Tool Wear in Turning of Titanium Alloy after Thermohydrogen Treatment
2012-01-20WEIWeihuaXUJiuhuaFUYucanandYANGShubao
WEI Weihua,XU Jiuhua*,FU Yucan,and YANG Shubao
College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China
1 Introduction
Titanium alloys have been widely used in the aerospace,biomedical,automotive and petroleum industries because of their good strength-to-weight ratio and superior corrosion resistance.However,it is very difficult to machine them due to their poor machinability[1-2].Due to their low thermal conductivity,high chemical reactivity and low modulus of elasticity,together with the effect of abrasive,adhesion,diffusion and oxidation,which gives rise to the crater wear of rake face and the wear land of flank face[3-5].If the tool wear is too quickly,the tool cost will be high,and it will affect the machining quality of workpiece and decrease the productivity.How to reduce the tool wear and the cost has become one of the primary problems in machining titanium alloys.
In order to research the tool wear regularity in machining titanium alloys,some scholars have done some cutting tests by means of hydrogenation before machining.KOLACHEV,et al[6],investigated the effect of hydrogen on the machinability of titanium alloys of VT5-1 by cutting.The experimental results demonstrate that hydrogenation is one of the promising methods for the improvement of the machining efficiency.Alloying of VT5-1 with hydrogen decreases cutting forces and increases the tool life within a certain range of concentration of hydrogen.EGOROVA,et al[7],investigated the effect of hydrogen on the microstructure and the cutability of various classed titanium alloys VT1-0,VT8 and VT25.Experimental data showed that hydrogenation could improve the cutability of titanium alloy.EZUGWU,et al[8],studied the machinability of hydrogenation titnaium alloy such as BT1-0,BT5-1 and BT8.They found that the cutting temperature could reduced by 100-150 ℃ and cutting force reduced by 100N,meanwhile,tool life would improve 3 times when machining BT1-0 alloy with 0.3%-0.6% hydrogen at cutting speed of 40-60 m/min.Many researchers had investigated the effect of hydrogen on the machinability of titanium alloy by cutting,and they had obtained the tool life in the process of cutting the titaium alloys with various hydrogen contents,but they only researched the flank wear of the common cutting tools made of VK60M alloy,and the influence of hydrogen contents on the tool wear have been less investigated comprehensively[9-11].The present investigation is an attempt to research the influence hydrogen contents on tool wear regularity in turning hydrogenated Ti-6Al-4V alloy with analysis and discussion.
2 Experimental Methods and Condition
2.1 Workpiece materials
The material used in this investigation is a forging Ti-6Al-4V alloy (TC4),its chemical compositions in mass fraction are summarized in Table 1.The unhydrogenated specimens have a diameter of 60 mm and a length of 300 mm.The hydrogenated specimens had a diameter of 60 mm and a length of 100 mm,and their hydrogenation technology is as follows:the Ti-6Al-4V alloy bars are hydrogenated in molecular hydrogen at 800℃ for 10 h in hydrogen furnace followed by furnace cooling to room temperature.The specimens with various hydrogen contents (mass fraction,w(H),%) in the range of 0%-0.5%are obtained by controlling the hydrogen pressure in the system.The actual hydrogen contents of the specimens which were determined by weighing the specimens before and after hydrogenation applying rigorous analysis scale are 0.09%,0.16%,0.26%,0.37%,and 0.48%,respectively.

Table 1.Chemical composition of TC4 wt.%
2.2 Cutting tools
The uncoated cemented carbide tools are made by Kennametal Co.in American,and the type is ISO K313 SNMG 120408MS and its basal body consisted of uncoated WC/Co fine granular material.Its geometrical parameter:rake angle 5°,relief angle 8°,inclination angle 4°,major declination angle 45°,minor declination angle 45°,corner radius 0.8 mm.
2.3 Experimental methods
The experiments are fulfilled by dry turning on the lathe CA6140 with a maximum spindle speed 1 400 r/min which realizes stepless speed regulation by combining converter.The cutting temperature is determined by natural thermocouple method which can measure the mean temperature of contacting zone between rake face and chip,the schematic diagram of the cutting temperature test is shown in Fig.1.
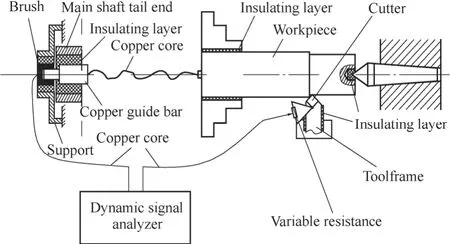
Fig.1.Schematic diagram of the cutting temperature test
The cutting temperature measurement system includes NI USB-621X signal analyzer and temperature calibration equipment.The tool wear is measured by using three-dimensional video microscope which is made by Hirox Co.in Japan (model:KH7700),and the average flank wear width (VB) is tracking measured at regular intervals.It is very difficult to accurately measure crater wear depth (KT) owing to complexity of crater wear on the rake face in turning titanium alloys[12-14].However,the crater wear depthKTcan be accurately measured by the three-dimensional video microscope,and it can easily find the place of the maximumKTby moving section perpendicular to main cutting edge.We can measure theKTby the intersection of the section and crater.The schematic diagram of the measurement is shown in Fig.2.
The cutting speeds are 90 m/min and 130 m/min since it has been shown that the parameter has principal effect on tool wear[16].The cutting depth and feed are kept constant,and they are 1 mm/r and 0.1 mm/r,respectively.
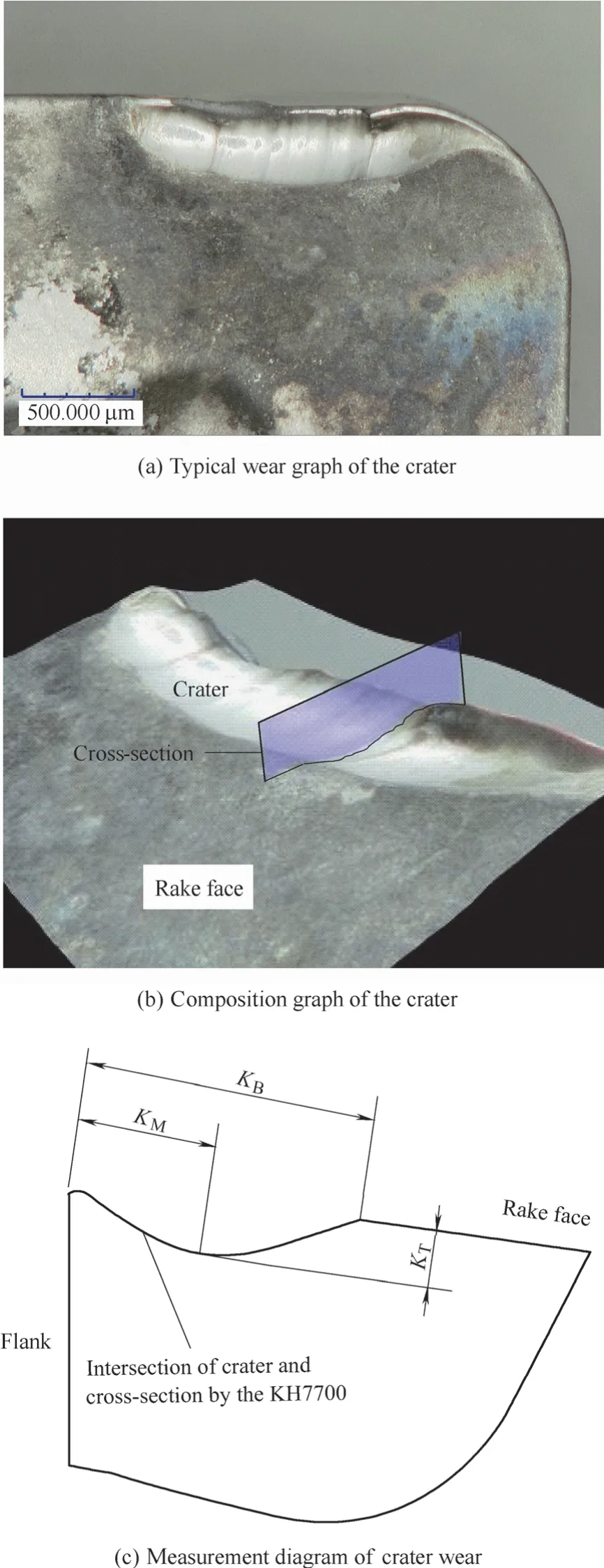
Fig.2.Schematic diagram of the measurement
3 Results and Discussion
Fig.3 shows the change curve of average flank wearVBwith machining time.With the increase of time,theVBboth accordingly increase,and the difference ofVBis more when time is longer.Moreover,the flank wearVBincrement of unhydrogenated specimen comparison to pre-machining is more than hydrogenated specimens,theVBincrement of the specimen with 0.26% H is minimum.So theVBis minimum only for the specimen with optimum hydrogen content.
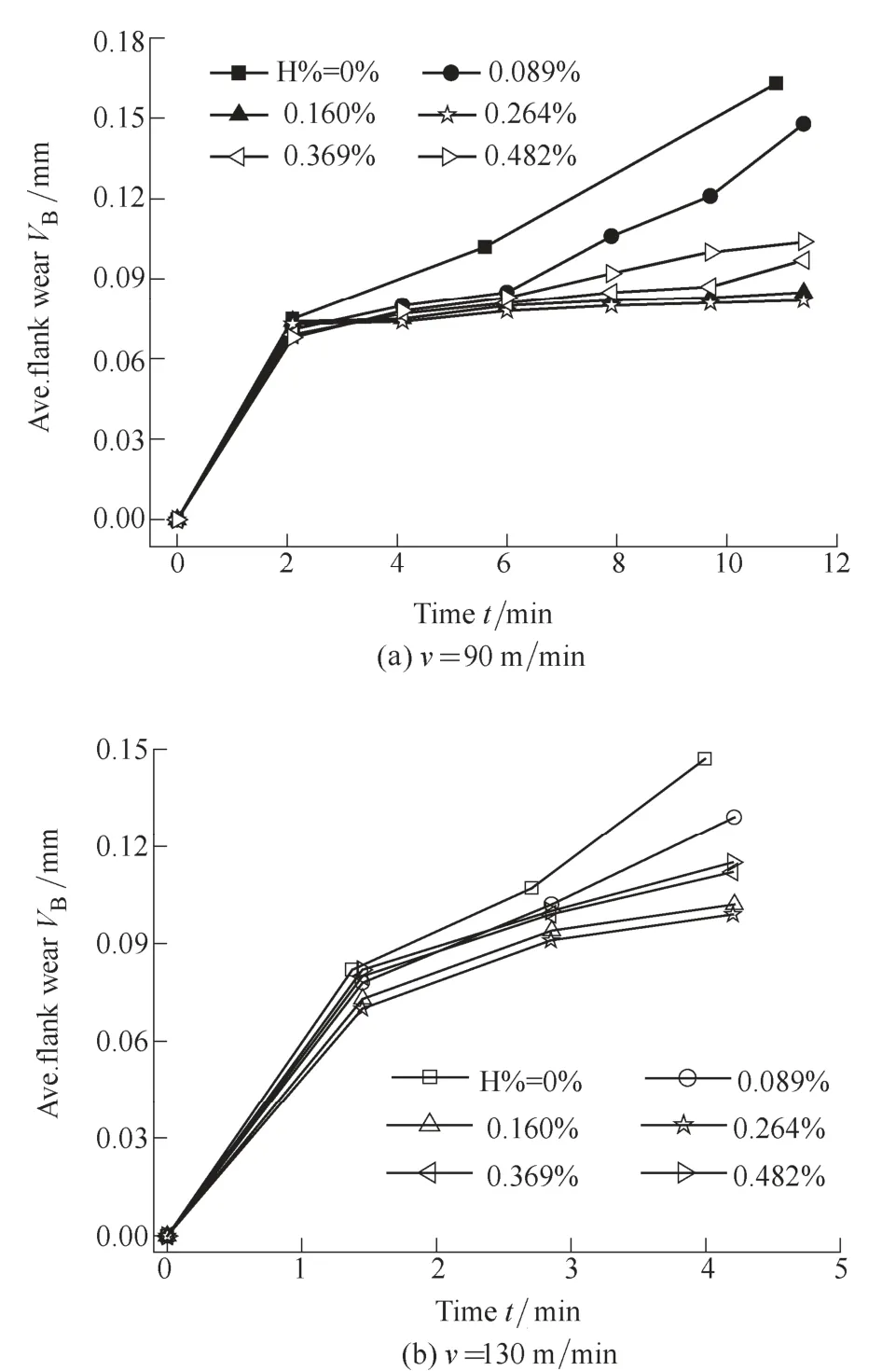
Fig.3.Average flank wear vs.cutting time
The average flank wearVBwith hydrogen content are presented in Fig.4.It is apparently found thatVBmonotonously decreases when w(H) is less than 0.16%,and the change ofVBis very small ranging from 0.16% to 0.26%,and then increases with the increase of w(H).In addition,theVBis minimum when hydrogen content is 0.26%,and the most decrease amplitude ofVBis more at lower speed.
The depth of crater wear after the same machining time at different speeds versus hydrogen contents is shown in Fig.5.From the figure it can be seen thatKTare both minimum when hydrogen content is 0.26%,and the most decrease amplitude ofKTis more at lower speed.Besides,the change law ofKTwith w(H) is the same asVB,but the increase amplitude ofVBis more than that ofKTafter hydrogen content is more than 0.26%,which is attributed to reduction of elastic modulus value after hydrogenation[17].The reduction of elastic modulus after hydrogenation causes more serious rebound deformation in machining,which gives rise to increase ofVBowing to aggravation of friction between tool and machined surface,while has a slight effect onKT.

Fig.4.Average flank wear vs.hydrogen content

Fig.5.Crater wear vs.hydrogen content
Fig.6 shows the change curve of crater wear widthKBwith w(H).KBof unhydrogenated specimen is more comparison to hydrogenated specimens,and then the change ofKBcan be neglected between hydrogenated specimens.So hydrogenation have nearly no effect on width of crater.
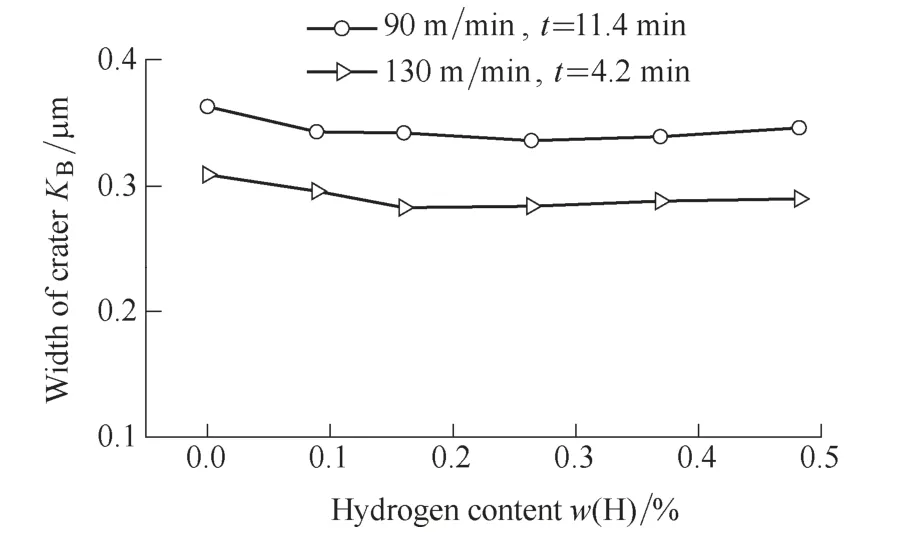
Fig.6.Crater wear width vs.hydrogen content
Fig.7 shows the change curve of craterKM(distance between the cutting edge and the position of maximalKT)with w(H).From the graph,theKMfirstly monotonously rises to maximum,and then monotonously reduces with the increase of hydrogen content ranging from 0% to 0.48%.KMreaches maximum when the hydrogen content is 0.26%,so the cutting edge strength is correspondingly at the most and is advantage to machining.Besides,KMof unhydrogenated specimen is least.The crater areaKAis presented in Fig.8.It is apparently found thatKAof unhydrogenated specimen is more than other hydrogenated specimens,and the change ofKAof hydrogenated specimens is very small at the speed of 90 m/min.KAwill directly influences tool nose stress,and further effects tool wear and life.

Fig.7.Distance between the cutting edge and the position of maximal KTvs.hydrogen content

Fig.8.Crater wear area vs.hydrogen content
Fig.9 shows the change curve of cutting temperature (θ)with hydrogen contents whenVBis 0.1 mm.With the increase of hydrogen content ranging from 0% to 0.48%,θfirstly monotonously reduce to minimum,and then monotonously rise.θreach minimum when the hydrogen content is 0.26% (the optimum hydrogen content).It can be found from the numerical value in the Fig.9 that the correspondingly maximal reduction ofθis 80℃ and 47℃when cutting speed is 90 m/min and 130 m/min.Moreover,the reduction amplitude ofθcorresponding to the speeds are about 13.1%,6.6%,respectively.Therefore,the cutting speed has a distinct effect on decreasingθ,and the reduction amplitude ofθis more distinct at lower speed in machining Ti-6Al-4V alloy.Besides,the reduction amplitude ofθhas a close relationship with hydrogen content,the reduction amplitude is just maximum only for optimum hydrogen content.
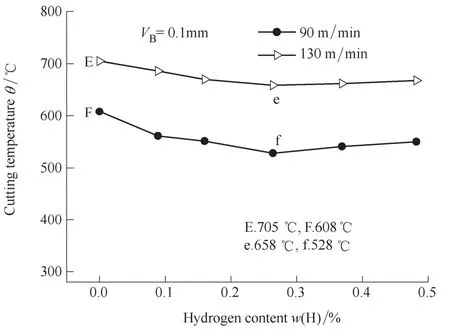
Fig.9.Cutting temperature vs.hydrogen content
According to the result analyzed above,the most decrease amplitude ofKTandVBis obvious at lower speed,which is attributed to following reasons.On the one hand,the cutting zone temperature increases with the increase of cutting speed,which gives rise to aggravation of tool diffusion wear.On the other hand,the mechanical properties of Ti-6Al-4V alloy changed after the cutting temperature reaches 700 ℃-800℃,and hydyogen has no positive effect on improving tool wear when cutting temperature reaches 1 000 ℃-1 100 ℃.
As for reasons of hydrogen effect on the wear regularity,combining with the previous studies[17-20],they are chiefly attributed to comprehensive effect of hydrogen contents on microstructure,physical properties.With the decreasing of flow stress and friction coefficient after thermohydrogen treatment,the deformation and friction in chip formation reduce.Moreover,Low cutting force and cutting temperature reduce tool wear.
4 Conclusions
(1) The average flank wearVBand crater wearKTfirstly decrease and then increase with the rise of hydrogen content,and hydrogenation has no effect on the width of crater wear.
(2) The tool wear is closely related to cutting speed in machining hydrogenated Ti-6Al-4V alloy,and the reduction amplitude of crater wearKTand flank wearVBare more distinct at lower speed.
(3) The tool wear has a close relationship with hydrogen content of the Ti-6Al-4V alloy,and the reduction amplitude of crater wearKTand flank wearVBis just maximum only for optimum hydrogen content.
(4) The reduction of cutting temperature is an important factor for improving tool wear after the Ti-6Al-4V alloy is properly hydrogenated.
(5) The reasons of hydrogen effect on the wear are chiefly attributed to comprehensive effect of hydrogen contents on microstructure,physical properties and dynamic mechanical properties of the Ti-6Al-4V alloy.
[1]Jiuhua,REN Kaiqiang,GENG Guosheng.Cutting forces in high-speed milling of a close alpha titanium alloy[J].Key Engineering Materials,2004,259-260:451-455.
[2]LI Liang,HE Ning,XU Jiuhua.Experimental study on high speed milling of Ti alloys[J].Materials Science Forum,2004,471-472:414-417.
[3]RIBEIRO M V,FERREIRA J R.Optimization of titanium alloy(6Al-4V) machining[J].Journal of Materials Processing Technology,2003,143-144:458-463.
[4]RAHMAN M V,WONG Y S,RAHMATH Z A.Machinability of titanium alloys[J].Machine Elements and Manufacturing,2003,46(1):107-115.
[5]VENUGOPAL K A,PAULB S,CHATTOPADHYAY A B.Growth of tool wear in turning of Ti-6Al-4V alloy under cryogenic cooling[J].Wear,2007,262(9-10) :1 071-1 078.
[6]KOLACHEV B A,TALALAEV V D.Effect of hydrogen on the machinability of VT5-1 alloy by cutting[J].Materials Science,1996,32(6):753.
[7]EGOROVA Y B,KOLACHEV B A.Structure effect on cutting machinability of Ti alloys[J].Metal Science and Heat Treatment,2003(4):16-21.
[8]EZUGWU E O,BONNEY J,YAMANE Y.An overview of the machinability of aeroengine alloys[J].Journal of Materials Processing Technology,2003,134:233-253.
[9]SENKOV O N,FROES F H.Thermohydrogen processing of titanium alloys[J].International Journal of Hydrogen Energy,1999,24(6):565-576.
[10]FROES F H,SENKOV O N.Hydrogen as a temporary alloying element in titanium alloys:Thermohydrogen processing[J].International Materials Reviews,2004,49(3-4):227-245.
[11]FROES F H,ELIEZER D,SENKOV O N,et al.Beneficial effects of hydrogen as a temporary alloying element in titanium alloys:An overview[J].The Minerals Metals and Materials Society,2003:301-313.
[12]DEVILLEZ A,LESKO S,MOZER W.Cutting tool crater wear measurement with white light interferometry[J].Wear,2004,256(1-2):56-65.
[13]WANG W H,WONG Y S,HONG G S.3D measurement of crater wear by phase shifting method[J].Wear,2006,261(2):164-171.
[14]DAWSON T G,KURFESS T R.Quantification of tool wear using white light interferometry and three-dimensional computational metrology[J].International Journal of Machine Tools &Manufacture,2005,45:591-596.
[15]VENUGOPAL K A,PAUL S,CHATTOPADHYAY A B.Growth of tool wear in turning of Ti-6Al-4V alloy under cryogenic cooling[J].Wear,2007,262(9-10):1 071-1 078.
[16]LI Hong,HOU Hongliang.Relationship between effect of hydrogen on physical and mechanical properties and Its machinability for TC4 titanium alloy[J].Aeronautical Manufacturing Technology,2008(20):80-83.(in Chinese)
[17]HOU Hongliang,LI Zhiqiang,WANG Yaoqi.Technology of hydrogen treatment for titanium alloy and its application prospect[J].The Chinese Journal of Nonferrous Metals,2003,13(3):533-549.(in Chinese)
[18]WEI Weihua,XU Jiuhua,FU Yucan,et al.Machinability of hydrogenating titanium alloy[J].Journal of Nanjing University of Aeronatics &Astronautics,2009,41(5):633-638.(in Chinese)
[19]WEI Weihua,XU Jiuhua,FU Yucan,et al.Optimization of hydrogenation process and hydrogenation concentration in improving titanium alloy machinability[J].China Mechanical Engineering,2010,21(2):196-201.(in Chinese)
[20]WEI Weihua,XU Jiuhua,FU Yucan,et al.Influence of hydrogen contents of Ti-6Al-4V alloy on cutting force and temperature[J].Key Engineering Materials,2010,419-420:789-792.
Biographical notes
WEI Weihua,born in 1977,is currently a PhD candidate atCollege of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,China.His research interests include high performance cutting technology.
E-mail:weiweihua2005@163.com
XU Jiuhua,born in 1964,is currently a professor atNanjing University of Aeronautics &Astronautics,China.He received his PhD degree fromNanjing University of Aeronautics and Astronautics,China,in 1992.His research interests include high performance cutting/grinding technology,high efficiency combined machining technology,super-hard abrasive tool technology.
Tel:+86-25-84 896511;E-mail:jhxu@nuaa.edu.cn
FU Yucan,born in 1972,is currently a professor atNanjing University of Aeronautics and Astronautics,China.He received his PhD degree fromNanjing University of Aeronautics and Astronautics,China,in 1999.His research interests include high performance combined machining technology,modeling and simulation of machining process.
Tel:+86-25-84 895857;E-mail:yucanfu@nuaa.edu.cn
YANG Shubao,born in 1978,is currently a PhD candidate atCollege of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,China.His research interests include high performance cutting technology.
E-mail:sbyang2007@nuaa.edu.cn
杂志排行

Chinese Journal of Mechanical Engineering的其它文章
- Reconstruction of Emission Coefficients for a Non-axisymmetric Coupling Arc Based on MALDONADO's Method
- Psychoacoustic Study on Contribution of Fan Noise to Engine Noise
- Modeling of Fatigue Crack Growth Closure Considering the Integrative Effect of Cyclic Stress Ratio,Specimen Thickness and Poisson's Ratio
- Characterizing the Spheroidization Grade and Strength of 15CrMo Steel through Determining Fractal Dimension
- Influence of Deposition Temperature and Pressure on Microstructure and Tribological Properties of Arc Ion Plated Ag Films