动态膜电解制备四价铀Ⅰ.装置建立及性能测试
2012-01-09袁中伟双红莹晏太红郑卫芳卞晓艳
袁中伟,双红莹,晏太红,郑卫芳,张 宇,卞晓艳
中国原子能科学研究院 放射化学研究所,北京 102413
动态膜电解制备四价铀Ⅰ.装置建立及性能测试
袁中伟,双红莹,晏太红,郑卫芳,张 宇,卞晓艳
中国原子能科学研究院 放射化学研究所,北京 102413
以钛涂钌铱网为阳极、钛网为阴极,建立了动态膜电解制备四价铀装置,测试了该装置的性能,比较了使用国产膜和进口膜时的电解性能,同时还探讨了制备过程中各参数的变化。研究结果表明:该装置能在电流密度高达120mA/cm2的情况下稳定运行;隔膜采用贝斯特Nepem-417膜或旭化成Aciplex-F4112膜,对电解结果无显著差异;对于500mL铀质量浓度为199g/L的料液,仅采用72cm2的钛涂钌铱网为阳极、钛网作为阴极,电解180min,四价铀产率可达到93.1%;电解前后阴极料液中肼浓度从0.52mol/L下降为0.30mol/L,酸浓度从2.20mol/L下降为0.70mol/L,槽压在3~3.6V内变动,阴极电解液温度低于45℃(室温28℃)。
U(Ⅳ);膜电解;钛涂钌铱;电解膜
目前,乏燃料后处理Purex流程的铀钚分离过程普遍采用四价铀作还原剂[1]。四价铀的制备方法很多,主要有肼还原法[2]、氢还原法[3]以及电化学法等。其中肼还原法存在放大困难、后续处理繁琐等缺点;氢还原法虽然目前已实现应用,但氢气的使用存在安全问题;而电化学方法是一种不需要额外加入试剂、过程温和简单、容易控制、实现连续化生产方便的方法,适于工业化大规模生产。但传统的槽式电解装置,只有60%~70%的硝酸铀酰转化为四价铀[4-5]。若采用该四价铀产品作还原剂,会造成钚产品的稀释以及加重铀线负担。为提高产品中四价铀含量,何阿弟等[6]研究了带隔膜的电解槽制备四价铀的方法。该法虽可以制备得到高含量四价铀的产品,但采用静态槽式电解方式时,电流密度不可过大,过大的电流密度会导致电解质溶液的温升,温度太高将影响阳离子交换膜的性能,而且还会加快肼的消耗及四价铀的氧化。为既保证产品中的四价铀含量,又能实现稳定快速的制备,本工作拟采用阳离子交换膜分隔阴极室和阳极室,并通过料液的高速流动增强传质和传热,建立动态膜电解制备四价铀装置;为实现该过程的应用,还分别比较使用国产电解膜(贝斯特Nepem-417膜)和价格昂贵且获取困难的进口电解膜(旭化成Aciplex-F4112膜)时的电解性能;同时为深入了解该过程,还考察并探讨制备过程中各参数的变化。
1 实验部分
1.1 装置的建立
实验装置结构示意图示于图1。装置采用阳离子交换膜分隔阴极室和阳极室,防止阴极电解还原生成的四价铀被阳极或阳极产物再次氧化。为提高传质和传热效率,阴阳极液均以500mL/min的速度循环,电极采用网状电极,通过料液高速流动以及网格所形成的湍流以减小边界层厚度。此外,料液高速流动有助于及时带出反应热。电解膜采用耐酸、耐高温、电阻小且机械强度良好的全氟磺酸离子交换膜。
电极是电解制备四价铀的重要影响因素。考虑到氢在汞阴极上有比较大的过电位,为减少副反应,有人曾采用汞、铂涂汞阴极[7],但汞毒性大、易流失,铂涂汞价格昂贵且制备麻烦。复旦大学曾用钛涂铂作阳极,钛为阴极进行研究[4],后为降低成本又尝试用钛涂钌取代钛涂铂作阳极[5]。由于本实验阳极发生的是析氧反应(见1.4节),因此阳极采用了氧过电位低且在强酸性条件下较为稳定的钛涂钌铱电极,阴极采用钛网。阴阳电极面积均为50mm×144mm(72cm2)。电解槽框架材料采用不导电的聚氯乙烯板(PVC)。

图1 电解还原装置示意图Fig.1 Schematic diagram of the electrolyzer
1.2 仪器和试剂
BTS-5V6A-8型电池测试仪,深圳新威新能源技术有限公司;BF-300蠕动泵,保定齐力恒流泵公司;硝酸铀酰溶液,Purex流程实验铀产品经浓缩调酸处理后得到;肼,分析纯,天津福晨化学试剂厂;HNO3,分析纯,北京化工厂;Nepem-417膜,贝斯特工贸有限公司;Aciplex-F4112膜,日本旭化成公司。
1.3 实验方法
用蠕动泵将500mL阴极液(含肼和硝酸的硝酸铀酰溶液)和500mL阳极液(3mol/L硝酸溶液)注入电解槽中,不断循环。用电池测试仪施加一定大小的电流,进行恒流电解。间隔一定时间取样并测定阴极液温度,分析样品中总铀、四价铀、肼以及硝酸的浓度。
铀总量的分析采用三氯化钛-重铬酸钾滴定法;四价铀的分析采用重铬酸钾滴定法;肼的分析采用N-溴代丁二酰亚胺滴定法;硝酸的分析采用草酸铵缓冲体系络合pH值滴定法。
1.4 实验原理
对于含肼和硝酸的硝酸铀酰溶液在阴极可能进行的电极反应有:


反应(2)虽然在热力学角度最可能发生,但从动力学角度来说相当缓慢,不过硝酸在阴极上还原为亚硝酸的过程是客观存在的,特别是当c(HNO3)>0.5mol/L时[8]。对于反应(3),虽然采用的是钛涂钌铱电极,过电位不高,但硝酸铀酰的还原电位要明显高于氢离子,且动力学速度也相当快,所以阴极主要发生反应(1)。但在恒流电解的情况下,随着硝酸铀酰浓度的逐渐降低,阴极上发生的硝酸和氢离子的还原反应也逐渐增多。
由于阳极液采用硝酸溶液,所以阳极只发生水的电解(反应(4)),在有隔膜情况下的肼氧化反应[4](反应(5))便不再发生,肼的消耗量大大减少。

阴极和阳极发生电化学反应时,阳极液中的H+便透过隔膜到达阴极液,形成电流回路。由于水溶液中的H+是以水合离子的形式存在,氢离子透过隔膜时,也会把部分水分子从阳极液带到阴极液,实验条件下会在不同程度上造成阴极液体积的增加(增加量约为原体积的5%~15%),因此对于每个样品既测定其中四价铀浓度又测定总铀浓度,以确定四价铀产率(四价铀浓度/总铀浓度×100%)。
2 结果和讨论
2.1 隔膜的比较
对于500mL组成为207.1g/L铀、4.1mol/L硝酸、0.41mol/L肼的料液,分别采用Nepem-417膜和Aciplex-F4112膜,在8.72A的电流下进行电解(120mA/cm2),比较隔膜对电解结果的影响,四价铀质量浓度随时间的变化示于图2,电解210min前后硝酸和肼浓度的变化列于表1。由图2和表1可知,这2种电解膜对于四价铀质量浓度、肼浓度以及硝酸浓度的变化无显著影响,所建立装置能在120mA/cm2电流密度下稳定运行。

图2 采用不同膜时四价铀质量浓度随时间变化曲线Fig.2 Variation of U(Ⅳ)mass concentration with time using different membrane
2.2 电解过程中各参数的变化
隔膜采用Nepem-417膜。对于500mL组成为199g/L铀、2.2mol/L硝酸、0.52mol/L肼的阴极液,在8.72A的电流下进行电解(120mA/cm2),考察电解过程中各个参数的变化。
2.2.1 槽压 电解过程中槽压(V)随时间变化示于图3。由图3可知,尽管采用了隔膜,且电流密度高达120mA/cm2,但槽压并不高,在3~3.6V范围内变化。随着电解时间的延长,槽压缓慢变小,达到最小值后,则以较快速率上升,后趋于稳定。分析原因:可能是电解初期料液温度上升,离子能以较快的速度迁移,电阻变小;随着电解过程的进行,硝酸铀酰浓度逐渐降低,为维持该电流,料液中其它组分开始电解,导致电压逐步上升;当硝酸铀酰还原殆尽时,电极上主要发生的是其它组分的还原,电压因此趋于稳定。
2.2.2 阴极液温度 阴极液温度(θ)随时间变化示于图4。由图4可知,随着电解的进行,料液温度逐渐上升,然后趋于稳定,整个过程温度低于45℃。
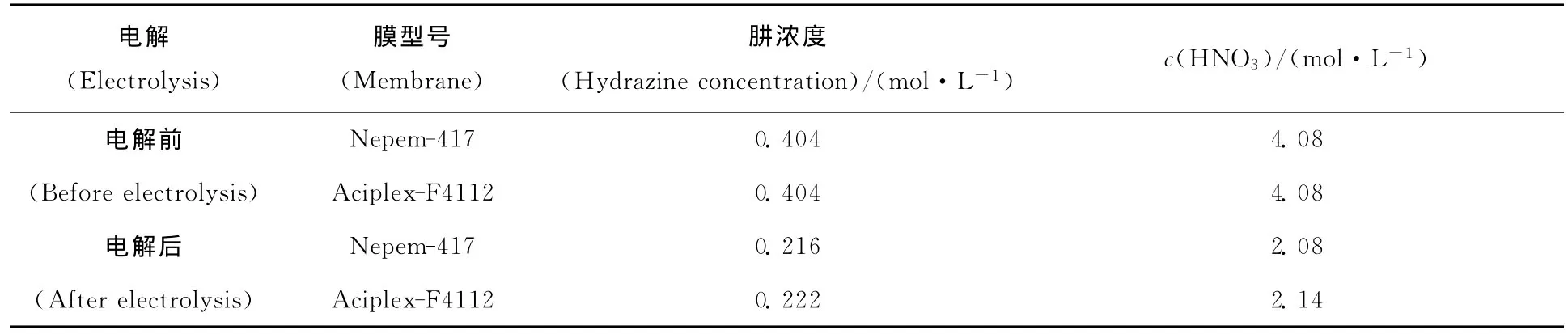
表1 采用不同膜时肼和硝酸浓度在电解前后的变化Table 1 Concentration of hydrazine and HNO3before and after electrolysis
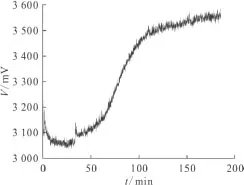
图3 槽电压随时间变化曲线Fig.3 Variation of cell voltage with time
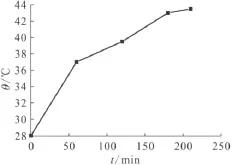
图4 阴极液温度随时间变化曲线Fig.4 Variation of catholyte temperature with time
2.2.3 四价铀产率 四价铀产率(Y)随时间的变化示于图5。由图5可知,电解180min,四价铀产率可达到93.1%;电解210min时产率达到98.4%(此时四价铀质量浓度为184.5g/L)。电解初期,产率随时间近似线性上升(产率在0~80%内保持很好的线性),之后上升速率逐渐减缓,最后趋近于100%。
2.2.4 电流效率 电流效率定义如下:

图5 四价铀产率随时间变化曲线Fig.5 Variation of U(Ⅳ)yield with time
式中:η为某个时间段内的电流效率;n为一段时间(Δt)内制备得到的四价铀的物质的量;I为这段时间内的电流。电流效率随时间的变化示于图6(图中设零时刻的电流效率为100%,将某个时间段末时刻的电流效率用该时间段的平均电流效率表示)。由该图可知前两小时电流效率保持在90%以上,之后电流效率迅速下降。这是由于随着电解过程的进行,硝酸铀酰浓度逐渐降低,为维持恒流电解,其它组分开始电解。为了形象地表示这个过程,以电流效率对产率(Y)作图,得图7。从图7可以看出,当产率小于60%时电流效率保持在100%;当产率从60%提高到80%时,电流效率也下降到80%左右;随着产率的进一步提高,电流效率迅速下降至30%左右。因此,若电解过程中采用逐渐减小的电流,既有助于提高电流效率,又可减少副反应的发生。

图6 电流效率随时间变化曲线Fig.6 Variation of current efficiency with time

图7 电流效率和肼浓度随四价铀产率变化曲线Fig.7 Variation of current efficiency and hydrazine concentration with U(Ⅳ)yield
2.2.5 肼浓度 硝酸在阴极上的还原产物主要是亚硝酸,如反应式(2)所示。而亚硝酸会迅速氧化四价铀,参见反应式(6),因此阴极液中必须含有一定浓度的肼[4]。由于有隔膜将肼和阳极隔开,不存在肼被阳极所氧化的情况,故肼的作用主要是破坏体系中的亚硝酸(如反应式(7)、(8)、(9)所示),以稳定四价铀。肼浓度与时间的关系示于图8。由图8可知,肼的消耗随着电解时间的延长而迅速增大。在图7中比较电流效率和肼浓度随四价铀产率的变化曲线,发现两者存在相似的规律。这是由于随着四价铀产率的提高,硝酸铀酰浓度逐渐降低,在阴极上还原的硝酸越来越多,导致电流效率和肼浓度的加速下降。实验中观察到,电解初期几乎无气泡,后期有少量气泡,也进一步证实了这个推断。


图8 肼浓度随时间变化曲线Fig.8 Variation of hydrazine concentration with time
2.2.6 硝酸浓度 硝酸浓度的改变受以下因素影响:① 反应的消耗,如反应式(1)和(2)所示;② 阳极液中的氢离子透过隔膜迁移到阴极液中;③ 阴极液体积在电解过程中有所增大。其中①和②为主要因素。硝酸浓度和电解时间的关系示于图9。由图9可知,电解早期硝酸浓度按一定的速率下降,之后下降速率逐渐变慢。这是由于电解初期阴极的反应主要如反应式(1)所示,每发生一次反应,阴极消耗4个氢离子,而从阳极迁移过来2个氢离子,总体上消耗2个氢离子。随着电解过程的进行,硝酸铀酰浓度越来越低,按反应式(2)进行的反应逐渐增多,而反应式(2)总体上只消耗1个氢离子,由此导致酸度下降逐渐变慢。

图9 硝酸浓度随时间变化曲线Fig.9 Variation of nitric acid concentration with time
3 结 论
采用隔膜分隔阴阳极室,通过料液高速流动加强传质和传热,以钛涂钌铱网为阳极,钛网为阴极,建立了动态膜电解四价铀装置。该装置能在电流密度高达120mA/cm2的情况下稳定运行,隔膜采用贝斯特Nepem-417膜或旭化成Aciplex-F4112膜,对电解结果无显著差异。对于500mL 199g/L的硝酸铀酰料液,采用72cm2的钛涂钌铱网为阳极、钛网为阴极,电解180min,四价铀产率可达到93.1%。电解前后料液中肼浓度从0.52mol/L下降为0.30mol/L,硝酸浓度从2.20mol/L下降为0.70mol/L。电解过程中槽压在3~3.6V内变动,阴极液温度低于45℃(室温28℃)。
[1]蒋云清译.轻水堆燃料后处理(译文集)[M].北京:原子能出版社,1989:101-127.
[2]Anan’ev A V,Shilov V P,Afonas’eva T V,et al.Catalytic Reduction of U(Ⅵ)With Hydrazine and Formic Acid in HNO3Solutions[J].Radiochem,2001,43(1):39-43.
[3]Tison E,Bretault Ph.COGEMA Experience in Uranous Nitrate Preparation[C].WM’06Conference,Tucson,Azerbaijan,2006.
[4]何阿弟,叶明吕,周祖铭,等.动态连续电解还原制备四价铀的研究[J].核技术,1998,21(10):624-628.
[5]张安有,何阿弟,胡剑平,等.钉电极电解坯原法制备铀(Ⅳ)的研究[J].复旦学报,1999,38(1):123-126.
[6]何阿弟,叶明吕,周祖铭,等.隔膜电解还原法制备四价铀的研究[J].核技术,1997,20(7):413-417.
[7]Orebaugh E G,Propst R C.Electrolytic Production of Uranous Nitrate,DP-1549[R].US:E.I.Pont de Nemours & Co.,Savannah River Laboratory,1980.
[8]姜圣阶,任凤仪,马瑞华,等.核燃料后处理工学[M].北京:原子能出版社,1995:106.
Preparation of Uranous Nitrate by Membrane ElectrolysisⅠ.Electrolyser Setup and Performance Test
YUAN Zhong-wei,SHUANG Hong-ying,YAN Tai-hong,ZHENG Wei-fang,ZHANG Yu,BIAN Xiao-yan
China Institute of Atomic Energy,P.O.Box 275(26),Beijing 102413,China
In order to improve U(Ⅳ)concentration and preparation rate during electrochemical process,taking 72cm2Ru/Ir coated Ti mesh as an anode and Ti mesh as a cathode,a membrane electrolyser was set up.The performances of two different membranes were compared.The results show that the apparatus run well at a current density as high as 120mA/cm2,and the two different membranes(Nepem-417and Aciplex-F4112)have no remarkable effect on electrolysis.After 180min electrolysis,U(Ⅳ)yield can achieve 93.1% (500mL feed,ρ(U(Ⅵ))=199g/L).During the electrolysis,hydrazine concentration decreases from 0.52mol/L to 0.30mol/L,HNO3concentration decreases from 2.20mol/L to 0.70mol/L,cell voltage varies between 3Vand 3.6V,catholyte and anolyte temperature is below 45℃(room temperature is 28℃).
U(Ⅳ);membrane electrolysis;Ru/Ir coated Ti;electrolysis membrane
O643.12
A
0253-9950(2012)01-0055-05
2011-09-21;
2011-11-10
“863”课题资助项目(No.2009AA050702)
袁中伟(1982—),男,浙江宁波人,研究实习员,核燃料循环与材料专业
