大型高铬铸铁护套铸造工艺
2012-01-24冯晓冉张建宝
冯晓冉,张建宝
(石家庄强大泵业集团有限责任公司,河北 石家庄 050035)
随着疏浚行业的快速发展,挖泥泵零部件越来越大型化,近期我公司就接到了某航道局的大护套生产任务。此护套零件重量经计算约为19 t.零件最大方向尺寸:4501mm×3900mm×1090mm,其为公司历史上生产的最大高铬铸铁护套。客户要求护套表面无明显气缩孔,内部组织致密并且硬化后硬度须大于58HRC,因此铸造难度较大。
1 零件的化学成分
化学成分设计的主要思路是:①加大含碳量以获得足够数量的高硬度共晶碳化物。但含碳量过高,碳化物成网状,脆性加大;②含铬量适当,以保证基体组织淬火后主要为马氏体,从而保证达到足够硬度。结合我公司的Cr26材质实验,将成分定为

表1 护套化学成分(质量分数,%)
2 铸造工艺设计
2.1 造型方法
采用碱酚醛树脂砂造型。铸件尺寸超过4500mm,考虑到工装和现场条件的限制,决定采用外壁和内腔全部组芯的工艺方案。
2.2 加工量
此护套最大方向长度超过4000mm,考虑到高铬铸铁线收缩难以精确计算且为组芯生产的现状,参考铸件尺寸公差和机械加工余量(GB/T6414-1999),上端面加工量均留25mm,下端面加工量均留20mm。
2.3 分型面
根据护套形状,采取从中间分型分模的方法。
2.4 浇冒口设计
根据高铬抗磨白口铸铁的凝固特点采用顺序凝固原则,在护套的最高部位设置顶冒口,不易放顶冒口的部位设置侧冒口。铸件壁厚120mm,按照比例法确定为冒口颈140mm,冒口共11个,冒口直径350mm,高度为800mm。
零件重量19 t,加上浇冒口浇注重量约为28 t,故采用漏包浇注,开双浇口。根据浇注重量,包孔直径确定为 70mm,选择 F包孔∶F直∶F横∶F内=1∶1.5~2∶1~1.5∶2~4的封闭式开放式结合的浇注系统。根据陶瓷浇道砖的规格,确定直浇道90mm,横浇道70mm,内浇道50mm。最终确定F阻=F包孔=F横=3846 mm2,F直=6359 mm2,F内=11775mm2。F包孔:F直∶F横∶F内=1∶1.65∶1∶3。
2.5 浇注温度和速度
根据该种合金的特性,结合铸件结构和现场浇注条件确定浇注温度为1360℃~1410℃;浇注速度为用4min~5min浇注完毕。
2.6 抬箱力的计算
因为此次生产为组芯无箱造型,因此为避免跑火发生,抬型力的计算是个重点。根据公式F抬=k(F型+F芯)其中 k 取 1.2,ρ=7500kg/m3,ρ芯=1500kg/m3,S型≈3m2,h=1.0m,g=10m/s2,V芯≈6 m3,

则 F抬=1.2×(225+360)kN=702 kN
由此得出压铁须不少于70t
2.7 其他工艺参数及操作要点
碱酚醛树脂砂造型,模型拔模斜度1.5°,铸造收缩率按2%,浇注温度1380℃~1400℃,采用玻璃钢模型。
操作要点制芯时芯铁要放草绳团,保证芯子的退让性,芯子中间开排气孔。采用组芯造型,上下型各分为4块,共8块.放置芯铁,依照每半形状制做梯形芯铁,中间放置横向芯铁加固,为保证强度,芯铁采取焊接型材的方式。在隔舌位置放置冷铁及铬矿砂,芯头部位开出溢流槽4道,宽40mm,高20mm。制芯时芯盒内放置芯铁,合箱过程中,不下芯子先合上箱,将上箱扣好后打好记号测量尺寸,最后下芯子以便最后合箱的准确性。完成合箱后,沿分型面围草绳多股,并在每个面外侧采用多股草绳从下向上引出,外侧用砂子填满围好。
2.8 铸造CAE验证
从图1中可见缩孔可能存在部位主要分布在浇道和冒口的中心部位,逐渐中不存在明显的缩孔或缩松,从计算机数值模拟的结果看,可以认为设计的铸造工艺方案是可行的(表2)。
2.9 打箱及热处理
铸件打箱过早容易产生裂纹和影响铸件硬度,因此必须在温度200℃以下方可打箱,压箱时间约20d,另外打箱过程中不允许磕碰铸件。
热处理工艺为淬火+回火
3 生产实践验证
按照既定的工艺实施生产两件,铸件打箱清理后发现外表良好冒口无明显缩孔缩松,经磁粉探伤,表明铸件内部组织致密,无缺陷。尺寸测量也合格,热处理后打硬度HRC58~60,客户检验后对铸件质量比较满意。
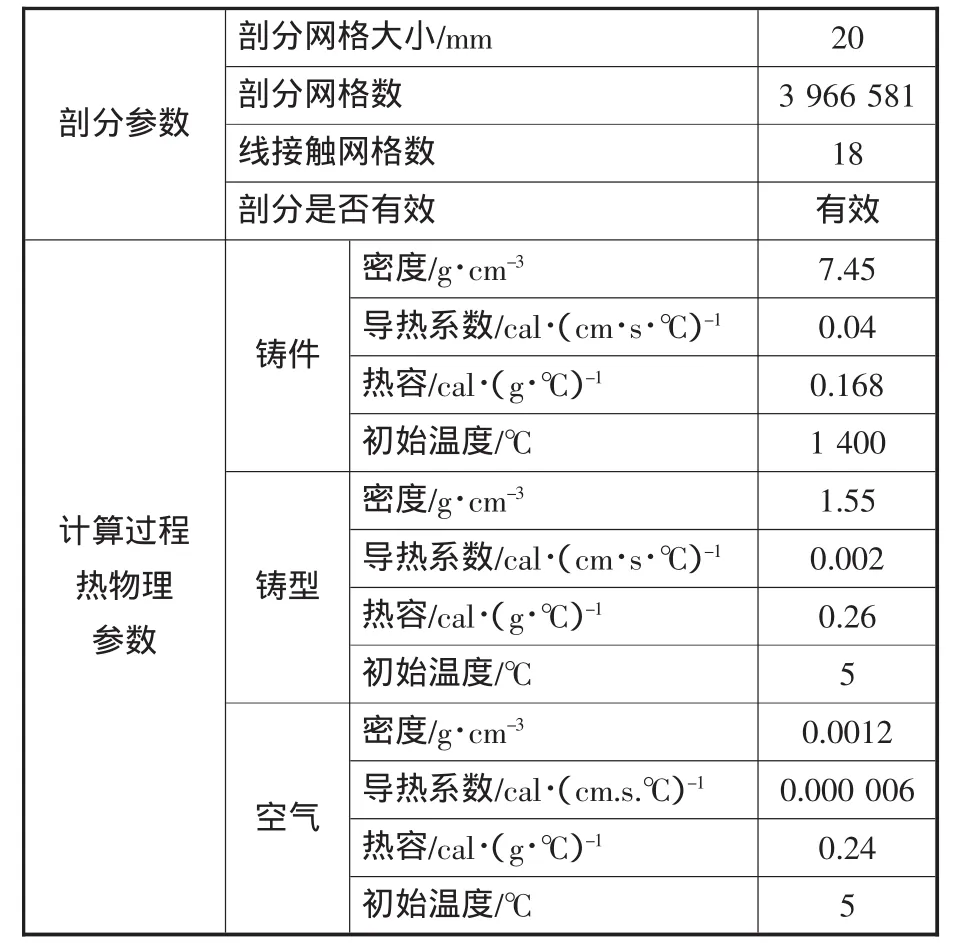
表2 铸造CAE计算参数列表

图1 铸造CAE模拟
4 结束语
通过对护套成分工艺分析,针对高铬铸铁的铸造性能特点,制定合理的确定工艺参数,成功生产了公司历史上最大的挖泥泵护套,积累了生产组织、生产准备、生产工艺等方面积累了诸多数据和经验,为公司赢得更多的挖泥泵市场提供了有力的技术保障。
[1]苏俊义.铬系耐磨白口铸铁[M].北京:国防工业出版社,2006.
[2]铸造手册编写组.铸造手册.铸铁分册[M].北京:机械工业出版社,2010.
[3]李魁盛.铸造工艺及原理[M].北京:机械工业出版社,2008.
[4]曹瑜强.铸造工艺及设备[M].第2版.北京:机械工业出版社,2003.
[5]毛双亮,水衡勇,陈闪闪,等.Cr26型高铬铸铁组织性能及其热处理工艺[J].铸造技术,2011(9):1230-1231.
