摩托车燃油箱内外壳体焊接与材料选用的探讨
2012-02-20马书义
马书义
(江门市大长江集团有限公司,广东 江门 529000)
摩托车燃油箱是摩托车上集功能件、安全件与外观造型件三位一体的重要部件,特别对跨式车尤为重要,是体现整车造型风格及燃油系统中重要的部件之一。所以,摩托车燃油箱的结构设计、用材、制造工艺及整体品质,愈来愈受到重视。尤其是材料的选用,是保证燃油箱品质和功能实现的重点之一。
本文就燃油箱内外壳体材料的选择,进行探讨。
1 燃油箱的损伤与失效
摩托车燃油箱在用户使用过程中,其损伤与失效可分为两大类:
一类是外观损伤,表现为涂漆起泡、脱落,贴花划伤、翘起、脱落,外壳体碰撞变形等等。这一类的外观损伤,一般不会造成功能失效,也不会造成不安全的故障。
另一类为功能性和安全性的损伤和失效。在摩托车的使用过程中,出现燃油箱渗漏油问题,严格来说,正常情况下是不允许出现的。轻者则浪费燃油,污染环境,重者则引起火灾,造成生命危险,造成无法挽回的事故。
2 燃油箱渗漏油的原因
2.1 安装结构设计不完善
燃油箱安装在车架上,一般用油箱上的前挂耳和后尾安装板进行安装。这些构件设计时,若连接油箱本体的点焊数量少及布局不合理时,摩托车在行驶过程中,燃油箱、燃油及安装在油箱上的零部件(燃油开关、燃油过滤器、侧罩等)的负荷及车架震动,会作用到燃油箱安装挂耳和后尾安装板的点焊处,即使点焊合格,但因为点焊数量少及布局不合理,也会在点焊点周围母材上产生裂纹,导致渗漏油。
2.2 焊接品质差
燃油箱注油口、出油嘴、排水管、排气管与燃油箱连接部位,焊接(铜钎焊、CO2保护焊)品质不良,也会引起渗漏油。燃油箱内外壳周边焊缝品质不合格,也会引起渗漏油。
2.3 燃油箱锈蚀
燃油中的水分(特别在劣质燃油中水分较多),会造成油箱内侧锈蚀。摩托车在停放时,特别是久放不用时,对油箱内侧的锈蚀更快,当锈蚀到一定程度后,就会锈穿油箱,造成渗漏。在摩托车使用后期,这种情况屡屡发生。
3 单面镀锌板的选用
为了提高燃油箱抵抗燃油中水份锈蚀的能力,摩托车燃油箱内外壳的钢材,早在20年前,部分摩托车就开始选用单面镀锌钢板(或镀锌镍钢板)。目前随着用户对摩托车性能要求的提高,其应用日渐广泛。
3.1 非镀锌钢板的缝焊状态
缝焊前,先将燃油箱内外壳体拼装组合(图1)。
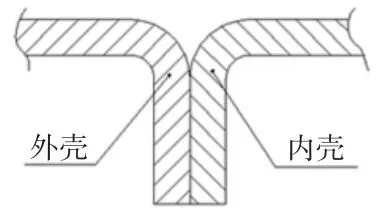
图1 非镀锌钢板燃油箱内外壳体缝焊前的拼装组合
然后进行周边缝焊,使内外壳体焊接成密封的容器—燃油箱。燃油箱内外壳体连接强度及密封性,就取决于焊核区所构成的一周缝焊带的焊接品质(图 2)。

图2 非镀锌钢板燃油箱内外壳体缝焊后的状态
3.2 镀锌钢板的缝焊状态
燃油箱内外壳使用镀锌钢板缝焊前,也是先将内外壳体拼装组合(图3),其状态与图1一样,只不过钢板表面有镀锌层。

图3 镀锌钢板燃油箱上下壳体缝焊前的拼装组合
镀锌钢板内外壳体,因表面有镀锌层,在焊接过程中缝焊瞬间,其焊核区的温度高达1 200~1 400℃,将内外壳体烧融,再加压使内外壳体熔接为一体,形成焊核区(图4)。

图4 镀锌钢板燃油箱上下壳体缝焊后的状态
而锌的熔解温度为419℃,在焊核区及焊核区周边的高温区,其镀锌层先被熔化,并被挤出,之后钢板基体熔化,在电极滚轮的压力下,内外壳体局部形成焊核区,这样就能保证缝焊的密封性。
我们要关注的是,在焊核区近周的高温区,其镀锌钢板镀锌层被熔掉脱落,使镀锌钢板基体裸露,该局部区的钢板成为非镀锌钢板。其抗燃油中水份的锈蚀能力,同等于非镀锌钢板,恰恰这个区域(内外壳的缝焊带)是长期与燃油中的水接触区。
因此得出结论:若燃油箱内外壳体采用缝焊工艺(电阻焊),即使采用镀锌钢板也是无法起到防锈蚀作用的。反之,若在缝焊过程中,焊核区温度低,则表面镀锌没有完全熔化被挤出干净,而残留在焊核区,造成虚焊及夹渣,严重的导致密封性差,甚至会渗漏油。
3.3 采用镀锌钢板的优势及关键技术
(1)若采用镀锌钢板,其内外壳体用的钢材的成本,提高20%左右。
(2)镀锌钢板的上、下壳体的燃油箱,对焊缝机要求高,最好采用逆变直流缝焊机,设备折旧费用高,同时焊接速度下降,效率低。
(3)镀锌钢板的上、下壳体的燃油箱,其与油箱附件(出油嘴、挂耳、尾板、线夹、注油口等)的焊接难度大,要改进提升焊接工艺,才能保证焊接部位的密封性,工艺成本高。
(4)焊核区及高温区镀锌层脱落,造成镀锌层不存在。
在燃油箱电焊、钎焊、CO2保护焊、氩弧焊、缝焊,这些焊接的高温区,镀锌层会熔化脱落,这些区域的镀锌板都变成了非镀锌板。
4 结束语
采用镀锌钢板制造的燃油箱,由于燃油箱焊接部位过多,且在焊接处的镀锌层被熔化脱落,材料成本与工艺成本较高,防水防锈蚀能力虽然有较大的提高,但不能完全避免。对于镀锌钢板的焊接方式,还有待作进一步的研究,对于油箱的新材料,也需要进一步进行开发。
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2001.
[2]田嘉禾,楚玉盈.特殊及难焊接材料焊接新技术实用手册[K].北京:当代中国音像出版社,2004.
