多向锻造及时效处理强韧化变形铝合金
2012-02-20严伟林
严伟林
(广西大学 材料科学与工程学院,广西 南宁 530004)
铝合金的强度不高,易产生塑性变形,在很大程度上限制了铝合金的应用范围。强化可使铝合金胜任人类赋予的各种角色,完成各种功能。通常铝合金强化的主要方法,有固溶强化、时效强化、过剩相强化、冷变形强化、形变热处理强化、细晶强化及变质处理等。
上述的铝合金强化方法,主要存在两方面问题:一是强度显著提高,而塑性急剧降低;二是塑性显著增加,而强度提高的幅度很小。因此,探索新的强化方法,实现对铝合金材料更直接有效强化,具有重要的理论价值和实用价值
强塑性变形技术具有强烈细化晶粒的能力[1],可以将材料的内部组织细化至亚微米甚至纳米级,如高压扭转(HPT)、等径角挤压(ECAP)、多向锻造(MF)、等径角轧制(ECAR)、超声波喷丸(USSP)和累积轧焊(ARB)等。通过强塑性变形技术制备的超细晶/纳米晶材料,具有独特的力学及物理化学性能,为提高传统材料的综合力学性能和服役行为开辟了新路。
研究结果表明,强塑性变形技术制备的纳米晶/超细晶材料,与利用其他方法制备的纳米晶/超细晶材料相似,强度很高,但塑性很差[2~5]。本工作采用多向锻造对铝合金施加强塑性变形,细化晶粒,并配合时效处理工艺,使变形铝合金的强度高且塑性良好。
1 试验过程
试验材料采用的6061变形铝合金,为供货状态(T6)。锻前坯料尺寸为20 mm×40 mm×40 mm,先对坯料进行固溶处理(加热至520℃,保温60 min,水淬)。然后利用637 N空气锤进行多向锻造加工,首先把坯料锻成正方体块,再在互相垂直的3个方向反复锻造,在每一方向上每次变形量大约为50%,3个轴向轮流进行,循环3次,最终锻成16 mm×25 mm×80 mm的板坯。最后进行时效处理(125℃加热并保温6h、9h、12h和15 h,空冷)。用光学显微镜分析原始样品和锻件的显微结构;用Instron8801拉伸试验机测试试样的室温力学性能。
2 试验结果及讨论
图1为原始样品光学显微组织。本试验是以6061铝合金挤压棒作为锻件的原始坯料,在多向锻造加工前,先对坯料进行固溶处理(加热至520℃,保温60 min,水淬),其目的在于消除或减轻坯料中的某些组织缺陷,使第二相微粒尽量溶解,以改善合金的工艺塑性。
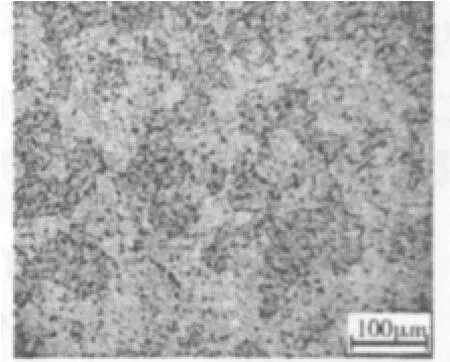
图1 试样原始织织
图2 和图3为样品的组织。由图可见,显微组织显著细化,超细第二相微粒弥散分布。本研究采用多次换向、多道次镦粗、拔长,使锻件的变形组织尽可能均匀和细化。试验达到了组织细化效果。但时效处理没使锻件的组织发生明显的粗化。
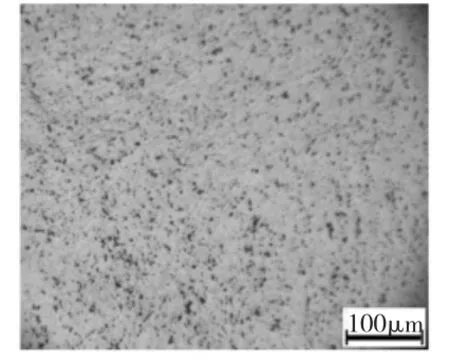
图2 多向冷锻试样组织

图3 多向锻造然后时效处理15 h试样的组织
图4 为样品拉伸力学性变化情况。由于本试验采用冷锻加工试样,使其强度大幅度提高。时效处理后,锻件的抗拉强度略有增加,特别是经过多向锻造,然后时效处理15 h后,强度增加到396.3 MPa。时效处理使锻件的塑性提高,在保持较高强度的情况下,锻件延伸率达11.08%。但延长时效处理时间,强度和延伸率都会下降。

图4 试样拉伸应力应变曲线
锻件的强度显著提高,主要是组织显著细化,而晶粒尺寸的减小,将会增加位错运动的障碍,减少晶粒内位错塞积群的长度,导致其强度和硬度提高。Valiev发现多次累积应变[6]和低温退火处理[7],改善晶界状态(如晶界结构与取向等),使材料的塑性变形易于以晶界滑移和晶粒旋转的方式进行,纯铜、纯钛的塑性获得提高。
本试验的试样在互相垂直的3个方向多向锻造,在每一方向上每次变形量大约为50%,3个轴向轮流进行,循环3次,累积应变量较大,然后再低温时效处理(通常6061铝合金的时效处理温度为175℃),这些因素起到改善晶界状态的作用,使锻件的延伸率明显增强,而且,时效处理减少锻造应力,也能提高锻件的塑性。
3 结束语
6061变形铝合金,经多向锻造加工及时效处理,抗拉强度增加到396.3 MPa,延伸率达11.08%。锻件强度大幅度提高,是由于组织显著细化和超细的第二相微粒弥散分布;多次累积应变和时效处理改善晶界状态,时效处理也减少锻造应力,使锻件的塑性增强。
[1]Vzliev R Z,Islamgaliev R K,Alexandrov I V.Bulk Nanostructured Materials from Severe Plastic Deformation[J].Progress in Materials science,2000,45(2):103-189.
[2]Koch C C.Optimization of Strength and Ductility in Nanocrystalline and Ultrafine Grained Metals[J].Scripta Mater,2003,49(7):657-662.
[3]Valiev R Z,Langdon T G.Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinemen[J].Progress in Materials Science,2006,51(7):881-981.
[4]Tham Y W,Fu M W,Hng H H,et al.Bulk Nanostructured Processing of Aluminum Alloy[J].Journal of Materials Processing Technology,2007,(192-193):575-581.
[5]Eizadjou Mehdi,Manesh Habib Danesh,Janghorban Kamal.Microstructure and Mechanical Properties of Ultra-Fine Grains(UFGs)Aluminum Strips Produced by ARB Process[J].Journal of Alloys and Compounds,2009,474(1-2):406-415.
[6]Valiev R Z,Alexandrov I V,Zhu Y T,et al.Paradox of Strength and Ductility in Metals Processed by Severe Plastic Deformation[J].Journal of Materials Research,2002,17(1):5-8.
[7]Valiev R Z,Sergueeva A V,Mukherjee A K.The Effect of Annealing on Tensile Deformation Behavior of Nanostructured Spd Titanium[J].Scripta Mater,2003,49(7):669-674.
