日本东洋TEC流化床造粒技术运行总结
2012-03-05任玉兵
任玉兵
(山西兰花科创田悦化肥分公司,山西阳城 048102)
山西兰花科创田悦化肥分公司尿素造粒系统为引进日本东洋工艺资料包、国内配套设计建设,生产能力为日产1 000t的TEC喷射流化床造粒装置。自2007年12月31日投产以来,暴露出许多问题,经过对装置运行参数的优化和部分设备的改进,摸索总结出一套行之有效的办法,提高了造粒装置的运行稳定性和产品质量。
1 工艺流程简述
一段蒸发器来浓度为96%左右的尿液与甲醛混合后,被尿素熔融泵送入造粒机,喷射到尿素晶种表面,快速冷却并凝固,同时溶液中的水分被蒸发。在造粒机105~117℃、-0.45kPa(表压)的状况下,颗粒同时被干燥并冷却。长大的尿素颗粒在造粒机的后冷却室被冷却到85℃左右,然后经称重皮带被斗提机输送到平面旋转筛,经过平面旋转筛筛选,分为超大颗粒、大颗粒、成品、小颗粒四种尺寸。超大颗粒经溜管进入溶解槽;成品颗粒经产品冷却器被进一步冷却到45℃以下,然后被输送到尿素包装和贮存区;大颗粒进入破碎机被破碎,破碎后的颗粒及小颗粒作为晶种循环回到造粒机中。尾气中来自造粒机及成品冷却器的尿素粉尘通过与尿素工艺液体逆流接触而被洗涤回收。控制排放筒尾气中尿素粉尘的含量≤30mg/m3,由洗涤器回收的尿素(约占产率的10%)以45%~65%的尿素溶液被溶解槽泵(地槽回收泵)打至尿液槽,与前工段尿液混合后送入蒸发工段,重新进行造粒。
2 东洋造粒系统的操作经验
运行至今三年来,已经摸索出了一套应对东洋造粒系统的操作经验,如下。
2.1 床层温度的控制
通过流化空气加热器蒸汽阀的开度,控制造粒机床层温度(第二室)在105~117℃,以降低成品的水分和粉尘含量。依据负荷大小,调整造粒机床层温度。负荷越低床层温度越低。在日产700t尿素时,床层温度控制在低限105℃,在大于10组喷头,即系统日产1 000t尿素及以上时,控制造粒机一室不低于113℃,二室不低于115℃,但不可过高,床温超过118℃会造成颗粒粉化,一二室温差不超过3℃。
当然,床层温度与进入造粒机晶种颗粒的大小和数量、尿液浓度、造粒机负压等有关系。床层温度越高,尿液喷出后,成形速度越慢,粒子之间粘连的可能性越大,粒子外观质量越差;同时,较高的温度会加剧水分的蒸发,使造粒过程中易产生粉尘,缩短造粒运行周期;成品颗粒的内部也因水分蒸发的速度较快而形成大量的空隙,影响强度;造粒机出口物料的温度相应升高,影响后系统的运行工况,如破碎机的破碎效果等。
2.2 床层高度的控制
通过出料振动器变频控制造粒机第二室的料位在视镜第三个螺栓以上(即整块视镜的2/3),主控DCS由流化风压差转换的造粒机第一室料位不低于50%,冷却室不低于43%。但也不可过高,防止造粒机出料颗粒过大,造成返料比失调。出料振动器变频不宜开得过大,以延长尿素颗粒在造粒机内的停留时间,从而降低成品水分和提高成品出造粒机颗粒的均匀性。部分成品通过造粒机出料溢流口连续流至称重皮带。
2.3 造粒机负压的控制
通过流化风量、喷射风量、冷却风量和引风机的风量共同控制造粒机负压在-0.45~-0.55kPa(表压),以保证造粒机内部的粉尘被抽至洗涤器,延长造粒机的运行周期。每班对造粒机气相管道用冷凝液冲冼一次,防止堵塞。注意造粒机负压与粉尘洗涤器负压的差值,它直接反映造粒机气相管道畅通情况,差值一般小于0.55kPa。
造粒机负压越低,作为晶种的粒度越小,晶种对成品球形度的影响越小。负压较高的弊端是,经过破碎机破碎的晶种中直径比较小的颗粒和尿液雾化产生的比较小的液滴,因质量较轻而容易被尾气带到粉尘洗涤器;即使一部分直径较小的晶种颗粒和较小的尿液液滴相遇形成固体颗粒,也仍然有可能因总质量较轻而被尾气带走。这会加重粉尘洗涤器的负荷,导致返回蒸发工序的稀尿液(粉尘洗涤液)流量增加,影响蒸发工序的浓缩效果,使进造粒机的尿液浓度难以保证。非常不利于成品的质量控制。
2.4 造粒机熔融尿液喷头压力的控制
为了取得尿液雾化的最佳效果,将尿液喷射压力控制在0.8~1.2MPa。尿液以较高压力喷射时雾化形成的液滴直径较小,单位时间喷涂到晶种表面的厚度减小,颗粒体积增大的速度减缓,能够降低成品的水含量,提高颗粒强度;避免尿液液滴直径过大时因颗粒体积增大的速度太快而导致表面凹凸不平,曲率变化较大,成品的颗粒外观质量变差。
2.5 造粒各风量的控制
原设计流化风量、喷射风量、产品冷却风量随负荷不同风量不同。经过实践,只要控制好造粒机各室流化风量的配比,保证造粒机内尿素粒子正常的流化状态就可以。喷射风量≥45 000m3/h,造粒机第一、二、三室的流化风量依次为32 000、42 000、48 000m3/h左右,冷却室流化风量≥75 000m3/h,第一室流化风量严禁超过40 000m3/h。产品冷却风机的风量≥140 000m3/h。流化床层的流化风压降控制在3.0~4.5kPa。
2.6 加甲醛量的控制
流化床造粒工艺需要在尿液中加入一定量的甲醛,加入的甲醛与尿液反应后生成亚甲基脲醛。该化合物作为添加剂可以使成品尿素颗粒抗破碎强度提高,形成的颗粒均匀,表面光滑;不易破碎和结块,而且还可以抑制造粒过程中粉尘的产生。在尿液泵进口,按照熔融泵出口尿液流量的1.5%加入甲醛,让尿液和甲醛充分混合,从而保证成品甲醛含量在0.5%左右,强度在25~33N。
2.7 造粒机出口返料比的控制
造粒机的晶种来自平面旋振筛的小颗粒、破碎机两部分,我们只能通过调整进入破碎机的量,保证足够的晶种,最终保证造粒机出口的返料比(大颗粒2%~4%、小颗粒10%~14%),从而保证循环率,就是出口称重皮带尿素重量与成品重量之差(即晶种)与成品皮带尿素重量的比值,比值应为0.4~0.8。循环率主要由破碎机间隙及平面筛孔目决定。在增减负荷过程中,通过调节进口尿液负荷和破碎机负荷来调整循环率。造粒负荷越高,循环率越小;反之,负荷越低,返料比越大。
在流化床造粒过程中,所形成的颗粒个数取决于返料晶种的个数,即造粒机的返料比。同理,造粒机出口物料的粒度分布也与返料比有直接的关系。返料比(单位时间的晶种返料量与成品产量之比)越高,伴随破碎机破碎量的上升,返料中的粉尘量越大,粉尘洗涤器、吸尘管道等负荷增大,影响其长周期运行,因此,造粒机的返料比只能控制在比较低的范围,同时,保证造粒机出口物料中直径较小的颗粒所占比例较低,产品粒度符合质量控制要求。
2.8 破碎机运行的控制
造粒机加负荷时,应先提高破碎机的负荷,再投喷头加负荷。减负荷时,应先切喷头,再减小破碎机的负荷,确保破碎机不超负荷。
TEC东洋造粒把破碎机作为巡检操作的重点设备,共有两台,要求破碎机出料粒度均匀,大小为成品粒子的四分之一。如果刚开车时发现出料粒度不合适,要及时调整辊间距(上辊间距为1.2mm,下辊间距为1.0mm)。破碎机出料粉尘增加时,要及时用冷凝液清理破碎机,防止造成造粒机内粉尘多,影响产量;当然,破碎机出料粒度过大,造成造粒机出料返料比失调,大颗粒增加,造成平面旋转筛负荷重,部分溢流至造粒溶解回收槽(地槽),也会降低产量。
破碎机辊子间隙的大小决定晶种的破碎效果,而破碎效果又直接影响造粒机出口物料的粒度分布和粒子外观质量,即表面均匀度。破碎机辊子间隙调节的原则是,使经过破碎以后晶种的粒度分布达到最佳效果。在运行实践中,通过不断调整和摸索,破碎物料在φ0.6~φ2mm范围内的有效晶种一般在75%~80%之间,成品的粒度情况比较理想。
为了延长破碎机的运行周期,在降低成品水分的同时,要降低进入破碎机的尿素粉尘和成品温度,可以通过提高超大颗粒冷却器的床层和破碎机除尘来实现。我们日产1 100t,破碎机清洗周期达到12d。
破碎机破碎后的晶种粒度越大,对成品外观球形度的影响越大,但是,破碎机辊间距的调整又受到入口粒子温度、强度的制约。随着温度的上升,破碎机入口粒子强度降低,破碎后的晶种粒度(0.85~2mm)下降,破碎后的粉尘量大幅上升,为此,提高破碎机入口粒子在超大颗粒冷却器内的停留时间,降低其温度,从而达到提高晶种粒度的目的。
2.9 造粒系统长周期稳定运行的控制
平面旋转筛的筛分效果和造粒机运行情况是制约造粒系统长周期稳定运行的主要因素。平面旋转筛的筛分效果通过改造筛网和提高其除尘效率就能够解决,杜绝成品中小于φ2mm的尿素颗粒超过1%。在各项工艺指标合格的情况下,影响造粒机运行的主要因素是造粒机喷头的投切频率和投切方法。故车间规定各班主操要根据生产情况,尽量减少投切喷头次数,正常生产每班最多只能投或切一次(大幅度加减量除外)。
2.10 投喷头几个重要因素的控制
(1)首先应保证造粒机内部,各造粒室有一定的床层高度(400mm左右),开车时一般先从造粒机第二或第三室开始投喷头。
(2)压力PIC607应达到0.8~1.2MPa开始投喷头,注意观察压力变化及流量。
(3)投料时,要及时投第一组喷头,以保证尿液管线内有流动,不留死尿液,防止堵塞管道,在保温良好的情况下,最多不超过半小时。
(4)投喷头应错开,避免熔融尿液的结晶热过分集中,床温快速升高,造成尿素颗粒粘结,出爆米花块状尿素。
(5)还应使造粒在高负荷下运行,确保投运6组以上喷头来保持床层温度。
2.11 投切喷头(三通阀)及各吹扫阀门的现场操作与控制
投喷头,首先关闭热空气吹扫阀,打开导淋及蒸汽阀,将蒸汽中可能存在的冷凝液排净。排净后关闭导淋,预热喷嘴,预热时间1min以上。预热完毕后,关闭吹扫蒸汽,用吹扫空气吹净管道内的水分,然后打开三通阀投料,最后打开导淋卸压。
切喷头,首先确认导淋打开并用蒸汽预热和确认畅通,关闭三通阀,进行倒料(排放喷头管道内的尿液),排净且关闭导淋,打开蒸汽吹扫阀吹扫10min后,将蒸汽阀关闭,打开热空气吹扫以保证备用,防止大量的水进入造粒机内。如果发现喷嘴周围有堵塞现象,用蒸汽进行长时间吹扫。
在停车后,三通阀应保持热空气吹扫,防止细小尿素颗粒堵塞喷嘴。注意不要使三通阀有剧烈的高温到低温的变化,防止损坏阀芯。
3 东洋造粒系统异常情况下的操作
3.1 熔融尿液缩二脲高时的开车
(1)投料前将造粒系统各项温度指标控制在低限,即控制一段蒸发出液温度在128℃,喷射风温度在128℃,第一、二室流化风温度在40℃(基本不开流化风加热器的蒸汽),将造粒机床层温度控制在98~106℃。而且投的喷头要错开,避免熔融尿液的结晶热过分集中,造成尿素颗粒粘结,出爆米花块状尿素。
(2)刚开始投料时按照尿液中缩二脲的含量控制甲醛加入量,缩二脲越高,加入的甲醛越少。可参考造粒机出口颗粒的强度进行投加。具体甲醛投加量参数可以按熔融尿液流量的0.6%~1.2%配比,系统稳定后再根据强度逐步加量。
(3)加量不要过快,在投喷头时,主控和现场联系好,调节速度要跟上,喷头压力严禁超标(0.8MPa<喷头压力<1.1MPa)。
3.2 造粒机出口返料比失调(大颗粒多)
(1)适当开大超大颗粒振动器变频器开度,以增加至破碎机的量,从而增加晶种。
(2)如果破碎机集料,应尽快将破碎机料位拉下,以增加晶种。
(3)应适当降低流化风、喷射风的温度,以降低床层温度。
(4)可适当降低蒸发真空度,降蒸发温度,降低尿液浓度,从而降低床层温度。
(5)造粒机出料振动器开得太小,使颗粒在造粒机内停留时间过长。
(6)严重时减负荷生产,系统调整正常后,再加量。
3.3 造粒机出口返料比失调(小颗粒多)
(1)适当关小超大颗粒振动器变频器开度,以减少至破碎机的量,从而减少晶种。
(2)转部分晶种至晶种筒仓。
(3)应适当提高流化风、喷射风的温度,以提高床层温度。
(4)可适当提高蒸发真空度,提高蒸发温度,提高尿液浓度,从而提高床层温度。
(5)造粒机出料振动器开得太大,使颗粒在造粒机内停留时间过短。
(6)在尿液槽允许的情况下,应加量生产。
3.4 产品温度高的原因
(1)造粒机冷却室冷却效果差(流化风量低,多孔板有堵)。需提高流化风量或造粒机长时间运行,需清洗。
(2)造粒机冷却室床温高,出料温度高,超过85℃。
(3)适当关产品冷却器出料阀,建立料位,增加产品的冷却停留时间。
(4)在皮带接料出口处增设隔板,把皮带上的颗粒尿素铺开,增加成品的散热面积。
(5)成品皮带两边窗户打开,加强通风。
3.5 产品冷却风机跳车
(1)联系电气,现场人员重新启动;跳车后无成品进入破碎机,防止返料比失调,大颗粒增多,造粒切喷头至8组以下。
(2)首先,成品走副线,关小洗涤引风机进口风门,控制造粒机负压。
(3)关闭超大颗粒振动器变频,严禁成品进入超大颗粒冷却器,造成床层堵塞。
(4)如短时间内无法启动冷却风机,造粒机倒料至筒仓,切喷头打循环,按停车顺序停造粒的各个设备。超大颗粒冷却器内的固体颗粒需人工清理,并从成品库拉约6t成品作为再次造粒的补充晶种。
(5)清洗造粒机,风机故障处理后,重新烘床层,准备造粒。
3.6 流化风机跳车
(1)联系电气处理。
(2)迅速切喷头,将喷头用热工厂空气(严禁用蒸汽)吹扫,以防堵塞喷头和造成床层内结块而死床,蒸发转循环。
(3)关闭流化风、喷射风加热器,降低床层温度,防止颗粒在多孔板上熔化而结块。
(4)按停车顺序停造粒的各个设备,并清洗造粒机。
(5)人工将造粒机内颗粒清理干净,装入包装袋作为回收尿素,并从成品库拉约8t成品作为再次造粒的补充晶种。
(6)清洗造粒机,风机故障处理后,重新烘床层,准备造粒。
3.7 喷射风机跳车
(1)联系电气处理。
(2)切喷头,喷头用蒸汽吹扫后再改为热空气吹扫,防止造成结块而堵塞喷嘴,蒸发转循环。
(3)同时关小造粒出料阀后迅速做好倒料准备,造粒机倒料至筒仓,并从成品库拉约6t成品作为再次造粒的补充晶种。
(4)控制好造粒机负压,避免负压过高,部分晶种被抽至洗涤器。
(5)降低流化风量,避免颗粒尿素从造粒机溢流管流走,造成晶种过少。
(6)关闭喷射器加热蒸汽阀。
(7)准备清洗造粒机,重点检查喷射风道。
3.8 洗涤引风机跳车
(1)联系电气处理。
(2)切喷头,喷头用蒸汽吹扫后再改为热空气吹扫,蒸发转循环。
(3)降低流化、喷射风量,避免正压过高,部分晶种被吹至洗涤器。
(4)如果能及时开启,视造粒机出料情况定是否停造粒并清洗;如短时间内无法启动,则造粒机倒料至筒仓,按停车顺序停造粒的各个设备,并从成品库拉约6t成品补充晶种。
(5)准备清洗造粒机。
3.9 斗提机跳车
(1)斗提机跳车后,应立即关闭造粒出料,停造粒机出口称重皮带。
(2)切喷头,喷头用蒸汽吹扫,蒸发转循环。
(3)降低喷射、流化风的风压,降低造粒机负压和床层温度。
(4)如果能及时开启,则可以重新投喷头造粒;如短时间内无法启动,则按停车顺序停造粒的各个设备,同时喷头还应由蒸汽吹扫改为热空气吹扫。
(5)人工将造粒机内颗粒清理干净,装入包装袋作为晶种,并从成品库拉约6t成品补充晶种,一并倒入晶种筒仓,并提前打开筒仓底部的工厂空气,以降低晶种温度,防止结块。
3.10 破碎机跳车
现有的破碎系统有两条单线。当系统正常生产中一台破碎机跳车时,首先将跳车破碎机进料翻板阀关死,将斗提机下料换向器打到运行破碎机所用平面筛,造粒切喷头至8组以下,系统减负荷生产,检修跳车破碎机,以备重新启动;如两台破碎机同时跳车,短时间能够开启的,造粒切喷头至6组以下,系统减负荷生产。如果因设备原因,长时间无法开启,则系统必须做停车处理。切喷头,喷头用蒸汽吹扫,蒸发转循环,造粒机倒料至筒仓,并从成品库拉约6t成品补充晶种,准备清洗造粒机。
3.11 造粒机内出现块状物的原因
(1)喷嘴有堵或喷嘴连接丝扣处有泄漏。
(2)喷射风道有堵塞,喷射风压力低,小于2.6kPa。
(3)投入晶种时有块状,或正常生产过程中块状尿素堵塞喷嘴。
(4)开车初期,各室流化风量配比不当,第一室流化风量大于40 000m3/h,造成晶种呈过流化状态,造粒机第一室晶种料位低。
(5)造粒机壁上有掉下的粉尘块状物。
(6)开车初期烘床层时间短,多孔板未彻底干燥,出现爆米花块状物。
4 东洋造粒的主要设备参数(表1)
5 东洋造粒现场施工技术改造汇总
(1)喷头吹扫空气新增15m夹套加热管线,保证喷头吹扫空气被加热至100℃,防止尿液结晶。
(2)除尘风机进口增加冲洗冷凝液。
(3)平面筛的超大颗粒筛网缩小筛孔,增大3倍筛网面积。
(4)尿液主管到喷头三通阀增加夹套保温。
(5)进入溶解槽(地槽)的喷射集管排放阀HV602增加夹套保温。
(6)由于开车之前需通过筒仓进料口将普通尿素或小颗粒尿素装入系统内(倒进筒仓),故在筒仓进口制作漏斗。在晶种贮斗出口增加插板阀,控制出料的速度。
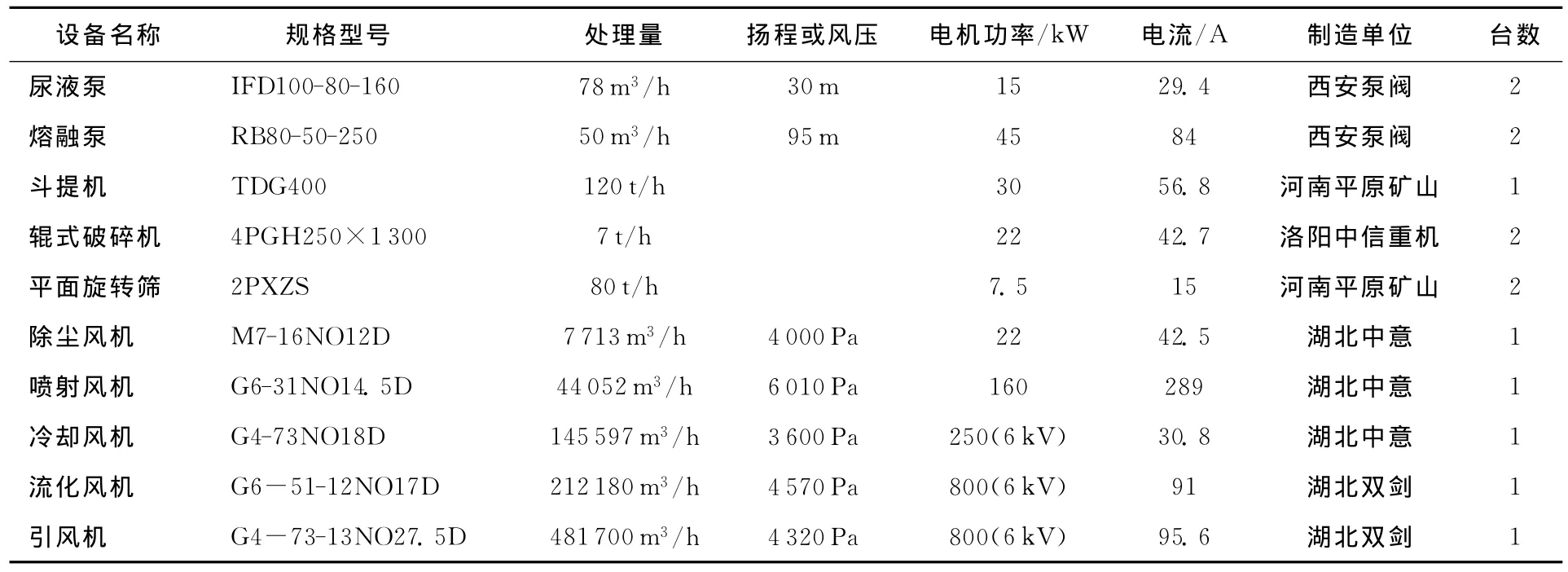
表1 造粒系统主要设备参数
(7)洗涤循环泵出口的排放导淋管线,连接到洗涤器循环槽的位置不在槽的顶部,应从上部接入,防止洗涤器液位高后造成此管线存液。
(8)甲醛槽内部增设21.3m、φ48.3mm盘管,甲醛中间槽外部增设70m、φ32mm伴管。要求盘管的换热面积大于3m2,以保证甲醛温度在18~35℃,防止甲醛在冬季由于气温低出现缩聚,气温过高造成大量挥发。
(9)溶解槽泵(地槽回收泵)出口阀后配T型接头,增加冲洗冷凝液和低压蒸汽吹扫管线,并在低点增加排放导淋。
(10)斗提机上部楼层上的除尘管线应在弯头处增加法兰,以便于疏通管道。
(11)打循环回尿液槽的管线测温点TE2306应当靠近尿液槽,以便监控此管线正常运行时的畅通情况和打循环时尿液的温度。
(12)喷头吹扫工厂空气管线端部去掉弯头,改直管,用盲板封口,防止杂质进入喷头,便于管线内存留杂质的清理。
(13)造粒机出口振动给料机至皮带加一个栅栏过滤器,并在出料口两侧增加两条DN300管去溶解槽,正常生产时可以把块状尿素引入溶解槽,防止进入系统。清洗造粒机时,网上垫挡板水可直接流入溶解槽回收,防止流入称重皮带和地面,造成环保事故。
(14)各溜管至称重皮带的接点要有足够的长度,以保证称重准确。
(15)在造粒机调节阀PV607后接DN50蒸汽冷凝液管线,用于造粒机水喷射测试,要保证每一个喷嘴的喷嘴角和垂直度。
(16)各排放至溶解槽的大颗粒管线由DN250改成DN300。
(17)块状物溜管直接连接在溶解槽上,槽内蒸汽沿溜管扩散,易引起尿素固结。为了解决此问题,我们在此管与溶解槽连接的地方接一根DN100至洗涤器的管线,把蒸汽抽至洗涤器。
(18)破碎机下料口与造粒机之间增加一短接,能自由拆装,便于清洗破碎机时,破碎机下料口直接把水排入溶解槽。
(19)造粒机内部出口挡板高度是650mm,拆除挡板,变为400mm。
(20)造粒机出口溢流管增加观察口。
(21)斗提机出口(平面筛振动给料器进口)管线增设观察口。
(22)造粒放空筒底部排放管易堵塞,由φ25mm改为φ50mm。
(23)破碎机润滑油路改造。破碎机随机注油系统原为自动,后将油路管口引至机外,采用高压注油泵注油至轴承,保证轴承润滑。
(24)平面振动筛振动给料器改造。原厂家设计的振动给料器吊环为N型吊环,采取把上部的圆钢吊钩改为槽钢焊接的U型磨块吊架,直接和弹簧磨块座焊接的办法,减小了振动,大大延长了吊环的使用寿命。
(25)造粒机气相管道由于采用3mm厚的不锈钢,强度差,在管道内部设有十字支撑架,造成气相管易堵塞。虽然我们配了冷凝液管,每班定期冲洗,但是问题未彻底解决。2010年4月我们割去内部粘结粉尘的载体(十字支撑架),在管道外部用∠50角钢进行加固,效果显著。
(26)造粒机气相管线的冲洗水由尿素含量为45%的洗涤液改为工艺冷凝液,提高造粒机气相管的冲洗效果。目前,造粒机气相喷淋喷嘴装在造粒机气相管道的横向风道上了,如果改装在此风道下降弯头处,冷凝液垂直向下喷淋,效果会更好。由于现场位置限制,2009年3月我们在弯头处增加冷凝液喷头(φ5mm×50个)。
(27)平面旋转筛的筛网原选用规格为上层4.7×4.7mm,下层3×3mm。在低负荷下能够运行,但在满负荷(日产1 000t)甚至超负荷的情况下,产品粒度差。后有一个筛子的筛网改为上层5×10mm、下层3×6mm,筛分效果较好,粒度由原来的92%提高至94.5%。参照目前的分析数据,筛网最好改为上层4.5×9mm、下层3.0×6mm,重点是上层筛网。当然最好选用直线振动筛,而不宜采用平面旋振筛。
(28)平面旋转筛的筛网丝径细(上层1.0mm、下层0.8mm),在多次清理后易引起筛网变形,造成筛分效果差,丝径应上层≥1.6mm、下层≥1.2mm,并且材质要用316L,以提高筛网光洁度和强度,提高筛分效果,延长筛网的使用寿命。
(29)造粒溶解槽内设置的溶解槽搅拌器轴太短,离槽底部有1.8m,不能起到充分的搅拌作用。后来我们不用该搅拌器,在槽底部增加低压蒸汽喷射器,定期打开低压蒸汽搅拌,效果良好。
(30)由于溶解槽内回收尿素时有杂物带入,经过溶解槽内的滤网过滤后,仍然有杂物带入尿液槽,故在溶解槽泵出口至尿液槽横管上加装滤网40目、材质304L的过滤器,问题得到了解决。
(31)流化风、喷射风加热器在低压蒸汽用量小时,回水阻力大,造成冷凝液积存,液击加热器。通过分析是由于流化风、喷射风加热器设置在一楼,水平位置低,造成疏水阀后背压不足。2010年我们提高加热器进口蒸汽调节阀的高度,保证蒸汽水平进入加热器,避免冷凝液积存,液击问题得到了解决。当然,加热器最好改至二楼位置。
(32)造粒机床层温度高,会导致造粒机内粉尘量大,造成造粒机负压下降,并且会间接影响到筛分效果,影响到循环率。如果降低床层温度,则造成尿素成品水分高,影响破碎机的破碎效果,清洗破碎机的频率增加,影响循环率。故80%负荷(8组喷头)以上时,造粒机第一室控制108℃,第二室控制115℃。
(33)2010年7月7日,斗提机底部开人孔,以便取出进口积存的粉尘块。
(34)破碎机进料口改造,由弧形溜槽改为倾斜滑板,这样,在破碎机振动给料器小幅度振动的情况下,仍然能够正常进料,避免了大幅度振动造成进料口钢板开裂的问题。为了稳定控制破碎机进口翻板阀的位置,增加固定阀门手柄的定位板。
(35)在造粒机出口、平面筛尾部超大颗粒筛网、斗提机上料侧的观察口处增设监控器,以便造粒主控随时监控重点设备的运行情况。
(36)晶种筒仓增加现场钢化玻璃视镜液位计,并配吹扫空气除尘。
6 目前造粒存在的缺陷和问题
(1)东洋造粒技术喷射空气是为了防止喷射风道周围有大量尿素颗粒堆积,防止形成负压,致使尿素颗粒堵塞喷头四周的喷射风道,从而堵死喷嘴。喷射风机原来配备电机为132kW、235.1A,在额定风量44 052m3/h时电机超流。每次停造粒打开检查,都有部分喷射风道有桥架式尿素块。为了提高风量,避免设备超流,我们利用大修机会更换为160kW、289A的电机,超流问题得到解决。虽然风量可以达到47000m3/h,但停造粒打开检查,仍然有部分喷射风道口有桥架式尿素块,只是堵塞的数量减少了。如此说明喷射风的压力3.0kPa,仍然有点低,不利于造粒长周期稳定运行,喷射风的压力最好在3.4kPa以上,最低3.0kPa。
(2)斗提机的皮带材料为橡胶加纤维,质量差,运行18个月,已经被拉长且在接口处有破损的痕迹,我们利用大修机会对其裁短,但没有根本解决,同行业选用德国进口内含钢丝网格的橡胶纤维皮带,运行5年,也无此现象。
(3)平面筛进口振动给料器易出现故障,造成平面筛进料不畅,斗提机返料。
(4)由于喷射空气没有将尿液雾化的功效,而且床层偏低,固体物料停留时间短等因素,造成在同等蒸发状况下,尿素成品的水分比海德鲁造粒的高约0.15%。计划利用装置50%扩能改造的机会增加闪蒸加热器,将水分蒸发过程前移,提高进造粒机的尿液浓度,以强化造粒机的粒子成型功能而弱化水分蒸发功能,最大限度地降低尿素成品的水分,减小造粒机内产生的粉尘量及洗涤回收量。
(5)改造破碎机除尘系统,提高除尘效率,使得超大颗粒尿素破碎作为晶种的过程中产生的粉尘基本上都可以通过除尘系统清除掉。
(6)造粒机喷头吹扫蒸汽采用熔融泵出口管线夹套保温的0.28MPa减压蒸汽,压力低,不能满足停造粒时,切多组喷头同时吹扫的要求,如调整减压蒸汽阀,又造成保温蒸汽压力过高,造成成品缩二脲高,并且进造粒机夹套保温蒸汽温度要小于158℃,以免损坏夹套。故此两处所用蒸汽应该分开,管线夹套保温采用0.24MPa(温度146℃)的减压蒸汽,喷头吹扫蒸汽采用0.36MPa的低压蒸汽。
(7)三通阀的安装。由于现场位置限制(造粒机进料尿液主管线至三通阀的距离应有250mm),切喷头后此管线会堵塞,投喷头时需要加温。
(8)破碎机分离器贮槽的溢流口到成品皮带,如果出现溢料,会造成非成品到包装岗位,影响产品质量,应改至去溶解槽。
7 对东洋造粒的小结
日本TEC流化床东洋造粒技术是喷射流化床技术,TEC喷射流化床造粒机由喷射床、流化床、多孔板、喷嘴、空气分配管和气室(上箱体)组成(由下到上)。喷射床被多孔板上的流化床所环绕,一个喷射床有一个喷嘴,根据各装置生产规模可以在造粒器内布置多个喷射床,喷射床由喷射空气形成,能使尿素粒子与尿液充分混合,使产品形状更加圆整、大小均匀,且喷射床空间合适也不会使颗粒结块;流化空气从床层底部进入,将晶种流化,流化床由流化空气形成,喷射床和流化床的优化组合对颗粒不仅能产生有效的冷却作用,而且由于带压尿液直接经喷嘴喷淋在喷射床上,不需使用加热过的雾化空气,从而也产生了有效的干燥作用。
该技术采用的工艺过程与挪威海德鲁公司Hydro的流化床造粒技术基本相同,主要工艺技术特点如下。
(1)工艺流程及设备比较简单。尿液通过喷头,压力达到雾化条件,造粒过程中不需要雾化空气。喷射空气具有冷却和干燥的作用,造粒机分流化成粒和冷却两部分。粉尘洗涤塔直接与造粒机顶部连接,简化流程和减少设备。
(2)造粒喷嘴采用一般压力式喷嘴,结构简单、单台能力大,操作弹性大,通过减少喷嘴数,很容易将生产负荷降至50%以下,而且能快速开、停车,开车1h后即能达到稳定状态。
(3)造粒时间短,造粒效率高。该工艺流化床内返料晶种依次在串联的小室内呈有规律的上下环流运动,被喷射尿液液滴包裹而长大,且流化床层较薄,有利于粒子的形成,造粒时间较短,效率高。
(4)Hydro公司工艺中物料高度约为1m,而TEC造粒机在50%~100%负荷范围内流化床层高仅0.4~0.65m,流化床阻力小,所需流化空气的压头低,耗电省。
(5)采用95%左右的尿液作原料,可简化尿液加工工序,节省尿液浓缩的能耗。尿素颗粒在造粒机内迅速冷却,停留时间短,产品缩二脲增长量可忽略不计。
(6)粉尘回收系统采取高效的湿式洗涤吸收,粉尘洗涤塔压差低(在0.5kPa以内),除尘洗涤效率高,放空筒尾气中尿素粉尘含量小30mg/m3。
(7)能耗低。热空气不需要喷射,液体喷嘴结构简单,数量少,熔融尿液喷射能耗低。
(8)该工艺晶种在85℃左右循环,仅对最终产品进行冷却,因此所需冷却负荷小。
(9)可根据产品不同用途,通过简单改变筛网孔径的大小来生产不同规格的尿素颗粒。
由于东洋造粒的上述特点,喷头可以较频繁的投切,造粒机运行周期长,我们在日产800t时最长运行45d,日产1 000t及以上,可以运行31d。当然,我们现有装置的运行水平与国外的领先水平相比还有差距。这就需要我们继续深入研究,认真总结,并且注重学习国内外同行业的成功经验,对于有借鉴价值的创新成果实行 “拿来主义”,在技术管理和生产实践中结合实际,触类旁通,推陈出新,实现实质性的突破和质的飞跃,争取早日解决该造粒技术成品水分高的瓶颈。