数控机床双驱系统中齿轮齿条调整工艺的分析
2012-02-18彭志
彭 志
(沈阳机床股份有限公司,辽宁 沈阳 110142)
齿轮齿条传动系统,以其传动比大、高速、高效率、高刚性等优点,被广泛应用于行程较大的大型机床上。但对于数控进给系统的齿轮齿条,除了要求其具有很高的运动精度外,还需要消除配对齿轮齿条间的传动间隙,否则机床进给系统每次反向时,会产生反向间隙,对加工精度产生很大影响。
传统的消隙,基本是刚性或柔性的机械消隙法。机械消隙法,会增加机械结构的复杂性,而且机械消隙可靠性差。
本文实例中的高速桥式龙门机床,采用双驱进给系统,即利用伺服控制达到消隙,虽然双驱系统克服了机械消隙的缺点,但高精度、高速的齿轮传动系统中,制造装配误差对传动精度的影响非常大。因此,本文对双驱系统齿轮齿条的调整工艺进行分析,探讨调整过程,给出参考性结论。
1 齿条与导轨之间的平行度
进给系统的齿条与导轨之间的形位公差,直接影响数控机床的运动精度。因此,首先调整齿条与导轨之间的平行度,包括每段齿条及全行程的平行度。
如图1所示,调整平行度是其余调整步骤的基础步骤,其重要性显而易见。要求每段齿条必须进行3点测量,本实例中侧头直径10 mm,每段齿条平行度不大于0.02 mm/m;全行程平行度小于0.04 mm,实例全行程为10 m。

图1 调整齿条与导轨间平行度
为严格控制齿距误差,齿条对接处需进行连续的3点测量并调整(如图2所示),实例中3点千分表变化值小于0.012 mm。
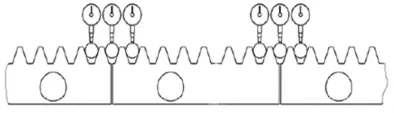
图2 齿条对接处测量图
2 齿轮与齿条轴向的平行度及垂直度
该项几何公差,通过减速机座法兰面检测,实例中数值不大于0.02 mm。齿轮轴向安装高度,此几何尺寸通过可调法兰盘调节,达到合理的中心距。
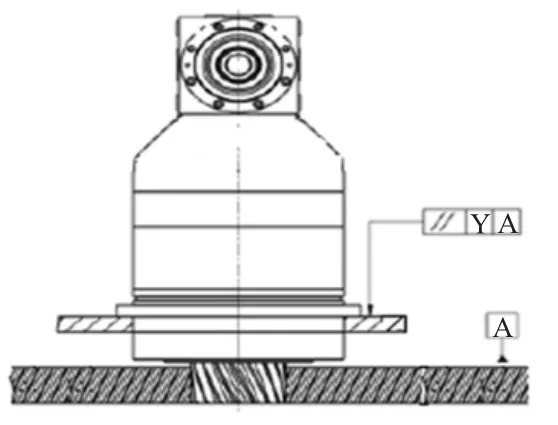
图3 安装法兰图

图4 齿轮中心距图
3 齿轮齿条正确啮合的检测
即检测齿轮齿条的反向间隙,检测方法为要使用2个千分表,其中一个固定在床身的基面上,表头测电机座侧面;另一个千分表固定床身的基面上,表头侧齿轮节径位置。一方向移动齿轮,千分表调零后,向相反方向旋转齿轮,两个千分表变化的差值,即为反向间隙,实例中要求小于0.125 mm。

图5 反向间隙测量图
对于高速度高精度的大行程数控机床,最好使用涂色法来检查齿轮齿条接触情况,以确保齿轮齿条的正确啮合。
4 结束语
实例中曾经出现过检测方法及几何公差偏离要求的情况,齿轮齿条发生了不良的啮合现象,齿条出现划痕及细微铁屑现象。因此,在实例齿轮齿条的安装调试过程中,安装公差、平行度、垂直度及高度、正确的啮合确认及检查,要严格按照安装工艺检测步骤来操作,才能使齿轮齿条啮合顺畅,运行良好,并得到机床实际运行的验证。
[1]杨海萍,王道波.浅述双电机驱动系统消除齿轮间隙的对策[J].伺服控制,2009,(6):22-26.
[2]刘志兵,孙志强.双电机消隙驱动在大重型机床上的应用[J].制造技术与机床,2010,(4):77-80.
[3]薛汉杰.双电机驱动消隙技术及其在数控设备中的应用[J].航空制造技术,2009,(17):84-91.