定。为解决上述困难,本文提出一种结合前馈控制和PID反馈控制的旋切机变速进给伺服控制器,并采用单神经元网络对PID参数进行在线整定,有效补偿系统不确定性和干扰的影响,保证系统具有较好的静动态性能,同时,该控制器无需人工设定控制参数,结构简单,实时性好,可为高精度无卡旋切机的研制提供有益的理论参考。
1 无卡旋切机的运动学模型
主流无卡旋切机旋切系统的工作原理如图1所示,圆木的恒线速旋转通过固定驱动辊1,2和与进给系统同步移动的压尺辊3共同驱动实现,旋刀由进给系统带动变速进给,该速度由切屑条件和切屑厚度参数决定,并通过调速电机驱动滚珠丝杆来实现,假定驱动辊与圆木之间无相对滑动,理论上则可切屑出厚度均匀的成品单板。

图1 无卡旋切机旋切系统结构简图


(2)式两端对时间求导得刀刃的进给速度为
由于圆木横断面的面积变化与输出单板横断面面积变化相同,则有如下关系式成立
结合(1),(3),(5)式,可得无卡旋切机的运动学状态方程为[3]

2 控制器设计
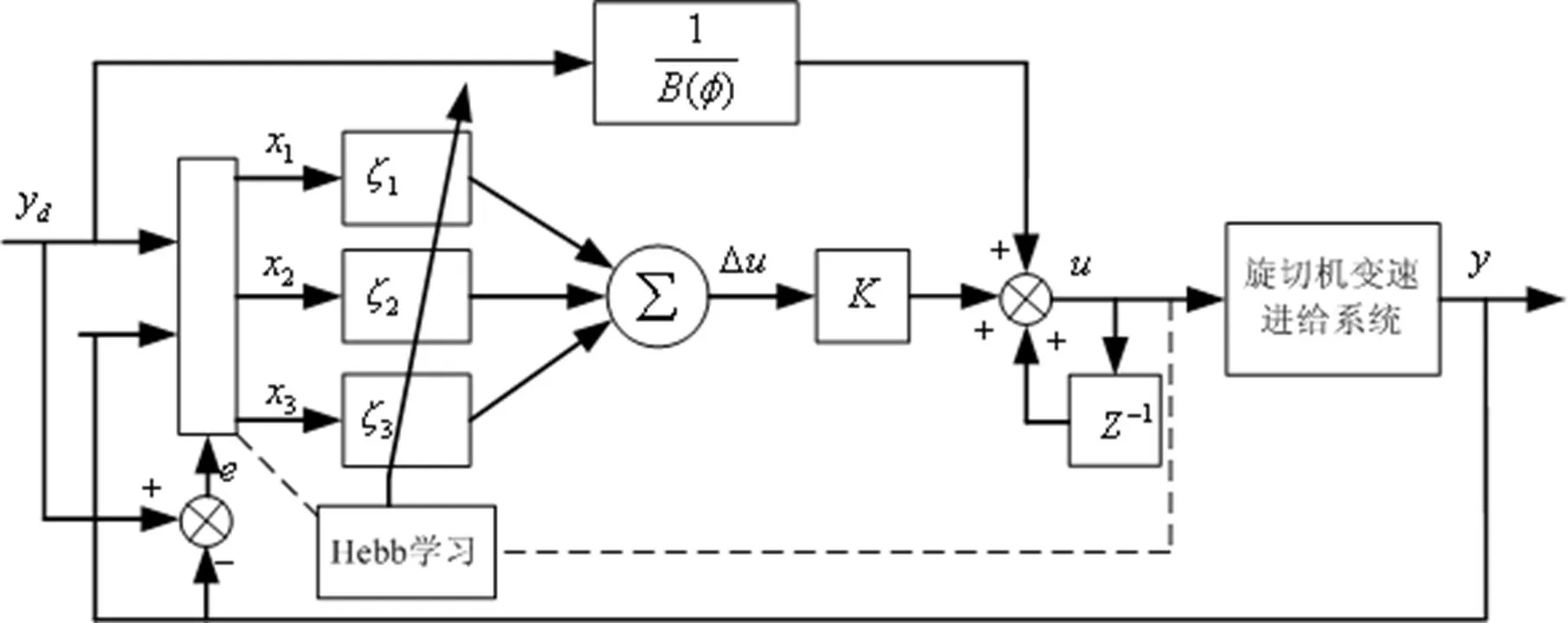
图2 旋切系统变速进给控制器结构图






3 仿真实验
在Matlab下对本文提出的控制器进行仿真实验,仿真模型参数为:

无卡旋切机进给系统速度随时间的变化曲线如图3所示,控制输出厚度变化曲线如图4所示,在关闭单神经元网络时,控制器无法稳定系统,而在开启单神经元网络时,系统能够镇定到期望厚度值,且镇定速度块,稳态误差小。图3还表明随着圆木直径的不断变小,刀刃进给速度呈非线性增长,是一个变速进给的过程。实验过程中,我们还发现,为了让输出厚度更加均匀以取得更好的旋切质量,不同的旋切厚度,应采用不同的恒线速,厚度越大则恒线速应越小。
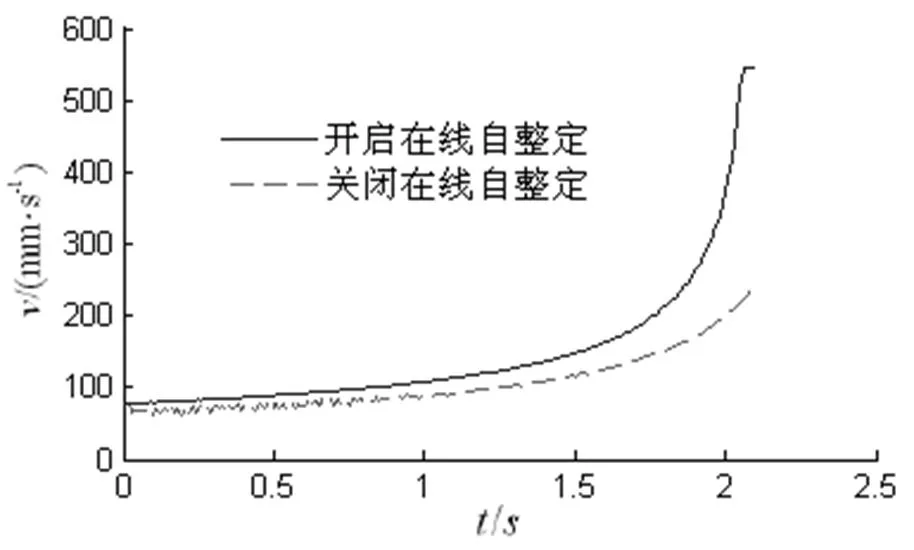
图3 无卡旋切机的进给速度曲线

图4 控制输出厚度变化曲线
4 结束语
为了应对无卡旋切机变速进给系统固有的非线性和干扰,并降低其控制器设计的复杂度,本文在建立无卡旋切机运动学模型的基础上,设计一种结合前馈和基于单神经元网络在线参数自整定的PID反馈控制的复合控制器,该控制器无需人工调整控制参数,结构简单,实时性高,仿真结果表明其有效抵御系统干扰,且镇定速度快,控制精度高,可为实际恒线速无卡旋切机变速进给系统的研制提供有益参考。
[1] 欧阳富,张士成,孟庆午,李成元,李传信.恒线速旋切机基本理论问题的研究[J].林业科学,1997,33(5):454-462.
[2] 崔成法,何德芳,宋洁,赵丽红.无卡轴旋切机刀床变速进给理论德分析与应用[J].林业产业,2001,28(6):19-20.
[3] Xiong Guang-ming, Xia Lu. Research of auto-control system with variable speed for hydraulic log-core veneer lathe based on single-chip computer[C].Proceeding of 3th International Conference on Information and Computing. Wu Xi: IEEE, 2010: 40-43.
[4] 鲁霞,熊光明,胡国清,陈仅星.液压无卡轴旋切机的自动控制系统[J].轻工机械,2009,27(2):75-77.
[5] Guo Yi-hong, Li Yun-hua, Yang Li-man. Feed rate servo control for spindle-less veneer lathe[C].Proceeding of 4th International Conference on Robotics, Automation and Mechatronics. Singapore: IEEE, 2010: 315-320.
[6] 郑剑翔.基于测厚控制与液压的无卡轴旋切机设计[J].福州大学学报,2006,34(4):529-532.
[7] 刘金琨.先进PID控制Maltab仿真[M].北京:电子工业出版社,2011.
(责任编辑:季平)
Self-tuning PID Control of Variable Speed Feed for Log-core Veneer Lathe
YANG Su-zhen
(Department of Mechanical & Automation Engineering, Zhangzhou Institute of Technology, Zhangzhou 363000, China)
In current variable speed feed system of log-core veneer lathe, the uncertainty and interference can not be compensated by using open-loop control, the parameters are hard to determined and the controller is complicate by using closed-loop control. To deal with these problems, a composite controller combining feed forward and PID control with online parameters self-tuning based on single neural network is proposed. The structure of the controller is simple, the system interference is eliminated effectively, its stabilization time is short and its accuracy is high, the effectiveness of this controller is proved by the simulation result.
log-core veneer lathe; constant linear velocity; variable speed feed; PID control; self-tuning
2011-12-10
杨素珍(1982-),福建漳州人,助教,硕士,主要从事智能机电系统方向研究
TS642;TP271
A
1673-1417(2012)01-0007-05
