大型挖掘机铲斗高锰钢焊接工艺的研究
2012-01-24孔海旺刘兰平
孔海旺,刘兰平
(1.太原科技大学材料学院,山西 太原 030024;2.太钢峨口铁矿,山西 忻州 034207)
挖掘机是重要的工程机械之一,被广泛用于建筑、化工、水利、矿山等领域,。挖掘机铲齿材料为ZGMn13,安装在斗轮式挖掘机铲斗的前端,与物料的直接接触极易造成铲齿的磨损,是斗轮式挖掘机设备的主要消耗零件,如图1所示。因此,在实际生产中,经常遇到高锰钢磨损件的补焊、高锰钢构件的焊接以及高锰钢与结构钢、耐磨钢的焊接等问题。
1 高锰钢的焊接性
金属的焊接性是指被焊金属在采用一定的焊接方法、焊接材料、工艺参数及结构型式条件下,获得优质焊接接头的难易程度。焊接性包括两个方面:一是工艺焊接性,主要指焊接接头产生工艺缺陷的倾向,尤其是出现各种裂纹的可能性。二是使用焊接性,主要指焊接接头在使用中的可靠性,包括焊接接头的力学性能及其他特殊性能(如耐热、耐蚀性能等)。衡量金属焊接性的方法通常是碳当量估算法和抗裂纹敏感性试验法。碳当量C愈高,金属的可焊性愈差。

图1 大型挖掘机露天工作
高锰钢的焊接性是非常差的,曾一度被认为是不可焊材料。铸态高锰钢存在着网状碳化物和铸造应力。是不可焊的。高锰钢必须在水韧处理后进行焊接。但水韧处理后的奥氏体钢在重新加热至250℃~800℃时,存在着碳化物析出的脆性温度区间,尤其是在500℃-700℃较为突出。碳化物析出的形态有晶内弥散分布的细粒状、粗粒状,晶界连续、不连续或网状。一般是受热温度越高,析出的速度越快。随着受热时间的延长,碳化物析出的数量也随之增多。同时在焊接热作用下会诱发形成应变ε-马氏体,这些结果都会导致高锰钢性能的恶化。单相奥氏体组织有较高的热裂敏感性,在热影响区容易诱发液化裂纹。因此焊接时要尽量减少热输入量,缩短焊后300℃~900℃高温停留时间,采取对焊接接头快速冷却的措施。另外,高锰钢在焊接时容易产生的热裂纹包括焊缝裂纹和近缝区的液化裂纹,这是由于高锰钢中含有磷、硫等有害元素,磷易以低溶共晶物存在于晶界,从而增加热裂倾向,如Fe-Fe3P共晶的熔点为1050℃,Mn-Mn3P共晶的熔点为960℃,它们低于高锰钢的熔点。硫含量虽然低,但仍有可能形成Fe-FeS等低熔共晶物。同时高锰钢的线(膨)胀系数大,焊接后收缩量大,导热系数小,温度分布不均匀,所以焊接时会产生较大的焊接应力,给裂纹的产生提供了力学因素,促使了热裂纹的形成。由此可见,高锰钢的焊接性能是非常差的。因此,提高高锰钢的质量和焊接性能,制订合理的高锰钢焊接工艺意义重大。
2 焊接工艺
2.1 铲斗材料及其焊接性
大型挖掘机铲斗主要部件的材料分别是斗前体与斗后体的材料为低合金高强度结构钢(Q690),Q690钢是国内仿制国外钢材StE690,因此这两种材料不但属于同级别的材料,而且它们的性能也是大同小异。其化学成分见表1所示,力学性能如表2所示,其焊接性很好。
耐磨板材料为低合金高强度耐磨钢(NM360),其化学成分见表3所示,其焊接性一般。
斗唇和斗齿的主要材料为高锰钢(ZGMn13),化学成分见表4所示,焊接性较差。Ar+20%CO2混合气体,药芯焊丝气体保护焊保护气体采用CO2或80%Ar+20%CO2混合气体。常用的焊接材料有:焊条 E8515-G(J857)、FOXEV853.2mm;实芯焊丝NiCrMo2.5-IG1.2mm 或 GHS-80B、GHQ801.6mm;药芯焊丝Fluxofil421.4mm。几种焊条、药芯焊丝熔敷金属及实芯焊丝的化学成分见表5,几种焊接材料熔敷金属力学性能见表6。
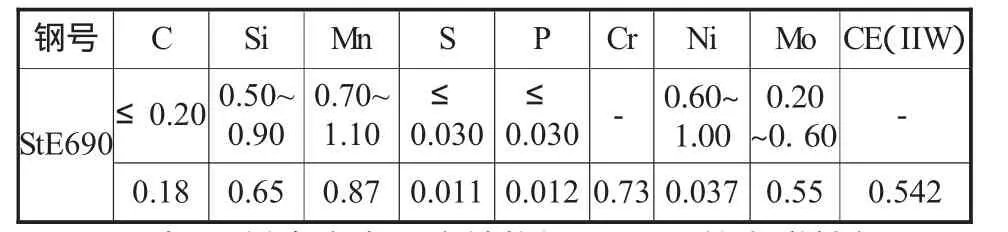
表1 低合金高强度结构钢StE690的化学成分(质量分数,%)
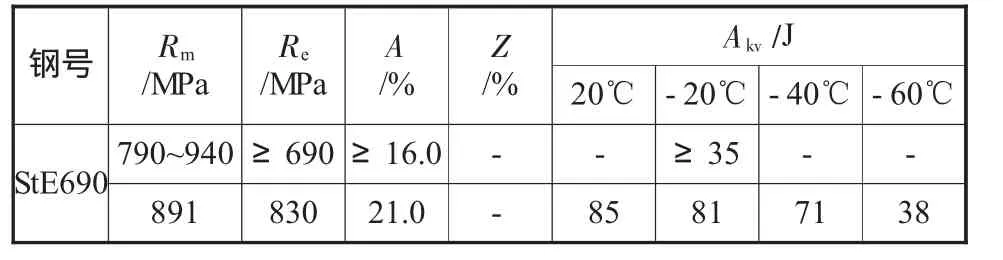
表2 低合金高强度结构钢StE690的力学性能

表3 耐磨钢NM360的化学成分(质量分数,%)
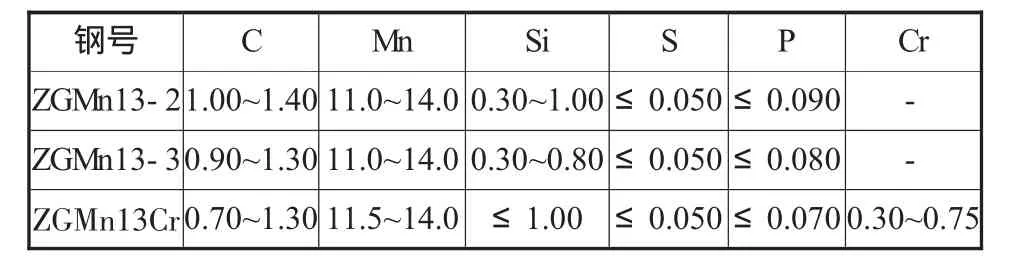
表4 几种高锰钢的化学成分(质量分数,%)
1)低合金高强度结构钢的焊接材料选择和焊接性焊接。低合金高强度结构钢常用的焊接方法主要有电弧焊、熔化极气体保护焊,为了提高焊缝金属的抗裂性,要求熔敷金属具有较低的氢含量,所以焊条均采用碱性渣系的药皮,为了减少合金元素的烧损,实芯焊丝气体保护焊保护气体采用80%
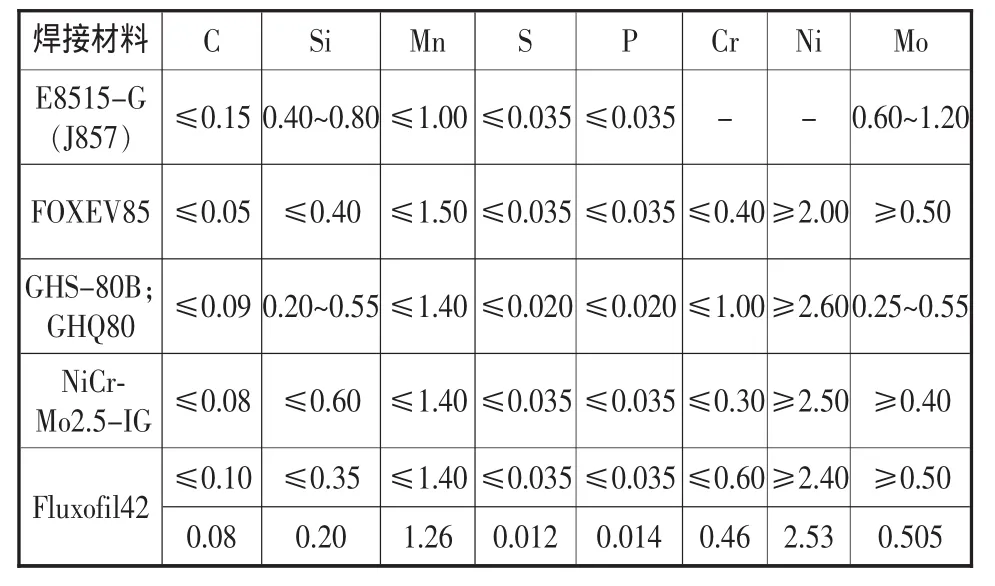
表5 几种焊条、药芯焊丝熔敷金属及实芯焊丝的化学成分(质量分数,%)
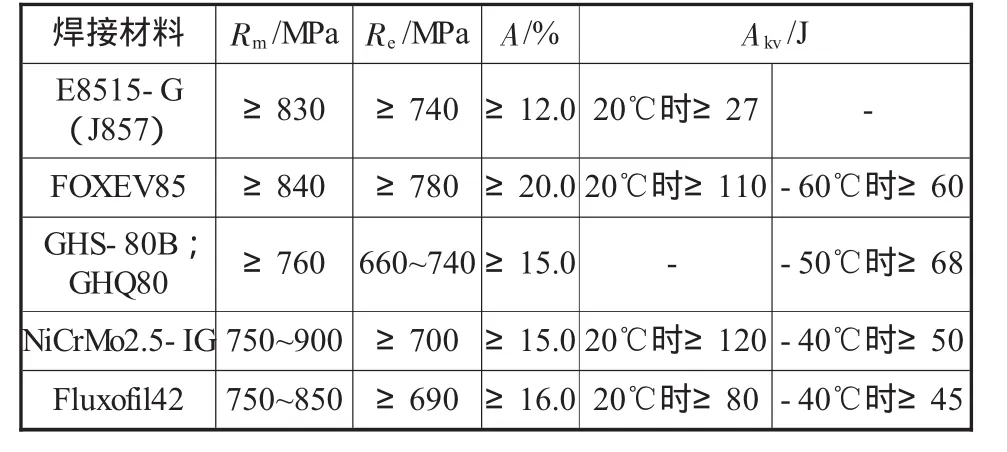
表6 几种焊接材料熔敷金属力学性能
2)低合金高强度耐磨钢NM360的焊接性
根据NM360高硬度耐磨钢板进行的焊接最高硬度试验,可知NM360的焊接性一般。
3)高锰钢的焊接性
ZGMn13广泛应用于拖拉机及坦克履带、铁路道岔、矿山破碎机额板、挖掘机铲斗斗齿、球磨机衬板等承受强力冲击磨损的机件,其共同特征是:承受压力和冲击力时,具有越用越硬、越强烈越硬、越硬越耐磨特点。高锰钢的焊接性是非常差的,曾被认为是不可焊的材料。高锰钢焊接时会产生较大的焊接应力,极易产生裂纹,其焊接必须在水韧处理后进行,因此对高锰钢的焊接工艺有严格的要求。
2.2 斗前体与斗唇的焊接工艺
根据35m3挖掘机铲斗磨损情况和几何形状,决定采用原铲斗斗后体,废弃原铲斗斗前体(此工艺不涉及斗底板),采用进口新斗前体与原斗后体装配、焊接,完成35m3挖掘机铲斗铲斗的焊接修复。在此主要介绍斗前体与斗唇的焊接工艺。即低合金高强度结构钢StE690与高锰钢ZGMn13的焊接。
1)焊前准备
(1)ZGMn13钢焊前不预热,StE690钢焊前预热温度100℃,NM360焊前预热温度300℃,室温26℃。
(2)把磨损的斗唇从铲斗切掉,并把连接斗唇的面处磨去铁锈处理好。
(3)用磁粉探伤方法检查直至无裂纹为止。
(4)对铲斗中高锰钢有关部件进行硬度测试,测试结果如表7所示。
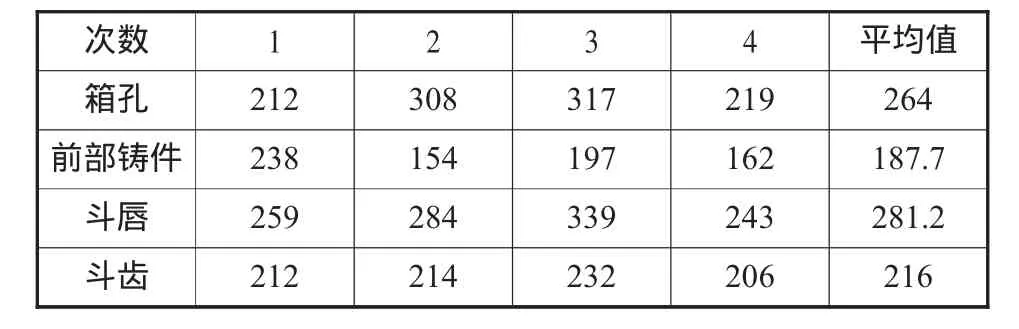
表7 硬度(HBS)测试结果
由表7可知,斗唇的硬度最高,前部铸件的硬度最低。高锰钢的硬度有3种,一是铸态硬度,二是水韧处理后硬度,三是加工硬化层硬度。铸态组织中有大量的碳化物和共析分解的珠光体组织,钢的硬度较高。铸态组织的硬度高低与钢中碳含量及其他合金含量有关。比如,碳含量增加,组织中碳化物的数量就增多,使钢的硬度增加。
(5)开坡口。用碳弧气刨在斗唇焊接处开出单K型坡口,且打磨干净。
2)焊接
(1)在烘干器中350℃将E308T1-1焊条保温1.5h烘干。在堆焊过程中焊接焊速要小,其电流应偏大、,切保5%~6%熔合区的含镍量(见图2)。
堆焊是用焊接方法在铸件表面上堆敷一层具有一定性能材料的工艺过程。
(2)焊接方法选择药芯焊丝CO2气体保护焊,焊接设备为熔化极气体保护焊焊机NBC-500。
(3)焊缝焊接规范参数为:
焊接位置:立向上焊。
a) 打底焊:I=150A~180A,U=22 V~26 V,气体流量:10l/min~15 l/min。
b) 填充焊:I=220A~260A,U=25 V~30V,气体流量:10l/min~15 l/min。
斗前体内部铺耐磨板:I=220A~280A,U=25V~30V,气体流量:10l/min~15 l/min。
焊接位置:立焊、横焊、平角0焊等位置。

图2 大型挖掘机斗前体与斗唇的焊接
(4)焊接线能量控制在22 kJ/cm以下。
(5)采用多层多道焊,焊接层间温度控制在100℃~150℃。
(6)除打底层和盖面层,其余焊道焊后用手锤锤击,采用分段退焊法降低焊接残余应力。
(7)如图3所示,焊接时应加引弧板、收弧板。

图3 低合金高强度结构钢StE690与高锰钢ZGMn13的焊接
(10)填充焊为一根焊条分3~4次焊完的断续焊。采用D266(4mm)焊条,焊接电流为250A,在停焊时要及时水冷,使焊缝低50℃,防止碳化物析出,要锤击工件消除应力的集中。为保证焊接的对称性,在焊完两层,则左右焊缝轮换焊接,使焊脚达到16 mm。
3)焊后处理
(1)对焊接区域表面进行磁粉探伤,并对焊接部位进行超声波探伤;
(2)焊后采用角磨机清理铲斗表面及焊接飞溅、熔渣;
(3)采用电脑控温仪进行局部消应力热处理,保温温度500℃,保温时间4 h。
2.3 工艺结果
此工艺方法焊接斗前体与斗唇效率高、成本低、具有良好的焊接质量,有较好的实用价值。大型挖掘机铲斗高锰钢焊接成型图如图4所示。
3 结论
高锰钢焊接时,容易出现焊接热影响区析出碳化物问题和焊接热裂纹问题,因此对高锰钢进行焊接时,对焊接工艺有严格的要求。传统上的电弧焊在焊接高锰钢时,工艺上有下列特殊要求:
1)采用热源集中,电流小的短电弧,直流反接;

图4 大型挖掘机铲斗高锰钢焊接成型图
2)采用多层、多道焊;
3)多选用奥氏体不锈钢焊条,直径宜小,且药皮为碱性;
4)焊后迅速用水激冷和锤击。
[1]周振丰.焊接冶金学-金属焊接性[M].北京:机械工业出版社,1996.
[2]陈伯蠡.金属焊接性基础[M].北京:机械工业出版社,2005.
[3]张增志.耐磨高锰钢[M].北京:冶金工业出版社,2002.
[4]余江龙,李虎田,任鑫,等.分散镶铸工艺提高高锰钢耐磨性的研究[J].机械工程材料,1998,22(6):28-30.
[5]陈希杰.高锰钢.[M].北京:机械工业出版社,1989.
[6]中国机械工程学会焊接学会.焊接手册·焊接方法及设备[M].第2版.北京:机械工业出版社,2001.
[7]袁子洲,匡毅,衬彦,等.时效处理对超高锰钢组织及力学性能的影响[J].铸造,2004,53(8):602-605.
[8]马壮,马修泉,白晶.高锰钢的直接水韧处理工艺[J].辽宁工程技术大学学报(自然科学版),2001,20(3):352-354.
