甲醇脱水制二甲醚的技术选择与工艺创新
2012-01-30杨奇申
李 峰,周 夏,杨奇申
(1.重庆中能化工有限公司,重庆 400805;2.鄂尔多斯市蒙华能源有限公司,内蒙古准格尔 010321;3.河南天一化工科技有限公司,河南郑州 450008)
1 二甲醚存在的必要性
1.1 二甲醚代替液化石油气用于餐饮更洁净节能
洁净燃烧方面仅次于氢气的二甲醚,替代液化石油气用于餐饮燃烧,燃烧更充分,无残渣、无黑烟;二甲醚与液化石油气按一定比例掺烧,无残渣、无黑烟,降低了燃烧成本。为此,国家建设部和国家标准委相继发布了城镇燃气用二甲醚行业标准和国家标准。
1.2 二甲醚替代柴油可有效缓解柴油供应紧张状况
柴油是中国油品中目前缺口最大的燃料,尤其是冬天,一辆柴油车有时要跑十几个加油站才能将油箱加满,有的甚至因为加不上柴油不得不让柴油车在家里休息。目前的柴油车已难以满足现有城市环保要求,其出路除了对柴油车缸内工作过程进行改进外,用十六烷值更高的二甲醚替代或按一定比例掺混到柴油中用作车用燃料,不仅可以改善车辆的冷启动性能和加速性能,而且尾气排放可以达到欧Ⅲ标准,具有明显的燃烧经济性。国家发改委正在研究制定促进二甲醚替代柴油以缓解柴油供应紧张的政策措施。
1.3 二甲醚是一种用途广泛的化学中间品
二甲醚作为化学中间品,可用于乙烯、醋酸乙烯、碳酸二甲酯的生产,还可用于化妆品、制药、染料、气雾推进剂、制冷剂等行业,二甲醚的开发应用日益引起国内外技术经济界的关注。
2 最早的气相固定床甲醇脱水制DME技术
生产DME的工艺方法总的来说分为两大类,即由合成气直接合成DME的一步法和先用合成气生产甲醇、再经由甲醇脱水生成DME的两步法。两步法又有液相两步法和气相两步法之分,气相两步法有采用固定床的,也有在研究流化床的。气相固定床甲醇脱水制DME技术就是将液态甲醇加热成气态甲醇,气态甲醇在催化剂(γ-Al2O3)作用下脱水生成二甲醚,此流程既可采用粗甲醇又可采用精甲醇为原料,对设备无腐蚀,此工艺在上世纪90年代逐渐推广,装置越来越大型化,目前市场上主要采用此工艺,其他技术尚不成熟。
1965年,美国Mobil公司最早报道了气相甲醇脱水制二甲醚的方法。基本原理是在固定床催化反应器中将甲醇蒸气通过催化反应,甲醇脱水生成二甲醚,脱水后的混合物再进行分离、提纯,便能得到燃料级或气雾剂级的二甲醚。
1988年丹麦Topsφe公司第一套气相固定床甲醇脱水制DME成功工业化,采用绝热式反应器,温度较高,甲醇转化率偏低。
国内西南化工研究设计院于上世纪80年代初开始进行甲醇制二甲醚的研究开发工作。分别进行了以ZSM分子筛和γ-Al2O3为催化剂的气相催化脱水制二甲醚的研究。第一套以粗甲醇为原料的燃料级二甲醚工业装置(10kt/a)于1994年1月在河南沁阳建成投产;第一套以精甲醇为原料的气雾剂级二甲醚工业装置(2×2 500t/a)于1994年11月在广东中山建成投产。两套二甲醚装置成功投产并达到设计要求,标志着国内二甲醚技术已经成熟。
3 国内外在气相固定床甲醇脱水制DME技术上的工艺创新
3.1 四川天一科技的技术创新
四川天一科技有限责任公司(西南化工研究院)是国内最先将二甲醚项目成功工业化的公司,该公司自己设计的反应器采用多段冷激式固定床(专利技术),催化剂装填量大,投资低,反应温度适宜,副反应少,易于大型化,单程转化率达80%,脱水反应选择性好。具体有以下特点。
(1)既可以采用粗甲醇为原料,又可以采用精甲醇为原料。采用粗甲醇为原料,蒸汽消耗大大降低。
(2)以二甲醚精馏塔塔釜排出的甲醇-水溶液作为反应尾气洗涤塔的吸收剂,降低了外排尾气中的甲醇含量。
(3)不设甲醇回收塔,将精馏塔底未反应的甲醇送入汽化塔汽化回收。
3.2 成都天成的技术创新
(1)不设甲醇回收塔,采用独特的精馏工艺,从精馏塔某部位采出甲醇,从而降低了能耗。
(2)气雾剂和燃料级二甲醚生产可共用一套系统,采用控制回流比的方法来调节。
3.3 河南天一化工科技有限公司
(1)采用拥有专利的工艺,甲醇反应器出来的反应气经换热后进入精馏塔,无需全部冷凝成液态,再加热后进入精馏塔,从而降低了能耗。
(2)无混凝土框架。
(3)结构紧凑,占地面积小。
3.4 国外的状况
这里主要介绍Topsφe工艺。
Topsφe工艺是合成气一步法工艺。合成气进入合成反应器内,在反应器内同时完成甲醇合成与甲醇脱水两个反应过程和变换反应,产物为甲醇与二甲醚的混合物,混合物经蒸馏装置分离得二甲醚,未反应的甲醇返回合成反应器。催化剂用甲醇合成和脱水制二甲醚的混合双功能催化剂。二甲醚的合成采用球形反应器,单套产能可达到330t/d。Topsφe工艺选择的操作条件为4.2MPa和240~290℃。目前,该工艺还未建商业装置。1995年,Topsφe在丹麦哥本哈根建了一套50kg/d的中试装置,用于对工艺性能进行测试。
4 气相固定床甲醇脱水制DME的技术选择
目前市场上甲醇气相脱水法工艺各有不同。重庆中能公司于2011年上一套年产100kt的二甲醚生产装置和罐区。2010年先后考察了占市场份额最大的三家二甲醚专利商和使用厂家,考察结果汇总如表1。
从对比表中可以看出,河南天一公司的技术有以下优势。
(1)生产装置占地面积最小,只有450m2,比其他两家公司少150~190m2。
(2)投资费用最低,相比另外两家公司节省500~700万元。
(3)反应炉出来的反应气经换热后直接进精馏塔精馏,无需全部冷凝后再经泵加压后加热送入精馏塔,流程短,阻力小,主要消耗指标蒸汽节约明显,吨醚耗蒸汽量仅为0.75t,远远低于其他两家公司消耗。
(4)采用先进的蒸发式水冷器,其他两家公司采用传统的水冷器。蒸发式水冷器循环水量小,换热效果好,从而节约电能。
(5)整个流程有效利用了蒸汽冷凝水的热量,既减少了蒸汽用量,又降低了循环水用量。
(6)整个生产装置采用无框架结构,减少了投资费用,也缩短了建设工期。
(7)采用均温型反应炉,温度易控制,热点温度不易出现 “飞温”现象,操作简单。
鉴于以上优点,中能公司最终通过招标,采用了河南天一化工科技有限公司具有专利的生产工艺,由湖南化工医药设计院设计。
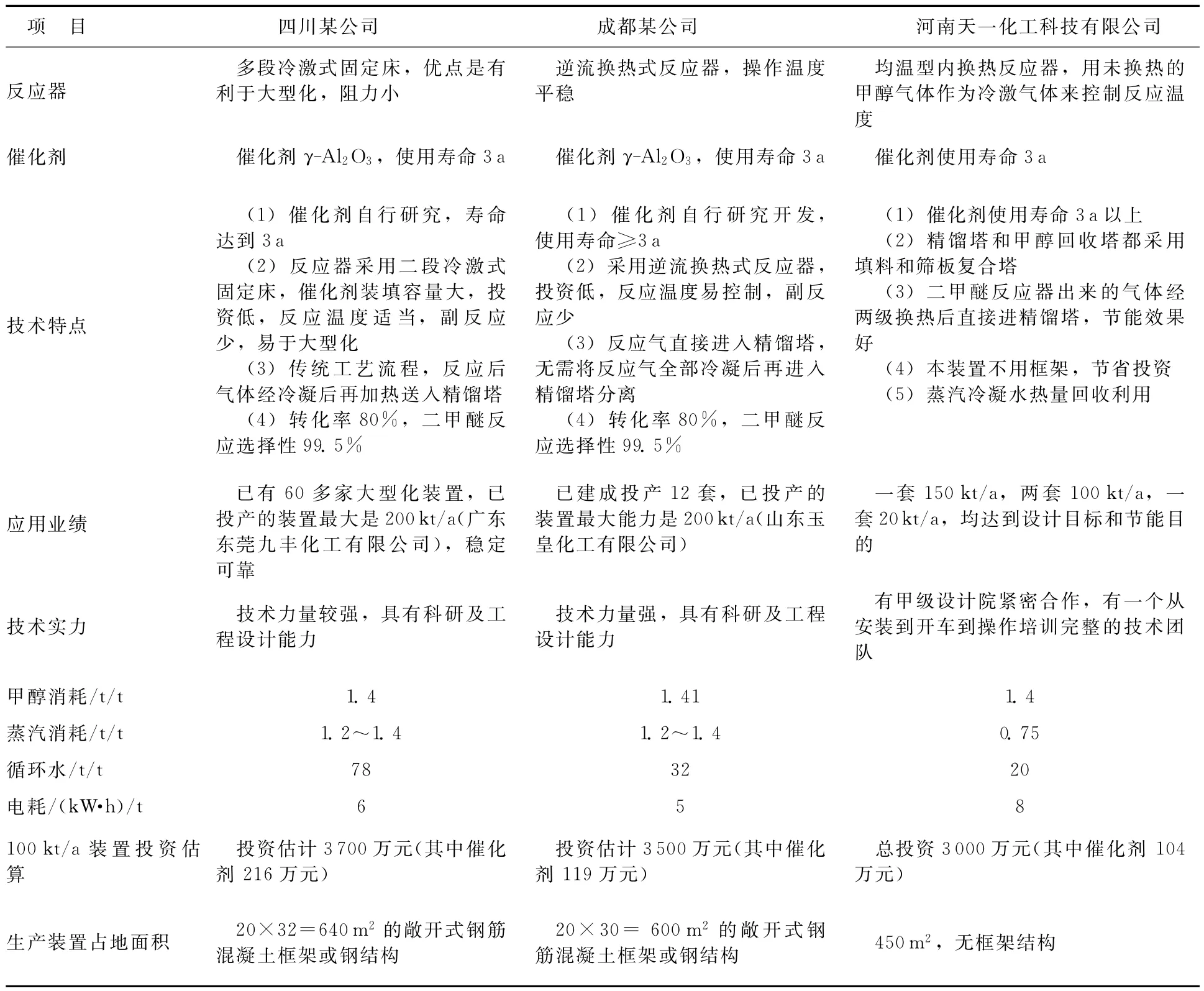
表1 国内几种二甲醚技术考察结果汇总
5 中能公司甲醇制DME项目的工艺创新之处
5.1 “三废”处理
每小时约500kg的含醇废水送往气化车间制水煤浆,在气化炉燃烧;废气送往合成车间蒸汽过热炉燃烧;三年换一次的废催化剂,厂家回收处理,彻底做到三废 “零”排放。
5.2 热量回收
为了最大化利用反应热,此次设计的工艺将反应器出来的反应气经过反应器前的换热器、甲醇蒸发器,然后进入精馏塔,一部分反应气体用来加热精馏塔再沸器,从而降低了精馏塔再沸器的蒸汽消耗;蒸汽冷凝液直接去变换工段的除氧器,再进废锅加热成蒸汽,循环使用;由汽化塔底部外排的175℃废水用来加热精馏塔,从而回收废水的热量,正常生产时,精馏塔不消耗蒸汽。
5.3 设备合并使用
汽化塔杂醇气直接并入合成车间精馏岗位的杂醇水冷器,最终进杂醇槽外卖,不再另设杂醇水冷器与杂醇槽;碱液利用原精馏岗位的配碱系统,减少投资,合理利用现有设备;甲醇蒸发器是集三个换热器(粗甲醇预热器、反应气换热器、残液加热器)于一体,从而降低了设备占地面积。
6 投产后运行情况
中能公司于2012年1月9日23:00成功出合格二甲醚产品,于1月14日产量达到设计值(13.9m3/h),各消耗指标均在设计值内。
(1)操作平稳。催化剂床层温度不存在 “飞温”情况,平面温差初期在10℃,汽化塔、精馏塔和回流槽液位波动小。
(2)能耗低。主要消耗指标1.27MPa的蒸汽吨醚耗为0.75t。
7 结 语
目前,国内甲醇产能已经严重过重,二甲醚作为燃料具有良好的燃烧性和高热值性能,因此将甲醇转化成二甲醚有可取之处。二甲醚作为除了氢之外最清洁的燃料(二甲醚燃料汽车是受国家鼓励的),以及重要化工原料中间品,国家应鼓励上。国家发改委等有关部门对二甲醚项目的审批、国家环保部门对二甲醚项目环评审批的权限上应可以灵活区分煤制二甲醚与甲醇制二甲醚。
今后二甲醚在市场上的竞争主要取决于生产成本,生产成本最终取决于消耗成本。采用先进的工艺技术是降低消耗最有效的途径。此套二甲醚消耗指标达到国内最先进水平。我们的观念是,技术永无止境,此套二甲醚工艺比之前集团在内蒙古上的100kt/a的二甲醚工艺先进,消耗低,今后集团如再上二甲醚项目,我们将会在此套工艺基础上再做技术革新,让新二甲醚项目技术更加先进,消耗更低。