全自动智能烧结机系统在金刚石钻头制造中的应用①
2012-01-24刘碧湘刘青吴水平毛英哲朱新伟
刘碧湘,刘青,吴水平,毛英哲,朱新伟
(1.江西核工业260厂天一公司,江西南昌330002;2.湖北长江精工材料技术有限公司,湖北鄂州436000)
1 前言
人造金刚石钻头热压烧结过程中,温度难以准确测量、温度不能随时间变化而有效控制,使热压出的钻头质量很不稳定,很难生产出高质量产品。在德国、韩国、意大利等发达国家,传统式的凭经验烧结钻头的工艺早已淘汰,几乎全部采用智能操作系统[1]。国内腾龙、金海威等单位通过合作开发、消化吸收及自主研发等形式已开发出金刚石钻头全自动智能烧结设备,并在一些钻头生产厂家成功使用,取得了较好效果[2]。
通过与湖北长江精工材料技术有限公司合作,对现有设备进行改造,引入全自动智能烧结机系统,并根据我厂金刚石钻头的制造工艺特点和要求,制定烧结工艺及编制工艺曲线。经过大量实验,确定了钻头烧结的三要素——温度、压力、时间。应用该全自动智能烧结机系统烧结金刚石钻头,不但智能化程度高,可以完全按照预先编制的工艺曲线进行烧结,且实现了一键式操作,降低了工人的体力劳动强度。应用该系统烧结出的金刚石钻头,不但质量稳定,且钻头的使用寿命和钻进时效都得到了大幅提高,产生了较好的社会经济效益。
2 全自动电脑控制智能烧结设备系统
2.1 基本原理:
本系统是将中频电源信号、压力信号、红外测温信号输入到控制台内的两套计算机系统中,其中AI808P的一套计算机系统用于温度检测以及温度控制,另一套计算机系统则控制整个工作过程,并存储所有工艺参数。在设备工作过程中,两套计算机系统之间不断地进行数据传输,以协调控制压力、温度,保证压力和温度随时间按照工艺要求(工艺曲线)而变化,自动完成钻头的烧结过程[1]。系统基本原理见图1。
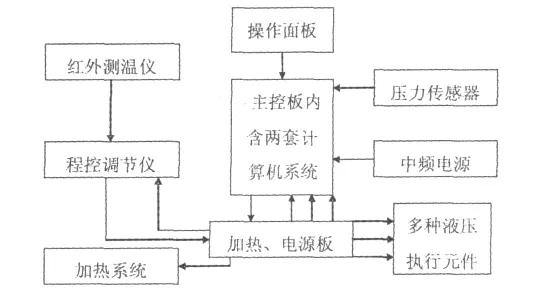
图1 系统原理框图Fig.1 Diagram of system principle
2.2 主要设备
整套设备系统由中频电源、双柱式压机、智能控制台及红外测温仪等几部分组成
2.3 主要技术参数
载入功率: 100k W(可调)
最大压力: 240k N
二次电压: 5V、6V、7V
油缸直径: 160mm
控温范围: 400℃~1200℃
控压范围: 0.5~16MPa
存储工艺: 无限(视硬盘大小而定)
远程监控: 有
工艺组数: 100
温度-压力-时间曲线段: 20
图2 人造金刚石地质钻头全自动智能烧结机系统Fig.2 The fully-automatic intelligent sintering system for producing synthetic diamond geological drilling bits
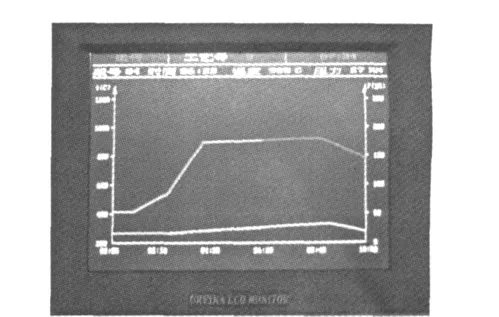
图3 Φ75绳索取芯钻头的烧结工艺Fig.3 Sintering ofΦ75 wire line core drilling bit
3 钻头烧结工艺
金刚石地质钻头的烧结过程包括,低温低压排气—快速升温—保温保压—保压降温—降温降压—卸压出炉等工序环节。在这几套工序中,每套工序对钻头质量都有一定影响。其中以保温保压工序中的保温温度影响最大。
在以往的钻头烧结过程中,一般都是靠手动,凭经验操作来完成,在最关键的温度调节方面,主要是采用镍铬—镍硅热电偶进行测温,因为影响测精度的因素较多,基本上都是靠工人根据石墨模体在不同温度下的颜色凭个人经验来调节温度,至使有的钻头烧结温度偏高,造成过烧;有的则温度偏低,造成欠烧,人为因素影响较大;在压力方面,则只能以阶梯式突加压力和突降压力的加压方式,且随意性较强;因而,人为因素会使钻头质量产生较大波动。
由于热电偶与红外的测温方式不同,采集点不同,两者之间还是存在一定差别的,为了找到实际烧结温度,采用了标准镍铬—镍硅热电偶与红外对比测温方式,经过大量测试,最终找出编制工艺曲线所需要的远红外实际显示温度。
使用该智能烧结机系统,可以实现原来很多靠人都不可能完成的工序,在工艺编制方面,可以根据最佳的钻头烧结需求编制工艺,烧结温度和压力均采用了按一定斜率逐渐升高或逐渐降低的工艺,保温时间则视钻头大小、壁厚而定,一般为4~6分钟。这种按一定斜率逐渐升温、加压的工艺,可以使钻头在烧结过程中温度更加均匀、压力更加平稳,更有利于钻头胎体在烧结过程中的致密化和合金化,使钻头胎体性能更好。
图3是Φ75绳索取芯钻头的烧结工艺曲线,从图中可以看出,实际烧结曲线与预先设定的曲线能够完全吻合,充分显示了该系统的高度智能化。
4 使用效果
采用全自动智能化金刚石钻头烧结系统,其目的就是要最大限度地消除人为因素对金刚石钻头整个烧结过程的影响,使钻头质量保持一致。通过对普通烧结机和智能烧结机各自烧结的3285只地质钻头进行质量统计,钻头质量对比情况见表1。

表1 使用智能烧结系统与普通烧结的钻头质量统计对比结果Table 1 Statistical result of drilling bit quality after using intelligent sintering system
从钻头烧结后的质量对比情况可以看出,钻头的报废率由使用前的6.7%降为1.58%,特别是钻头的优质品率由76.9%上升到了为96.3%。报废品率降低,可降低生产成本,而优质品率的提高则表明产品质量稳定性和产品的整体质量得到了大幅提高。另外,用户使用智能烧结钻头,由于钻头性能基本一致,可大幅提高金刚石钻头的使用寿命和钻进时效,产生了较好的经济效益。
5 钻头使用情况
有了新的钻头烧结设备、技术,是否能生产出高质量产品,只有经过使用才能进行评定,只有用户满意才有市场。近几年来,利用全自动智能烧结机烧结的各种硬度(耐磨性)人造金刚石地质钻头,分别在全国各地各种地层中使用,反映最明显的就是钻头质量的稳定性得到了大幅提高,用户意见少了,针对质量问题的索赔少了,用户满意度得到大幅提高。
某矿区地层为碎斑溶岩和流纹英安岩,岩石可钻性8-9级,岩层较完整,局部破碎,往年使用我厂Φ56双管钻头,钻头使用寿命不足30米,其中最主要的问题在于质量的不稳定,钻头时好时坏,虽然大多数钻头使用寿命超过40米,但还是有相当一部分钻头使用寿命不足10米,且每年都有几起因钻头质量问题而发生的索赔情况,机台人员意见较大。自使用我厂智能烧结钻头后,钻头平均寿命达到38米,机台人员由过去的被动使用我厂钻头变为主动使用我厂钻头。钻头的使用量也较以往增长了30%,且没有发生过因质量问题要求厂家赔偿的情况。
6 结论
(1)在现有设备的基础上,经过智能化改造,新一代智能烧结机系统完全可以满足金刚石地质钻头烧结要求,其性能达到或超过了国内同类产品水平。
(2)智能化效果好,实现了一键式操作,可最大限度地减少人为因素对钻头烧结工艺的影响。
(3)使用智能烧结机系统烧结金刚石地质钻头,不但可降低产品报废率,产品优质品率也得到大幅提高,提高了金刚石钻头产品质量,产生了较好的经济效益。
(4)虽使用远红外光纤测温仪进行测温,比以往的镍铬-镍硅热电偶测温更稳定一些,但还是对石墨质量、模具大小、模具新旧程度、表面氧化层厚度等有一定影响,与实际烧结温度会产生一定误差,因此还需要人工对烧结温度进行微调。
[1] 胡郁乐,等.智能化中频感应金刚石钻头烧结设备的研制[J].金刚石与磨料磨具工程,2011(3):53-51.
[2] 张绍和.金刚石锯片刀头配方设计神经网络专家系统研究[J].金刚石与磨料磨具工程,2001(6):33-36.
