断丝报警系统中S7-400的应用与MES系统的集成
2012-02-27褚红娟傅庆宜
褚红娟 李 海 傅庆宜
(1. 南通醋酸纤维有限公司,江苏南通 226008;2. 杭州银丰科技有限公司,浙江杭州 310053)
1 项目简介
南通醋酸纤维有限公司(简称NCFC)是由中国烟草总公司与美国塞拉尼斯公司合资经营,集热电、化工、轻纺为一体的大型工业企业,主要产品为烟用二醋酸纤维丝束及其原料二醋酸纤维素片。丝束的生产与纺织行业有些类似,每根丝束根据品种不同而不同,每个喷丝帽上开有350个细小的Y型孔。丝带经过卷曲、干燥、摆丝、打包形成最后的产品。整个过程是高速不间断连续运转的,如果构成单根丝束的几十个部位中有一根发生断丝,则该丝带成为废品。断丝报警系统进行实时监测,通过2400个DI点的状态进行逻辑控制、报警、输出DO自动补丝,并将断丝情况及时提交给MES系统,作为衡量丝束品质的重要数据之一。
断丝报警系统的工艺需求主要包含以下几点:
(1)对所有纺丝机共约2400个部位进行监测,发现断头后产生报警信号并进行自动补丝;
(2)将断头的部位以及该部位8小时内发生断头的累计次数发送给现场的模拟屏(29只);
(3)将断头信息发送给MES系统,MES系统中生成断头统计、断头率计算、断头原因统计分析以及各班组、机台的断头率比较等报告(与MES系统集成);
(4)在现场的录入器上能够实时显示当前的断头情况,操作工需在录入器上录入断头原因代码(与MES系统集成);
(5)在中控室的WinCC[1]工作站上显示断头的实时信息、模拟现场显示屏的显示信息、显示MES系统中的断头统计记录(断头开始时间、持续时间)、显示MES系统中的实时断头率统计情况。
整个丝束生产主系统采用的是SIEMENS PCS7系统[2],MES系统采用的是SIEMENS SIMATIC IT系统,考虑到与主系统的集成度、可靠性以及工艺特点,我们采用了两套SIEMENS S7-400 PLC作为断丝报警系统的主控制器,而现场对断头的监测和对补丝枪的控制均为开关量信号,且处于防爆区域,所以,我们选用了SICK的ASI总线模块配以防爆箱安装于现场。PLC与ASI模块之间采用DP/ASI LINK进行桥接。由于现场的模拟屏只提供了RS232的接口,所以,我们采用了Profibus DP/RS232网桥进行协议转换。
2 控制系统的构成
断丝报警系统的网络架构涉及到4个层次:
(1)ASI网络:底层采用ASI总线通过光纤模块监测断头,一台纺丝机由4条ASI总线覆盖。整个断丝报警系统共包含ASI总线36条。
(2)Profibus DP网路:S7-400 PLC采用Profibus DP网络连接底层的ASI总线,每条Profibus DP总线下挂8个DP/ASI LINK即8条ASI总线(即覆盖两台纺丝机)。另设一条Profibus DP总线用于连接现场的模拟屏,由于现场模拟屏是RS232接口,仅支持串口协议,所以,必须采用Profibus DP/RS232网桥进行协议转换。整个断丝报警系统共包含Profibus DP总线7条。
(3)工业以太网:S7-400 PLC与WinCC操作站之间采用工业以太网连接[3]。同时,此工业以太网也与纺丝主控PCS7系统相连,便于断丝报警系统与主控系统进行数据交互。
(4)车间管理层:断丝报警系统有一个很重要的功能就是与MES系统的数据交换,因此,将WinCC操作站上的普通网卡连接到MES网络上。
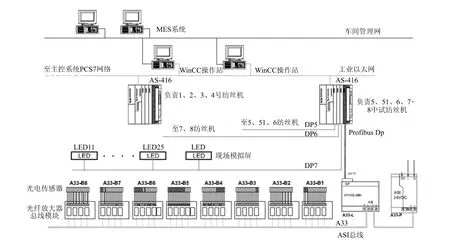
图1 断丝报警系统网络构架
3 控制系统功能及要点
根据前面讲到的断丝报警系统的工艺需求,控制软件必须实现以下功能:
(1)总共有9台纺丝机,每台纺丝机分A、B两面,大多数面有144部位(即144个DI点),每个部位的丝是从甬道中喷出的,甬道号也就是这根丝的绝对地址。这144根丝组成几根丝束(线)是由工艺决定的。当开始生产某种规格的丝束时,MES系统会生成一个工单,并将工单中与控制系统有关的数据传送给控制系统,其中,传送给断丝报警系统的数据就包含各台纺丝机的“每面线数”。“每面线数”是指144根丝将形成丝束的根数。因此,每根丝又有另一个属性,即它是属于某一根丝束的。
(2)甬道(丝)和丝束(线)都有各自的属性,甬道的属性包含空甬道、母线和正常,当为空甬道和母线时,不产生断丝报警;丝束的属性包含显示、记录、补丝,显示指发生断丝时是否在现场模拟屏上显示报警信息,记录指是否将断丝记录写入MES系统的数据库中、补丝指断丝发生时是否进行补丝。另外,当丝束的断丝数量超过设定值时,认为该条丝束出于断带状态,系统不显示每条丝断丝,而显示该线断带,直到所有丝均回复正常为止。所有属性和参数均可在WinCC上设置。
(3)系统在监测到断丝后需立即将断丝信息(甬道号、8小时内该位置的重复断丝次数)发送到现场的模拟显示屏。显示屏将循环显示实时的断丝信息。
考虑到系统的稳定性和实时性,我们觉得将以上功能放在PLC中实现更加合理,不过这样增加了PLC编程的难度,需要实现以下程序功能。
(1)在PLC中根据“每面线数”应能够计算出各个甬道所属的丝束,然后才能根据丝束的属性以及甬道的属性来决定是否报警或补丝。
(2)由于需要对上千个DI点进行监视,我们采用了用WORD来拼装16根丝的状态,并采用指针对DB块进行寻址,使得程序看起来不那么冗长。另外,对每根丝的监测都会用到延时,用传统的方法编程需要几千个定时器,可能会超出系统的容量,因此,我们用存储区累加的方式取代定时器,而且通过指针也很容易进行定位。
(3)显示屏需要循环显示当前的断丝信息,这就需要PLC中有一个堆栈,一个子程序负责根据当前的断丝信息不断更新堆栈的内容,另一个子程序则负责将堆栈中的信息发给模拟屏。另外,模拟屏需要优先显示最新的断丝信息(例如:有10个断丝信息在循环显示,当显示到第5个时,来了一个新的断丝,则立即显示这个新的断丝信息,再继续循环显示),所以,我们用指针来控制断丝信息的发送,当有新的断丝信息时,将该信息插入到指针所指的位置,之后的信息往后移位,就能够快速实现功能了。至于发送的信息中需包含该位置8小时内的重复断丝次数,仅需要在PLC里专门开辟一个空间来存放8小时的断丝记录,在有新的断丝产生时查询断丝记录生成8小时重复次数,同时更新8小时断丝记录。
(4)补丝控制的难点在于补丝枪和线的对应关系。每台纺丝机的每个面有四组补丝枪,每组两只枪,操作人员可以任意指定补丝枪和丝束的对应关系(即指定某条丝束中的断丝由哪一组补丝枪来补)。我们在PLC中用了一个DB块将补丝枪和丝束的对应关系以数字的方式存储下来,由一个子程序收集各条丝束中需要补丝的断丝数,传递给补丝子程序,然后,根据对应关系去控制相应的补丝枪。操作人员还可以在WinCC上设置补丝枪的优先级、使能以及二次补丝等参数。
如果说PLC的任务主要是完成控制逻辑的话,WinCC的功能则是实现人机接口以及与MES系统集成,具体包含以下几点:
(1)实时显示断丝报警信息、补丝枪状态以及各机台、各面和各线的断头信息;
(2)提供参数设置窗口,束的对应关系、补丝枪属性等等,也可以从MES系统获得“每面线数”并下传;
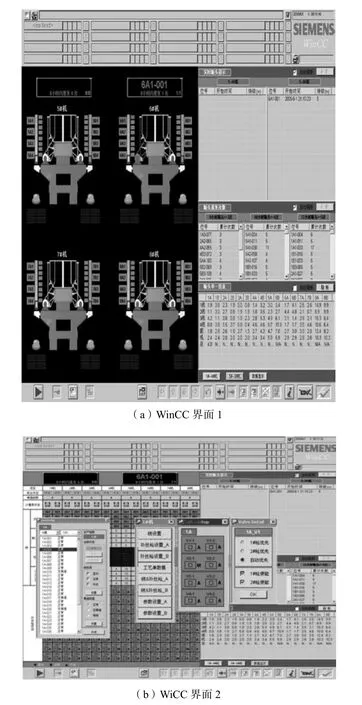
图2 WinCC显示画面
(3)将断丝信息实时发送给MES系统。在MES系统的数据库中(SQLServer2000),我们定义了几个断丝报警相关的表,其中一个表专门用于存储所有部位当前断丝状态,WinCC需要实时对这张表进行更新。在WinCC中,我们将16位断丝状态组成一个Tag(总共约170个Tag),在全局脚本中当Tag的值发生变化时,判断Tag的哪一位发生了变化,从而推算出是具体哪个甬道的断丝状态发生了变化,最后通过存储过程写入MES的数据库中。在MES数据库中,当存储实时断丝状态的表的内容发生变化时,会触发事先定义好的触发器更新其它的表如:断丝记录表。断丝记录表的内容包含:部位号、线号、断丝开始时间、断丝结束时间和断丝原因等,而这张表的内容也会反映到现场的录入器上,由操作人员输入原因代码。
4 项目运行
断丝报警系统自投运以来,系统以24小时*365日的方式连续运行,稳定可靠。由于系统架构和软件模块设计的合理性,断丝报警系统也具备良好的扩展能力。到目前为止,工艺上已经三次对系统扩容或增加新的功能,我们都能够很方便地在原有系统的基础上进行扩展,特别是软件上相对独立的模块功能分割,使得修改一处程序不会影响到其它程序的执行。因此,工艺上的三次功能扩展都是在在线的情况下完成的。
断丝报警第一时间防止了断丝对成品丝束质量的影响,它与MES系统的集成也为生产管理者提供了分析和统计的数据(如:断头原因比较等),使用户能够从源头上减少断丝的产生,提高生产效率,受到用户的肯定。
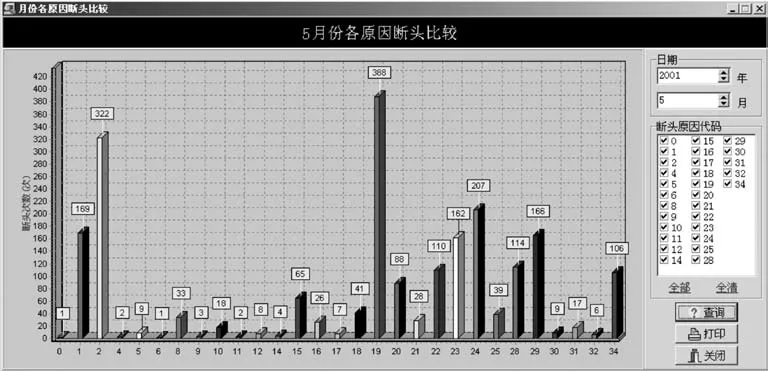
图3 MES中的断头原因比较报告
5 应用体会
断丝报警是PLC系统中的一个特例,PLC程序中大量运用了指针、堆栈的编程技术,此外,WinCC与MES系统集成也用了许多数据库访问的脚本和控件。这些功能的设计与部署是这个项目成功的基础。在断丝报警项目的设计初期,考虑到成本,有一个方案:即PLC直接将现场的断丝信号传送给WinCC,在WinCC通过功能更为强大的VB脚本来实现断丝和补丝的逻辑判断以及断丝信号堆栈的生成,然后,将补丝信号和断丝信号堆栈发送给PLC,PLC再将信号发送给补丝枪和模拟屏。这样做,PLC中的程序将非常简单,而用VBScript实现之前所述功能也比PLC容易得多,但是,由于降低系统分散控制功能,牺牲了系统的可靠性和实时性,一旦操作站WinCC中断运行,将会导致整套系统的瘫痪,这样会直接影响产品质量,所以,与生产相关的控制逻辑应要放在更为可靠的PLC中来实现的。
[1] Siemens. wincc V1.0 Configuration manual. 37436832[EB/ OL][2009-09].http://www.ad.siemens.com.cn.西门子wincc组态手册.
[2] Siemens. S7-400PLC. Technical Manual 0788000 29963[EB/ OL][2007-08]. http://www.cloc88.com/P. 西门子98-400PLC技术手册.
[3] Siemens wincc V7.0 communication manual. 37436836[EB/ OL][2009-09]. http://www.acl. siemens.com.cn. 西门子wincc通信手册.
